一种异型双列圆柱滚子轴承装配游隙分析
2010-07-26张汇军
丁 敏,张汇军
(瓦房店轴承有限公司 技术中心,辽宁 瓦房店 116300)
1 轴承结构
图1所示为一种异型结构的双列满装圆柱滚子轴承的结构图。其两外圈均为NF型,内圈为NN型。装配时,由3个弹簧锁圈将两外圈锁紧,使其成为一体的双挡边外圈。该种轴承既有径向游隙要求,又有轴向游隙要求,不同的加工工艺直接影响轴承的游隙。

图1 异型双列圆柱滚子轴承结构图
2 轴向游隙Ga的误差分析
根据该轴承的结构可知,理论上影响其轴向游隙的因素主要是外圈组合后的滚道宽度、内圈滚道宽度和滚子长度。因此,对这种类型结构的产品,根据影响因素的各部位公差将轴向游隙分配到内圈和外圈滚道宽度上。而实际生产中,则存在一定的误差,这里对造成轴向游隙误差的原因进行分析。
2.1 外圈端面尺寸的影响
由图1可知,两外圈是由弹簧锁圈将其组合在一起,这就要求弹簧锁圈与两外圈组合后的凸台的配合为过盈配合。而该过盈量的大小将直接影响组合外圈的滚道宽度。由于两个外圈是分离的,即使环槽车加工后为一真圆,到磨削端面后则会变成椭圆,且椭圆的长轴呈如图1A向视图的尖顶状。这表明弹簧锁圈装入后的受力是不均匀的,其中短轴与弹簧锁圈的过盈量是影响轴向游隙的关键。
通常,影响凸台椭圆短轴尺寸的因素为:环槽车加工尺寸及端面磨加工尺寸。在确定环槽内径车加工尺寸时,虽已考虑端面磨削量的影响,但由于端面是按理想的等留量磨削加以考虑得,所以应对端面磨削方式对凸台椭圆短轴的影响进行分析。
端面磨削使用的设备有M7675和M7475。M7675为双端面磨床,最适用于磨削套圈两端面面积相等的产品。对磨削面积不等的产品,虽然可采用两砂轮的差速进行磨削,但很难使两端面的磨削量一致,因此,对该类产品使用M7475单头立轴平面磨床。该轴承单个外圈的基准面为两外圈间的配合面,在平面磨削时,必须先磨基准面,从而有效控制基准端面的磨削量在设计范围内,以满足弹簧锁圈与外圈凸台配合的过盈量。
2.2 外圈滚道宽度测量的影响
外圈滚道宽度公差为轴承轴向游隙减去内圈滚道宽度上偏差和滚子长度的下偏差的一半(因为外滚道宽度Ee是由两个外圈组成)。此类产品滚道宽度非常关键,直接影响轴承的轴向游隙,这就要求测量时的累积误差越小越好。外圈滚道宽度的测量方法如图2所示。因此,设计与单个外圈滚道宽度相等的标准样柱,以挡边为测量的定位基准,即忽略了外圈端面宽度对滚道宽度的影响,同时,通过样柱与滚道宽度的高度差即可直接获得滚道宽度。
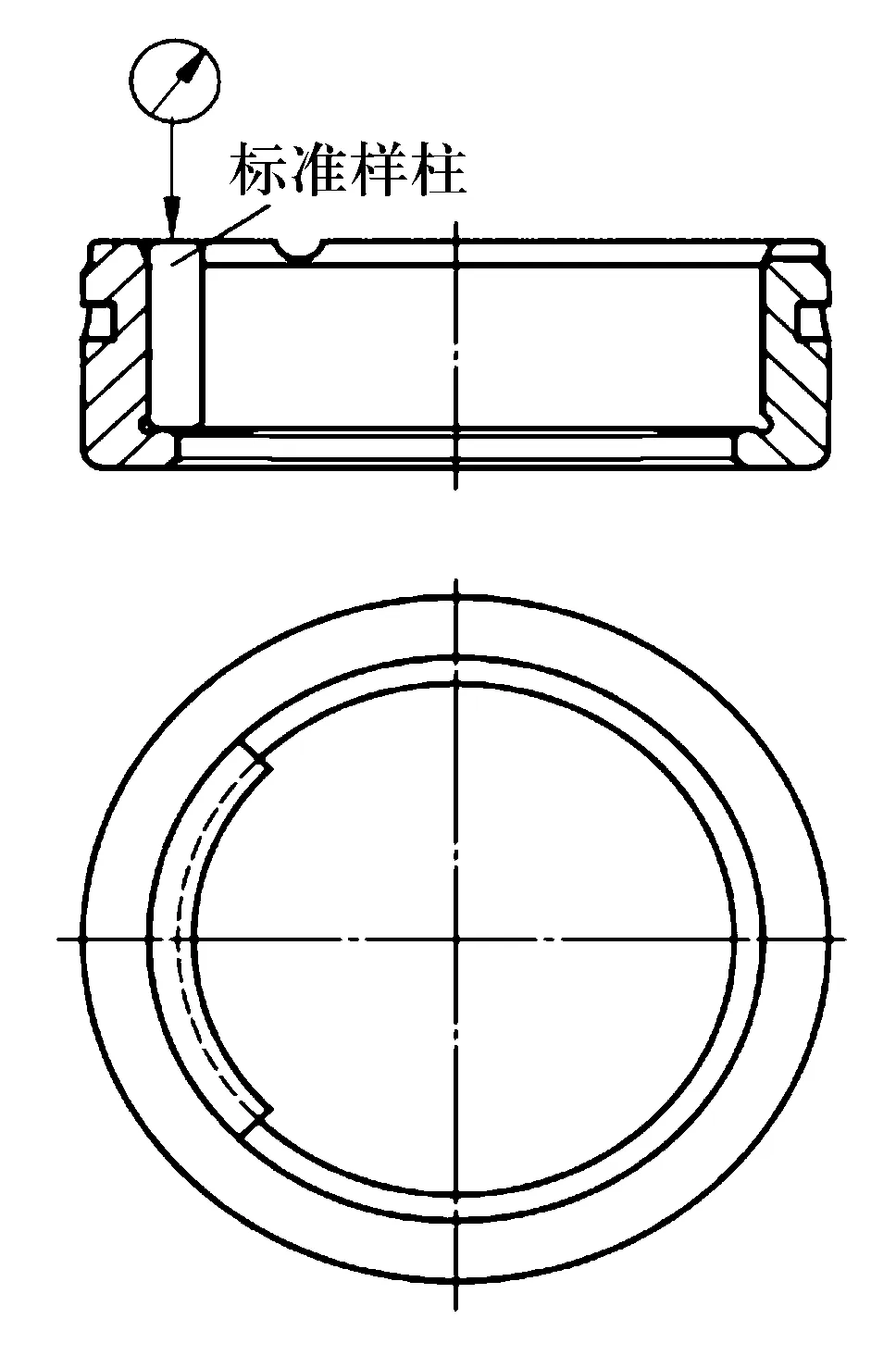
图2 外圈NNCD4936单个外圈结构图
2.3 游隙测量的影响
从2.1中的分析可以看出,弹簧锁圈与外圈凸台配合的过盈量是直接影响轴向游隙的主要因素,因此合套后轴向游隙的检测方法显得非常关键。由于外圈在没有装弹簧锁圈时是分离的,无法固定内圈,所以,只有将外圈固定成为一体后才能测量。如果在轴向游隙测量装置上将外圈固定夹紧,推动内圈测量轴向游隙,测得的值受外圈的夹紧力影响,误差较大。因此,模拟弹簧锁圈三点夹紧的方式,设计外圈锁紧的夹块,将外圈固定成一体,之后固定内圈,推动外圈,此时获得的轴向游隙与装入弹簧锁圈时实际的轴向游隙基本一致,误差仅为0.02 mm。
3 弹簧锁圈对径向游隙Gr的影响
影响普通轴承径向游隙的因素主要是各部件的形状精度。而该轴承的径向游隙不仅受形状精度的影响,还受弹簧锁圈的影响。下面以NNCD4936V为例,分析弹簧锁圈对径向游隙的影响,表1为装入弹簧锁圈前、后轴承径向游隙的测量值。

表1 径向游隙测量值 mm
从表1可以看出,安装弹簧锁圈前、后的径向游隙值明显不同。装弹簧锁圈前的径向游隙值靠近设计要求的上限;装弹簧锁圈后径向游隙值变小,且出现零游隙的现象,游隙值的变化量为0.09~0.20 mm。从理论上分析,这一现象是由于装上弹簧锁圈后,两外圈之间产生径向相对位移所致。为此,对零游隙的轴承通过测量其外表面对端面的垂直度进行验证,测量结果分别为0.22,0.25,0.26 mm。这说明零游隙轴承两外圈的相对位移量超过了游隙值。为了进一步证明该相对位移量导致了轴承径向游隙的变化,又对其他几个轴承样本进行了测量,测量结果见表2。

表2 装弹簧锁圈前、后游隙差值与轴承外表面对端面的垂直度SD的对应关系 mm
表2表明,轴承的径向跳动量即是两外圈产生的相对位移量。由此可知,安装弹簧锁圈后引起的两外圈的相对位移导致了轴承径向游隙的变化。所以,在对该类型轴承内圈或外圈直径尺寸公差分配时,应同时考虑装入弹簧锁圈后两外圈相对位移对轴承径向游隙的影响。加工时应使两外圈外径尺寸和外滚道尺寸一致且壁厚均匀;安装弹簧锁圈时需通过安装夹具保证其平稳垂直锁紧,避免倾斜锁紧产生的锁紧量不均对径向游隙的影响。
4 结束语
对异型双列满装圆柱滚子轴承的装配游隙分析可看出,单个外圈基准端面的磨削量控制是影响两个外圈配合后凸台与弹簧锁圈过盈量的关键;同时,单个外圈滚道宽度的控制方法与测量方法则是对轴向游隙控制的理论保证。因此,应通过改进加工工艺(如外圈合锻加工至终加工前将其线切割分体),加强对轴向游隙和径向游隙的控制。
