LR1200钢轨闪光对接焊机电流变送器的研制
2010-06-20吴元良上海铁路局科学技术研究所
吴元良 上海铁路局科学技术研究所
电流变送器分为直流电流变送器和交流电流变送器两种。交流电流变送器是一种能将被测交流电流转换成按线性比例输出直流电压或者直流电流的仪器。它可直接与PLC、计算机、自动记录仪等等配套使用组成各种自动化电气监控设备,是实现电控设备自动化不可缺少的仪器之一。
1 简介
LR1200钢轨闪光对接焊机的自动焊接程序是以焊接电流作为控制焊机前进速度的依据。电控柜中被测焊接电流经过1 500/5的电流互感器输出0 A~5 A的交流信号。如果要被系统中PLC采集就必须经过电流变送器的转换,转换后输出4 mA~20 mA(DC)。电流变送器转换时间的快慢直接影响到焊机的焊接质量。因为在焊接过程中,焊接电流是瞬息万变的。如果焊机前进速度变大,则焊缝间距变窄,回路阻抗变小,焊接电流变大,当超过设定值时,经过反馈信号,减小焊机前进速度;反之如果焊缝的热熔金属飞溅出去,焊缝间距变大,电流变小,当小于设定值,则要减慢焊机前进速度。这个过程大部分是随机的,焊机自动焊接程序就是要很快测定焊接电流的有效值,跟上过程的变化,才能保证焊机质量。现在市场上普通电流变送器的转换时间都在300 ms以上,而焊机对电流变送器转换时间的要求在100 ms以内,远不能满足焊机的要求。此外,由于焊机正常工作时,交流电的信号波形为非正弦波,如果要正确描述钢轨焊接烧化过程中所使用的功率,普通平均响应的电流表不能客观的反应出电流与功率的关系,要使用真有效值电流表示法才行。因此必须设计一种转换速度快,并且能够正确测量波形真有效值的电流变送器,才能满足整个焊机系统的需要。
2 工作原理
电流变送器主要由I/V转换、真有效值转换、以及V/I转换三个电路组成。其电路图如图1所示:
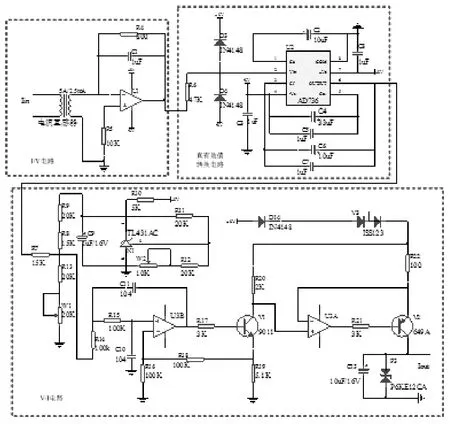
图1 电流变送器电路图
2.1 I/V转换电路
I/V转换电路的主要作用是将输入的0A~5A交流电流信号转变为0V~2V的交流电压信号,并且有着隔离输入信号的作用。这个环节主要由电流互感器,运算放大器和一些阻容件组成。
电流互感器的输入端接入一个被测的0 A~5 A交流电流信号,其输出端接着低输入阻抗运放负载,输出0mA~2.5mA的交流电流信号。记电流互感器输出端的电流为Iu1in,则运放输出电压为Vu1out=-Iu1inR4,R4的取值是800Ω,输出的电压值范围在 0~2V。
2.2 真有效值转换电路
交流信号的真有效值用公式可以表示为 。随着集成电路的迅速发展,近年来出现了各种真有效值AC/DC转换器。在LR1200钢轨闪光对接焊机的电流变送器中,采用了美国AD公司的AD736芯片作为真有效值转换器。
AD736是经过激光修正的单片精密真有效值AC/DC转换器。其主要特点是准确度高,灵敏性好,测量速度快,适用波形广,频率特性好,输入阻抗高,输出阻抗低,电源范围宽,功耗低。用它来测量正弦波的电信号综合误差不超过 ±0.3%。AD736的逻辑图和引脚排列如图2所示。
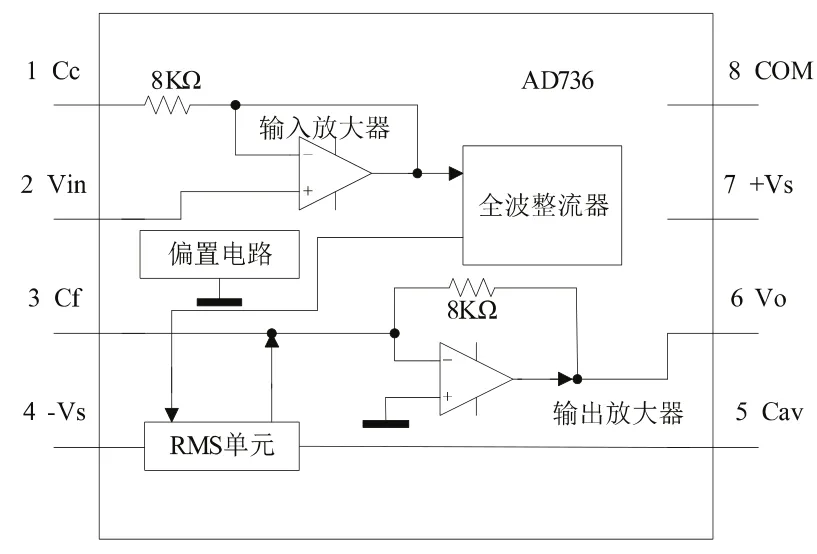
图2 AD736的内部框图
它主要由输入放大器,全波整流器,真有效值单元,偏置电路,输出放大器等组成。芯片2号引脚Vin为被测信号的输入端,工作时,被测信号电压加到输入放大器的同相输入端,而输出电压经全波整流后送到真有效值单元并将其转换成代表真有效值的直流电压,然后再通过输出放大器的Vo端输出。偏置电路的作用是为芯片内部各单元电路提供合适的偏置电压。
系统中采用双电源供电的电路,如图1所示:电路中+Vs与COM之间、-Vs与COM之间都并联了一个0.1uF的电容,作用是降低电源高频内阻。隔直电容C2是让芯片选择AC方式。电阻R6为限流电阻。D3和D4是双向限幅二极管,起到过压保护的作用。电容C4是平均电容,用以进行平均值计算,其大小直接影响到测量精度,电容值取大,其精度会升高,但是响应速度也会变慢,因此其取值要适当。经过试验证明,当C4取值为33uF时,电流变送器转换时间在50ms左右,精确度优于0.5%,满足焊机的要求。反馈电容C6起到滤波作用,减小输出纹波,使输出更平稳。C5和C7为薄膜电容器,它的作用是弥补电解电容高频特性的不足,其容量可取0.1uf~2.2uf。
2.3 V/I转换电路
如图1所示,由真有效值转换电路输出的信号经过由U3B等元器件组成的二阶低通滤波器,过滤掉纹波,使输出的直流信号更纯。该直流信号经V1进行放大,由R20输出信号,再经由U3A,R22和V2组成的恒流源电路输出4mA~20mA直流电流信号。
偏置电路中W1为增益调整电位器,W2为零点调整电位器。
3 在LR1200钢轨闪光对接焊机中的应用
焊接电流是自动焊接程序的主要参考依据,它必须通过电流变送器的转换才能被PLC采集处理。只有转换速度在100ms以内,并且能够实现真有效值转换的电流变送器才能满足焊机的要求。以往使用市面上的电流变送器,其转换时间一般在300ms以上,焊接时焊接记录曲线稀疏,不能有效保障焊接质量。现在针对LR1200钢轨闪光对接焊机设计的专用电流变送器,不仅能够转换电流的真有效值,而且经过测试其转换时间在50ms左右,精度优于0.5%,满足焊机的要求。实际应用也证明该电流变送器在LR1200钢轨闪光对接焊机中的工作情况良好,能有效的保证钢轨焊接质量。
图3和图4对比了使用焊机专用电流变送器的焊接曲线与使用普通电流变送器焊接曲线的情况。从曲线图上可以看出,使用了焊机专用的电流变送器之后,由于其转换速度比普通的电流变送器快,因此它的电流曲线密度要比使用普通电流变送器的大,证明了该电流变送器在LR1200钢轨闪光对接焊机上的良好应用。
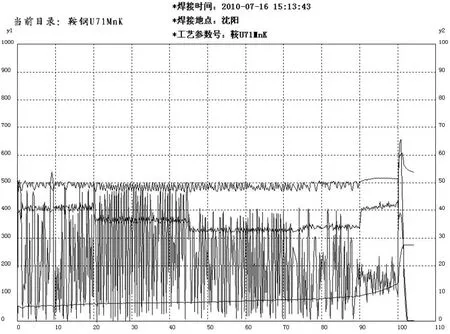
图3 使用普通电流变送器焊接曲线
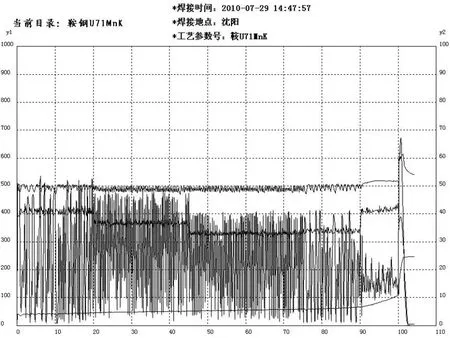
图4 使用焊机专用电流变送器焊接曲线
