多喷头细胞受控组装过程的启停响应控制*
2010-06-05李生杰颜永年王小红张人佶
李生杰,颜永年,王小红,张 婷,张人佶,林 峰
(清华大学机械工程系/先进成形制造教育部重点实验室,北京 100084)
细胞受控组装技术[1]是制造学的快速成形技术[2]融入医学的组织工程[3]中产生的一次重要技术革新,旨在通过特定的工艺和设备,在数字模型的驱动下,将活的细胞和外基质材料沉积在不同的空间位置,最终构建出形态结构上接近于真实组织器官的结构体,以用于人体受损组织器官的修复和治疗。
近10年诞生了细胞打印[4]、细胞直接三维受控组装[1]、三维生物组装[5]、三维光绘图[6]、立体光刻[7]等诸多工艺,但这些工艺目前只能操作单种成分的细胞和材料,构建较为简单的结构体;而多数组织器官是复杂的,含有大量的不同种细胞以及细胞外基质,具有特别空间分布的三维结构。因此,实现不同细胞的空间定位沉积的多种细胞受控组装[8],是发展的必然趋势。
基于多喷头切换进行细胞受控组装,是多种细胞受控组装的重要方法。这一过程,多喷头之间的切换动作十分频繁,喷头的启停响应对成形质量具有显著的影响。具体而言,启动喷头时,如果不能迅速挤出材料,则发生响应延迟;关闭喷头时,如果材料继续流出,则发生流涎。必须对此加以控制,以保证不同细胞组成的精确空间结构。本文通过构建相应的试验系统,对典型的组装过程进行响应分析和试验,最终从工艺和控制的角度加以改进,以解决多种细胞受控组装中的响应控制问题。
1 试验组装系统的构建
1.1 试验系统整体组成
以明胶为代表的天然高分子是细胞受控组装技术常用的外基质材料,与细胞共混后形成的液态水溶胶,可经过降温过程转变为固态的水凝胶。这一过程可耦合入离散-堆积的快速成形过程,实现细胞受控组装。这一原理可应用于多种不同细胞的同时组装成形,基于此特点,构建了多喷头细胞组装成形试验系统。
成形试验系统如图1所示,包括:①成形室单元,内有制冷元件和无菌的成形平台;②温控模块,对成形室的温度进行监测和调控;③三维数控运动系统,包括驱动喷头的X-Y平面定位和驱动成形平台的Z轴定位;④多喷头单元,用于多种细胞的挤出沉积。

图1 多喷头细胞受控组装的成形试验系统图
试验系统的控制软件将读入细胞结构体的CLI加工文件,转换为加工数据链表,经造型编译,输出数控运动系统的命令流,驱动成形系统动作。
1.2 基于挤出成形的并联多喷头单元
由于明胶基天然高分子水溶胶的粘度较高,较适合于挤出成形,所达到的离散精度(即挤出成丝的线宽)可在100~500μm之间。以明胶基天然高分子为基质的细胞挤出采用容积驱动,此方法可保证较低的细胞损伤率。单喷头单元如图2a所示,细胞/明胶基天然高分子水溶胶材料置于医用一次性注射器内(前端固定有不锈钢注射针),由步进电机-螺杆-滑块组成的驱动机构推动活塞挤出。
每一种细胞与天然高分子的混合水溶胶装入一个单喷头单元,用于沉积对应的某一层面内的细胞。多个单喷头单元并列组成并联多喷头单元(图2b)。当各喷头间的距离较大而多细胞结构体的平面尺寸较小时,无需复杂的喷头切换,仅需进行运动系统的坐标平移即可。
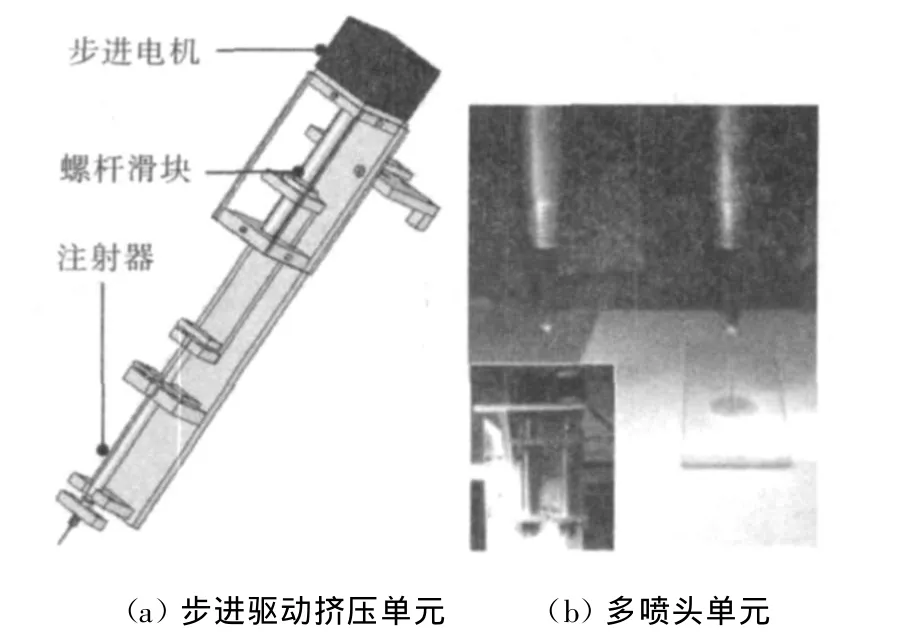
图2 基于容积驱动的并联多喷头单元
2 挤出过程的响应分析
上述细胞挤出喷头中,挤出过程响应延迟和流涎产生的主要原因是挤出单元(喷头单元、材料)的弹性形变。形变的大小与挤出单元的固有弹性模量和挤出成形的挤出压力大小有关。因此需对挤出力/流场压强分布作计算分析,并进行相关试验。
2.1 流场压强分布及挤压力的计算
对挤出成形过程流场压场分布的分析见图3。
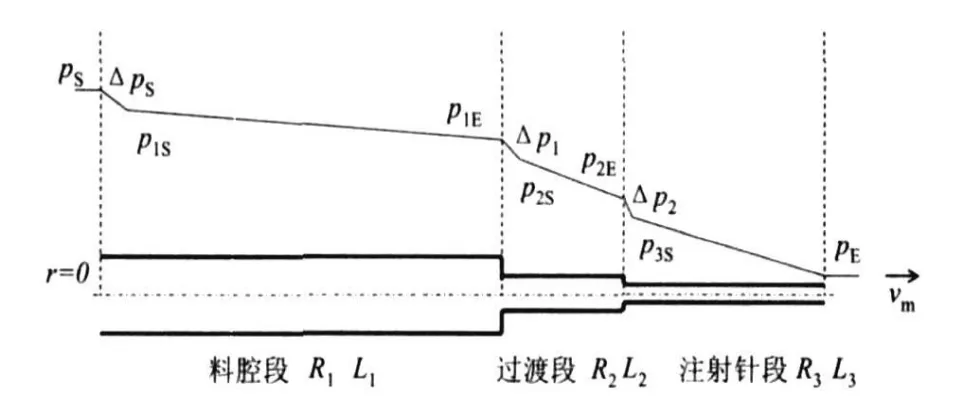
图3 挤出成形的流场压强分布示意
设 μ为粘度,ρ为密度,vm为挤出速度,Le为层流起始段长度,ξE为损失系数,σSF为细胞/明胶基天然高分子水溶胶的表面张力。略去计算过程,分析结果如下:

假定细胞/材料水溶胶为连续介质的牛顿流体,在每一段内定常流动,从初始到挤出损失的压强为:考虑起始段由于粘性摩擦、加速时惯性引起的入口压强损失,以及因断面变化在各段接口处引起的压强损失,压强的总损失为:
材料在从注射针口挤出时,需要克服表面张力。分析可知,启动挤出时克服最大表面张力作的功,与材料在稳定挤出过程中增加的自由表面能相同,二者大小为:

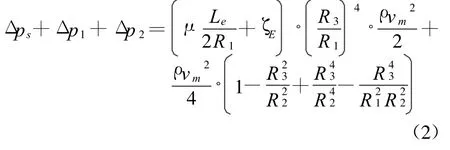
挤压力F为以上三式的总和。试验的参数为2R1=4.5mm,2R2=2.0mm,2R3=0.241mm,L1=50mm,L2=10mm,L3=15mm,取Le-max=40μm,ζE=2.25,ρ=1 ×103kg/m3,σSF-max=72 ×10-3N/m。
当 vm=20mm/s时,计算得各估计值,Δ p=1.653×105μ Pa,Δps-max=1.462×10-8μ+3.702×10-6(Pa),Δ p1+Δ p2=0.0986 Pa,pE-max=1.195×103Pa。
材料粘度 μ一般在0.02~1 Pa◦s之间,则由式(1)和式(2)可知,管内定常流的 Δ p是式(2)中各力的万倍以上;而式(3)计算的出口压降pE仅由 R3决定,大小为 Δ p的1/10以下且变化不大。因此细胞/材料水溶胶的粘度μ是影响挤压力F的主要因素。
2.2 挤出过程弹性变形的试验及分析
在微型材料试验机Minimat2000上按2mm/min速度挤压,得到喷头单元的压力F与活塞位移Δ x的关系曲线。对曲线进行拟合处理,可得挤压力F与所引起的流涎长度Δ lS的关系为:

式中:F单位为N,Δ lS单位为mm。
另外,对由材料体积压缩引起的流涎量进行分析,可知一定挤压力F下引起流涎长度Δ lP为:

式中:EV为体积弹性模数,L为料腔内材料段长度。
根据试验条件,经验挤压力F=5 N,挤压单元参数2R3=0.241mm,2R1=4.5mm,材料段长度L=50mm,EV=2.1×109Pa。计算得 Δ lS=356.39mm,Δ lP=2.61mm 。
有 Δ lS>Δ lP,即影响流涎的主要因素是挤压单元中喷头单元的形变,且流涎量与挤压力F呈线性关系。而材料自身压缩所起的作用相对较小。
3 挤出过程的响应控制设计
基于前面的分析和试验,可知细胞/材料水溶胶的粘度大时,挤压所需的挤压力 F增大,挤压单元的弹性形变增加,响应延迟及流涎现象就严重。因此,降低溶胶粘度以减小挤压力,进而减小挤压单元的弹性形变,并在启停时补偿或释放挤压单元的弹性形变,能有效地实现挤出过程的启停响应。
3.1 挤出过程的分段温度控制
由于明胶基天然高分子水溶胶从15℃升高至25℃时,其粘度值会有3个数量级的显著降低。因此,适当提高其整体温度是降低粘度、减小挤压力和弹性形变的一种有效方法。
但细胞/材料水溶胶挤出喷头后,即进入成形室,应迅速凝胶化,在挤出前温度不宜过高。因此,设计了分段温度控制的挤出喷头单元(图4),在储料腔段,溶胶温度较高,有利于降低粘度,减小挤压力;在注射针段,温度较低,保证水溶胶挤出后能迅速凝胶化、沉积成形。

图4 分段温度控制的挤出单元结构示意
分段温度控制挤出单元中,储料段的温度控制采用保温套筒结构(图4a),用加热棒直接加热,并有温度传感器监测控制,使此段的温度保持在较高温度。而注射针段则采用水套式降温结构,即在前述保温套筒的前段设置一水冷套筒。水套内冷却介质与注射针进行强制换热,可迅速将溶液温度降低到工艺要求的挤出出口温度。
3.2 启停的弹性形变补偿-释放控制设计
在挤压启动时,因弹性形变积累而产生的响应延迟,以及挤压停止时,因弹性形变恢复产生的流涎,可通过控制在启停时的挤压滑块动作,实现挤压单元弹性形变的迅速补偿或是释放。
具体的控制过程如图5所示。P0和P2为造型线段的起点和终点。从 P0开始扫描,在到达终点P2前的 tca时(即 P1点处),挤压滑块停止挤压,并迅速反方向回复 dr距离,使挤压单元的弹性形变迅速向滑块方向回复,防止流涎。同时喷头继续扫描,至终点P2。此时喷头下压一高度hp,并停留一定时间 ted,目的是增强与下层材料的粘接。然后喷头迅速抬高至hp+hj,向下一个造型起点P3移动。抬高的目的是避免刮坏已成形的结构面。到达 P3点后,迅速下压高度hp+hj,增加起点粘接强度,同时挤压滑块迅速下压距离 ds,迅速补偿一定挤压力挤出成形时的挤压单元弹性形变。喷头抬高 hp,回到成形平面高度后进行正常造型。
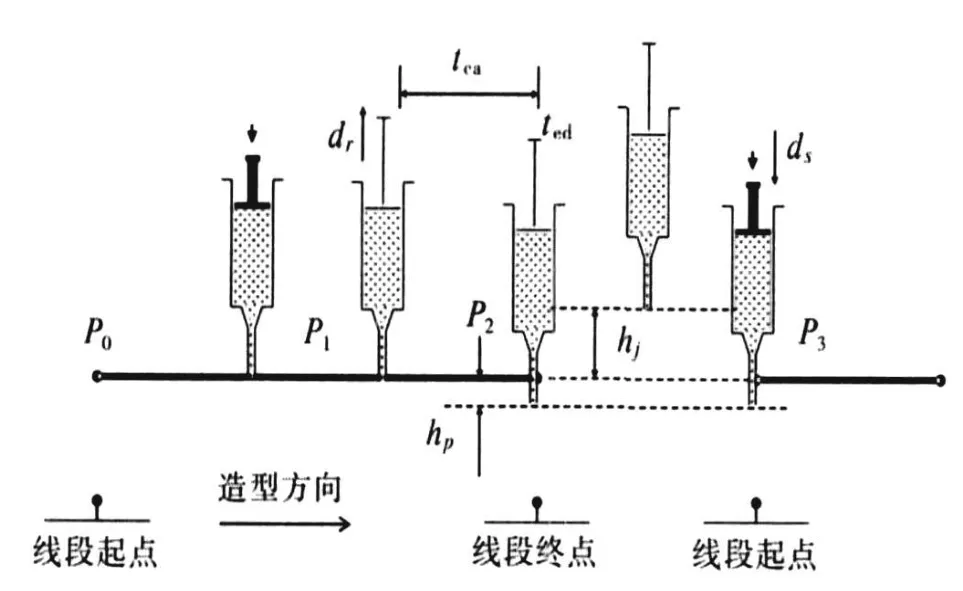
图5 挤压单元弹性形变的补偿-释放控制过程
4 成形范例及结论
利用所开发的多喷头细胞受控组装试验系统,采用挤出过程分段温度控制和启停的弹性形变补偿-释放控制方法,进行了多细胞结构体的组装。其中一个喷头内装有含肝细胞的明胶基天然高分子水溶胶,另一装有含脂肪干细胞的明胶基天然高分子水溶胶。
图6a和图 6b显示了流涎控制前后的情况比较。无启停响应控制时,喷头停止挤压后,注射针头有流涎并黏附在针头上,严重影响后续成形;而采用启停响应控制后,针头处流涎消除。
在解决了挤出过程的启停响应问题后,成功进行了不同细胞的受控组装。图6c为组装的类肝组织结构体。红色管道区域为脂肪干细胞,白色透明区域为肝细胞。这一含管道的类肝结构体经培养训练后,可表现出类似肝的某些新陈代谢功能,有修复替代损伤肝组织的潜能[8,9]。

图6 实现启停响应控制前后成形效果对比
上述分析和试验研究表明,通过分段温度控制,降低挤出过程中水溶胶材料的整体粘度,并对启停过程中的弹性形变进行补偿-释放控制,可有效解决启停挤出过程中的响应延迟和流涎问题,大大改善多喷头细胞受控组装工艺的成形精度,实现多种细胞在同一过程中的受控组装。
[1] 刘海霞.细胞直接三维受控组装技术研究[D].北京:清华大学,2006.
[2] Hull C,Feygin M,Baron Y,et al.Rapid prototyping:current technology and future potential[J].Rapid Prototyping Journal,1995,1(1):11-19.
[3] Langer R,Vacanti J P.Tissue engineering[J].Science,1993,260(5110):920-926.
[4] Mironov V,Boland T,T rusk T,et al.Organ printing:computer-aided jet-based 3d tissue engineering[J].Trends in Biotechnology,2003,21(4):157-161.
[5] Smith C M,Stone A L,Parkhill R L,et al.Three-dimensional bioassembly tool for generating viable tissue-engineered constructs[J].Tissue Engineering,2004,10(9-10):1566-1576.
[6] Liu V A,Bhatia S N.Three-dimensional photopatterning of hydrogels containing living cells[J].Biomedical Microdevices,2002,4(4):257-266.
[7] Dhariwala B,Hunt E,Boland T.Rapid prototyping of tissue-engineering constructs,using photopolymerizable hydrogels and stereolithography[J].Tissue Engineering,2004,10(9-10):1316-1322.
[8] 李生杰.多种细胞的三维受控组装技术研究[D].北京:清华大学,2009.
[9] Li Shengjie,Xiong Zhuo,Wang Xiaohong,et al.Direct fabrication of a hybrid cell/hydrogel construct by a double-nozzle assembling technology[J].Journal of Bioactive and Compatible Polymers,2009,24(3):235-248.
