油泥中原油回收的实验研究
2010-05-29彭文强杨帅强石国芳沈喜洲丁陈斌
彭文强,杨帅强,石国芳,2,沈喜洲*,薛 松,丁陈斌
(1.武汉工程大学化工与制药学院,湖北 武汉 430074; 2.荆州职业技术学院,湖北 荆州 434020)
0 引 言
在石油开采和炼制过程中会产生大量的含油污泥(简称油泥),含油污泥由油、水、泥三相组成,其中原油成分含量较高.大量研究[1-4]表明含油污泥长期存放在空气中会对环境造成巨大的危害.随着环保法规的逐步完善及能源短缺,开发新的含油污泥处理技术成为近年来研究的热点.目前国内外含油污泥处理技术方法较多,如萃取法[5]、生物法[6]、化学法[7]、调质机械分离法[8]、高温处理技术[9]、焚烧法[10]等等,其中化学法处理工艺简单、投资成本低,可回收大量原油资源,但化学法实现资源化、无害化的关键在于高效分离剂的开发.由于含油污泥因不同产地性质有较大的差异,单一分离剂难以产生普适的效果,因而本实验通过选用新的分离剂,并复配提高原油回收率,为开发新型高效分离剂及进一步研究含油污泥处理技术的资源化、无害化工业应用提供基础.
1 实验部分
1.1 仪器与试剂
DF-101S集热式恒温加热磁力搅拌器,常州国华电器有限公司生产;HN101-电热鼓风干燥箱,南通沪南科学仪器有限公司生产;索氏萃取器,上海振兴玻璃仪器厂生产;水分测定器,上海振兴玻璃仪器厂生产.
石油醚(90~120 ℃),分析纯,天津化学试剂有限公司生产;分离剂YH、 YC、YE、YS,自制.
1.2 油泥样品
油泥采自胜利油田,外观黑色,低温时流动性差,粘稠状物.其中固体物质的质量分数为31.53%,油的质量分数为46.72%,水的质量分数为21.75%.
1.3 实验方法
a.称取一定量的含油污泥,按照一定的分离剂水溶液和油泥的质量比(简称剂泥比)及分离剂的浓度算出所需添加的分离剂与水的质量,并搅拌均匀配成溶液,待用.
b.按油泥、配好的分离剂溶液顺序,依次加入250 mL锥形瓶(或250 mL三口烧瓶)中,放入DF-101S集热式恒温加热磁力搅拌器内,待温度升至指定温度后进行搅拌.
c.搅拌所规定的时间后,停止搅拌并将混合液倒入烧杯中,保温沉降.待其沉降分层清晰后,刮出上层浮油,称量计算回收率.
1.4 分析方法
含水率:以回流法分析,按照GB/T260-1977;含油率:以重量法分析,按照CJ/T57-1999.

其中,m1为刮出浮油质量,m为油泥中所含原油质量.
2 结果与讨论
2.1 分离剂的筛选及复配
2.1.1 分离剂的筛选 取含油污泥20 g左右,分别以YC、YE、YH和YS作为分离剂,剂泥质量比3∶1,搅拌时间20 min,温度25 ℃,搅拌速度1 000 r/min进行试验,所得不同分离剂的质量分数和回收率的关系如图1.

图1 不同分离剂浓度对回收率的影响
由图1可知,所选择的四种分离剂中YH处理油泥后回收率最高,其次为YE,再次为YC,YS的回收率最低.用YS处理油泥最高回收率不足5%,表明YS对油泥的分油作用不明显,不能有效打破含油污泥的胶体体系,分离效果较差.YH的分离效果最好,YH对油泥的乳化状态具有一定的破乳作用,但破乳作用有限,最高回收率不足60 %.而YC和YE处理油泥的回收率在40 %以上,YC、YE也具有一定的破乳分油作用.从图1还可得出,分离剂用量的增加,回收率逐渐增加.这可能是因为分离剂用量的增加扩散到界面处的分离剂分子也在逐渐增加,油、水、泥三相逐步分离,回收率逐渐增加.但当分离剂浓度达到一定值后,回收率不再增加.可能是由于加入分离剂后,分离剂通过降低界面的表面张力,从而能够破坏油泥体系原来的界面,使泥土表面由原来的油润湿逐步转变为水润湿.当界面处分离剂分子趋于饱和,回收率不再增加.
2.1.2 复配实验 从分离剂的筛选实验可知,所选四种分离剂中单剂最高回收率均不足60 %,为了寻求更高的回收率,对分离剂YH,YC和YE进行了复配.
取含油污泥20 g左右,在固定剂泥比3∶1,搅拌时间20 min,搅拌温度25 ℃,搅拌速度1 000 r/min的条件下,对分离剂YH,YC和YE进行正交复配.正交实验因素水平表列于表1.
正交实验选用3因素3水平的L9(33)正交表,以回收率作为实验指标.正交实验结果列于表2.
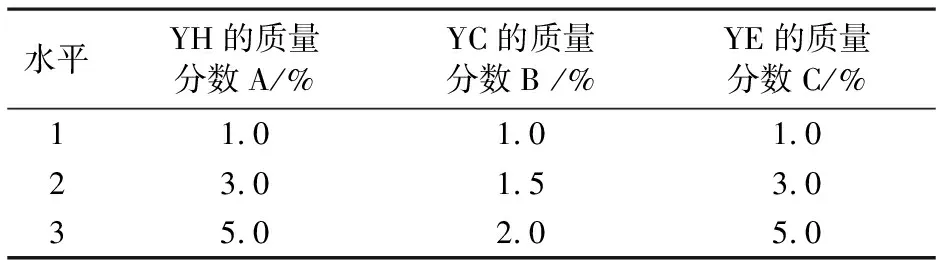
表1 因素水平表

表2 正交实验结果
从表2可知,正交实验中YH的质量分数为1 %,YC的质量分数为2 %,YE的质量分数为5 %时,回收率最高为81.72 %,由数据处理,可得最佳条件为YH的质量分数为1 %,YC的质量分数为1.5 %,YE的质量分数为5 %.该条件不在正交实验范围之内,经在相同工艺条件下进行验证实验,得到回收率为83.2 %,高于正交表中的实验结果.
比较正交表中极差R值,可知此三种分离剂对回收率指标影响的显著顺序为:YC>YE>YH.
2.2 工艺条件对油泥分离效率的影响
通过单因素考察搅拌速度、剂泥比、搅拌时间及温度对回收率的影响,以达到优化工艺条件,提高回收率的目的.
2.2.1 搅拌速度对回收率的影响 取油泥20 g左右,在YH的质量分数为1 %,YC的质量分数为1.5 %,YE的质量分数为5 %,其余为水的条件下,固定剂泥比3∶1,搅拌时间20 min,温度25 ℃,考察不同搅拌速度对回收率的影响,其结果如图2所示.

图2 不同搅拌速度对回收率的影响
由图2可知,随着搅拌速度的增大,回收率先增加而后逐步减少.其原因可能是:随着搅拌速度增大,油泥和分离剂混合越来越均匀,分离剂分子扩散到油和水及油和泥界面的量逐步增大.由于界面处分离剂分子的增多,油泥原来的相界面表面张力减小,油分子逐步从泥相表面开始分离,油相的量逐步增多;当搅拌强度过大时,分离出的油相容易乳化在水相中形成水包油型乳化液,相界面模糊,不利于油水分层,因而使得回收率下降,故较佳的搅拌速度为1 000 r/min.
2.2.2 剂泥比对回收率的影响 取油泥20 g左右,在YH的质量分数为1 %,YC的质量分数为1.5 %,YE的质量分数为5 %,其余为水的条件下,搅拌时间20 min,温度25 ℃,搅拌速度1 000 r/min,考察不同剂泥比对回收率的影响,如图3所示.

图3 不同剂泥比对回收率的影响
由图3可知,在其他条件不变时,随着分离剂用量由1∶1增加到3∶1时,回收率快速增加,当回收率大于3∶1后,回收率变化不大,这可能是因为分离剂和水的总的用量有关,随着剂泥比增加,分离剂和水的量亦增加,油容易从泥表面分离,并上浮在水相之上,回收率增加.当分离剂用量高于3∶1时,界面上的分离剂分子逐渐趋于饱和,因而回收率曲线会趋于平缓.从实际成本考虑,剂泥质量比以3∶1为宜.
2.2.3 搅拌时间对回收率的影响 取油泥20 g左右,在YH的质量分数为1 %,YC的质量分数为1.5 %,YE的质量分数为5 %,其余为水的条件下,分别固定温度25 ℃,搅拌速度1 000 r/min,剂泥比3∶1,单独改变搅拌时间,其结果如图4.

图4 不同搅拌时间对回收率的影响
由图4可知,当搅拌时间低于20 min时,随时间增加回收率快速增加.搅拌时间处于20 min到40 min之间,回收率曲线趋于稳定,但搅拌时间超过40 min时,回收率呈下降趋势.这可能是由于搅拌时间低于20 min,搅拌时间过短,造成分离剂和油泥分散不均,或作用时间不够,回收率较低.随时间增加,搅拌逐步趋于均匀,回收率呈上升趋势,搅拌时间多于20 min、少于40 min时,油泥和分离剂的作用趋于平衡,回收率趋于稳定.当搅拌时间大于40 min后,随搅拌时间增加,使得油和水发生乳化,形成水包油乳化液,搅拌时间越长,乳化液的量会逐渐增多,造成回收率下降.
2.2.4 搅拌温度对回收率的影响 取油泥20 g左右,在YH的质量分数为1 %,YC的质量分数为1.5%,YE的质量分数为5 %,其余为水的条件下,采用搅拌速度1 000 r/min,剂泥质量比3∶1,搅拌时间20 min不变,单独改变温度,结果如图5所示.
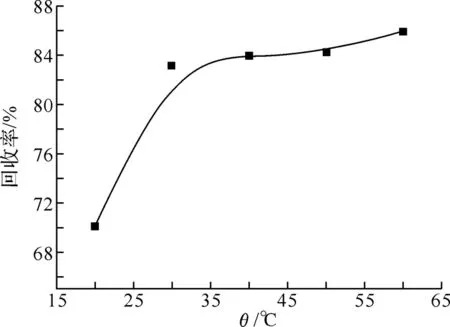
图5 不同温度与回收率的关系
由图5可知,在其他条件不变的情况下,温度低于35 ℃时,随温度增加回收率快速增加.当温度高于35 ℃时,回收率曲线趋于平缓,其原因可能是:随温度增加原油粘度下降,分子运动加剧,使相界面处油和水及油和泥所形成界面膜的粘度下降,分子排列逐渐松散,使分离剂分子更容易进入界面,降低界面处的表面张力,分离作用增加;另外,升高温度可使油泥表层油更容易脱离固体,从而使分离效率增加,回收率增加.但温度过高会使能耗增加,增加运行成本.故较合适的温度为40 ℃.
综上所述,较佳的工艺条件为:搅拌速度为1 000 r/min,剂泥质量比3∶1,搅拌时间40 min,温度为40 ℃.在此条件下,验证得到回收率为86.9 %.
3 结 语
a.在本实验条件下,单独使用YC、YE、YH和YS处理胜利油田含油污泥时,回收率依次减少.当YH的质量分数为1 %时,回收率为57.9 %,YC的质量分数为1 %时,回收率为44.8 %,YE的质量分数为5 %时,回收率为58.1 %,YS的质量分数为0.1 %时,回收率为4.8 %.
b.对YH、YC和YE复配的分离效果优于单剂,最佳的复配配方为:YH的质量分数为1 %,YC的质量分数为1.5 %,YE的质量分数为5 %,其余为水.
c.最佳的工艺条件为:搅拌速度为1 000 r/min,剂泥质量比3∶1,搅拌时间40 min,温度为40 ℃.
d.在最佳条件下,回收率可达到86.9 %.
参考文献:
[1]Athanasios K K, Evangelos A V. Anion Leaching from Refinery Oily Sludge and Ash from Incineration
of Oily Sludge Stabilized/Solidified with Cement. Part I. Experimental Results[J]. Environ Sci Technol, 2008, 42 (16):6116-6123.
[2]Ahmed A F, Ahmad J, Basma Y,et al. Assessment of alternative management techniques of tank bottom petroleum sludge in Oman[J]. Journal of Hazardous Materials,2007,141:557-564.
[3]Mait K,Marcia M,Aleksander M. Characterization of oily sludge from a wastewater treatment plant flocculation-flotation unit in a petroleum refinery and its treatment implications[J].J Mater Cycles Waste Manag,2008,10:79-86.
[4]Fadhil M S, Avin E P, Kirthi J.Levels of radium in oily sludge[J].International Journal of Environmental and Analytical Chemistry,2005,85(2):141-147.
[5]车承丹,吴少林,朱南文,等.含油污泥石油醚浸提技术研究[J].安全与环境学报,2008,8(1):56-58.
[6]包木太,王兵,李希明,等.含油污泥生物处理技术研究[J].自然资源学报,2007,6(22):855-871.
[7]李一川,王栋,王宇,等.热化学清洗法洗涤油泥—回收石油的工艺条件研究[J].环境污染与防治,2008,30(3):39-42.
[8]罗立新. 油田含油污泥浓缩工艺研究[J].石油与天然气化工,2007,4(36):344-346.
[9]Madar I, Juriga M.A new method of the organic wasye teatment,concerning waste oil mixed plastics waste,oil sludge and pcbs waste processing with simultaneous recoverry of hydrocarbons[J].Pertroleum and Coal,2003,4(45):187-192.
[10]刘玉丽.油田含油污泥焚烧处理技术及设备研究[J].石油与天然气化工,2005,5(34):426-428.