提高废旧塑料再生产品品质的预处理技术
2010-05-22何德文周欢年梁定民
何德文,周欢年,刘 蕾,梁定民,杜 璐
(中南大学冶金学院环境工程系,湖南 长沙 410083)
我国塑料工业发展迅猛,其年产量已超过2 000万t,稳居世界第二位,成为名副其实的塑料大国[1]。塑料工业迅猛发展给人们生产生活带来便利的同时,也带来了负面影响——“白色污染”。据统计,塑料总量中70%~80%的通用塑料在10年内将转化为废弃塑料,其中有50%的塑料也将在两年内转化为废弃塑料[2]。由于这些废弃塑料具有大分子结构,不易分解腐烂,长期分散于自然界中,会造成环境污染和影响人体健康[3]。如何对废弃塑料进行合理地处理处置,消除“白色污染”已势在必行。与国内塑料工业的高速发展相比,国内废旧塑料的回收和利用则大大落后于国际水平。据报道,美国废塑料回收率达35%以上,欧洲平均回收率在45%以上,德国和日本的塑料回收率更是高达60%,而我国回收利用率却只有25%,每年大约有1 400万t废旧塑料没有得到回收和利用,直接造成资源浪费达 280 亿元[4,5]。
目前处理废旧塑料的方法主要有焚烧、填埋和回收利用,但焚烧会产生大量有毒气体,造成二次污染,填埋会占用较大空间,填埋后土壤中残留的塑料碎片又会影响土壤透气性,使农作物减产,因此废塑料处理技术的发展趋势是回收利用[6-8]。而回收途径主要分为两种,一种是将塑料再生成同一品种的原料或分解成单体;另一种是将其制成可综合利用的其他原料和能源[9]。将废旧塑料再生后制成新的塑料制品和塑料加工原料是一种有效的回收利用途径,但目前却存在回收率低,产品品质低等问题。针对废旧塑料的分选、破碎、清洗预处理技术进行研究,考察重选与手工分选相结合对不同等级废塑分选的可行性;通过破碎清洗一体化关键技术研究,考察破碎料粒度与氯乙烯(VCM)含量对再生塑料物化性质的多因素影响。从而探讨出一套先进可行的废旧塑料预处理方案,以提高废旧塑料的回收率及产品的品质。
1 实验
1.1 实验材料
实验材料取自湖南平桂制塑科技实业有限公司外购的PVC废旧塑料,其主要种类和成分比例如图1和图2所示。
根据生产工艺,将外购原料按外观颜色分为两大类:白破碎料、灰破碎料,两大类原料其所含废塑料的种类分别如下:
白破碎料:小管料、大管料、二级管料、一级片料、普白片料。
灰破碎料:精灰板料、兰管料、一级灰板料、开关料、窗帘料、兰杂料。
1.2 实验步骤和方法

实验主要对废旧塑料预处理过程中分选、破碎和清洗3个环节进行研究,实验拟采用的技术路线如图3。

1.2.1 分选实验
原料分选先按人工分选,然后结合一些设备进行分选,具体步骤如下。
(1)人工分选。先将非塑料制品杂物除去(其中金属杂物很难用手工分选出来,采用磁铁清除金属碎片),然后将油污制品及变黑、变焦等变质制品挑拣出来。再按塑料品种进行分类。可先根据不同塑料的常见用途,以经验确定不同废塑料的品种,若遇到难以分辨的制品则将原料取样分析,在实验室中用以下4种方法进行鉴别:塑化温度鉴别法、密度鉴别法、燃烧鉴别法、外观鉴别法[10,11]。
(2)结合一些设备进行分选。根据实际生产中的要求,针对进厂原料的成分、组成的季节性波动等情况,还采取必要的辅助设备进行进一步的分选工作。如将废塑料制品经破碎送入分选装置的料斗中,根据塑料的相对密度不同,随风飘移的距离也不同的原理,借助风机进行风力分选[12]。此外,还有利用各种塑料磨擦带电能力的差异而采取的静电分选。
1.2.2 破碎实验
破碎过程主要对以下因素进行考察:(1)PVC废料物理性质对破碎机选择的影响;(2)不同等级PVC破碎料粒度对累积过筛率的影响;(3)废破碎料粒度对化学成分分析结果的影响。
1.2.3 清洗实验
清洗系统主要包括:预洗部分、清洗部分、漂洗部分等过程。
(1)预洗。运用循环冷却水去掉物料表面的有磨损作用的污染物,同时利用循环冷却水的余热对废塑料进行预热,各废料中粘着标签的胶水开始熔化,部分PVC废料也开始掉色。
(2)清洗。通过清洗槽、水平分离器等设备,将残留胶水及其他污染物分离开来。在清洗过程中,可根据物料的杂质含量是否均匀来选择连续或间歇清洗。物料杂质含量均匀,选择连续清洗;含量不均匀,则选择间歇清洗。
(3)漂洗。主要目的是分离密度不同的聚合物,以及再次清洗物质和平衡pH值。
2 实验结果和讨论
2.1 分选实验
实验通过手工分选与机器设备分选相结合的方法,先清除废塑料中的金属、沙石、织物等杂物,然后把混杂在一起的不同品种的塑料制品分开、归类,使得制备PVC产品的原料成分单一、性质稳定,提高了原料的回收率,为清洗、破碎、磨粉、配料、成型等后续工艺的顺利进行奠定了基础,也为PVC的再生循环利用、制取高品质塑材产品提供了有力保障。
可见,手工分选与重选相结合的方法对不同等级废旧塑料分选具有可行性。
2.2 破碎实验
2.2.1 PVC废料物理性质对破碎机选择的影响
用4种破碎机对PVC废料分别进行破碎试验。首先用普通破碎机先破碎到4 mm粒度,然后分别用切割破碎机、锤式破碎机和盘式振动破碎机破碎到小于1 mm的分析粒度,接着用孔径为0.2,0.4,0.8,1.0 mm的筛子筛分。筛分结果如图4所示。

图4 PVC废料物理性质对破碎机选择的影响曲线
由图4可知,应用3种破碎机破碎所得废料,其颗粒的累积过筛率均在35%~100%区间内,且随粒度(0.1~1.0 mm)增大而增大。以切割破碎机破碎后的废料在粒度为0.1~0.4 mm段,其累积过筛率随粒度增大从45%~100%呈直线上升趋势;而盘式振动破碎机在粒度为0.2~1.0 mm段累积过筛率随粒度增大的趋势则较为平稳。对应于盘式振动破碎机的废料颗粒粒度分布与所得累积过筛率范围最宽,说明盘式振动破碎机对试验废料样本破碎效果为最佳。
2.2.2 不同等级PVC破碎料粒度对累积过筛率的影响
把不同等级的每种废料(以白料为样品进行实验,其代表不同等级的样品种类依次为小管料、大管料、片料、普白片料)从大到小按照分析所需要的粒度进行分类,用破碎机对样品进行破碎,以满足工艺实验的粒度要求。随后分别以孔径为0.2,0.4,0.8,1.0 mm的筛子筛分,得到如图5所示的粒度对累计过筛率的关系曲线图。
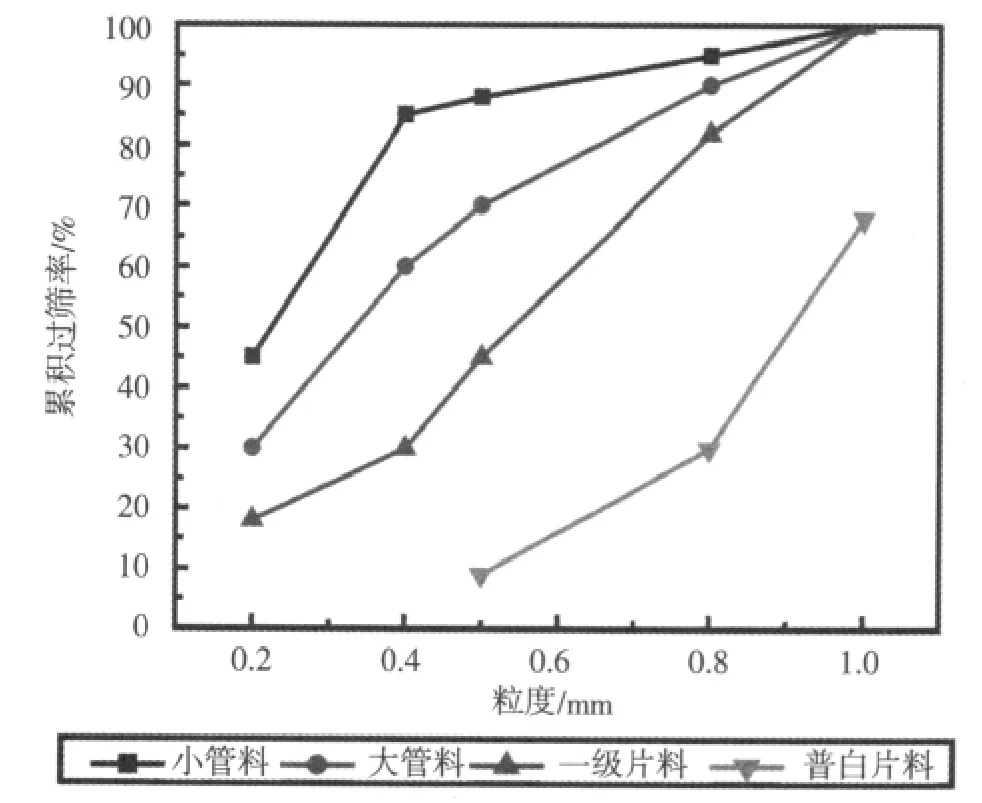
图5 废PVC破碎料粒度与累积过筛率的关系曲线
从图5可知,4种等级废料的累积过筛率均随粒度的增大而增加,但在同一粒度的累积过筛率为:小管料>大管料>一级片料>普白片料。
2.2.3 废料粒度对于化学成分分析结果的影响
4种不同等级废料破碎到小于1.0 mm粒度后,按照小于 0.2,0.2~0.4,0.4~0.8,0.8~1.0 mm,大于 1.0 mm分为5个粒级,然后分别测定4种废料不同粒级VCM的含量。表5是PVC废料在不同粒级时VCM的含量变化特征。
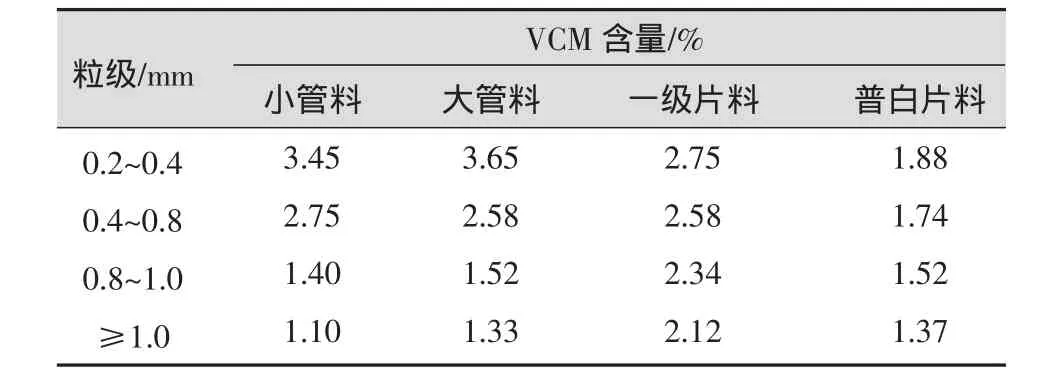
表5 废PVC破碎料在不同粒级时VCM的含量变化特征
从表5可以看出,一级片料、普白片料VCM的含量随粒级的变化不显著,而小管料与大管料则VCM的含量随着粒度的增加明显降低,均有较显著的变化。且同粒级中,低粒级段(≤0.8 mm)各废料中VCM含量依次降低;而高粒级段(≥0.8 mm)中,片料普遍比管料的VCM含量要高。
从对上述4种废料进行的不同粒度VCM含量分析结果来看,同一种废料在不同粒级时所含的化学成分的含量有明显的变化,出现这种情况的原因,只能归结为废料本身物质成分分布的不均匀性和样品在破碎到不同粒度时物质成分分布的不均匀性。
2.3 清洗实验
在正常情况下,按照上述步骤进行高质量的清洗后,废塑料中各种杂质的含量均被控制在10-5左右,保证了塑材产品的品质。实验所得PVC型材产品杂质粒子数≤12个/900 cm2,超出国标GB5761-1993相应的SG3型号优等品要求的16个/900 cm2。而且整个系统以节约用水为原则,实现水循环利用率大于90%。
3 结论
(1)盘式振动破碎机对废料破碎的适应性最佳;考虑不同等级废PVC原料的物理性质,回收废料中的白料以小管料为最佳,大管料次之,一级片料再次之,普白片料较差;同一种废料在不同粒级时所含的化学成分的含量有明显的变化,故可根据不同等级类别、不同粒级的原料物理性能测试和化学成分分析的实验结果,对以不同等级废PVC为生产原料的工艺调整不同的配方比例,以求达到优化工艺参数、节省生产成本、制取优质塑材产品的预期目标。
(2)清洗过程开发了废旧塑料预洗、清洗和漂洗的清洗系统,可有效降低废塑料中各种杂质的含量,且显著提高水的重复使用率,环保效益好,具有极大的推广价值。
[1] 刘英俊.废旧塑料的利用及改性[R].全国粉体设备-技术-产品信息交流会,北京,2005:21-31.
[2] Giereer B F.Plastics recycling and use status[J].Chemical Engineering,2002,109(12):13-14.
[3] 张耀东,马彦龙,卫爱丽.废旧塑料改性再生技术现状及进展[J].科技,2008(9):44-46.
[4] 侯红串,雷凤贞,马占峰.中国再生塑料回收利用行业状况及发展预测(续二)[J].再生资源研究,2006(6):14-15.
[5] 高 涛,章煜君,潘 立.我国废旧塑料回收领域的现状与发展综述[J].机电工程,2009,26(6):5-8.
[6] 吴自强,张 季.废旧塑料的处理工艺[J].再生资源研究,2003.(2):10-13.
[7] S M Al-Salem,P Lettieri,J Baeyens.Recycling and recovery routes of plastic solid waste(PSW):A review[J].Waste Management,2009,29(10):2627-2628.
[8] Alan Smith.Waste reclaim:turning recycling into economic reality[J].Plastics Additives&Compounding,2001,3(3):18-22.
[9] 钱伯章.废旧塑料回收利用及技术进展[J].橡塑资源利用,2007(2):12-17.
[10] 黄皓芳,王玉梅.废旧塑料鉴别方法[J].塑料制造,2007(6):74-76.
[11] 童晓梅.废旧塑料种类鉴别方法探讨[J].塑料科技,2007,35(3):77-78.
[12] 高建国,陈世山,高 玫,等.废旧塑料鉴别方法的初步研究[J].工程塑料应用,2004,32(2):47-48.