TR-2H-CNC 2500双柱龙门立式磨床故障处理
2010-05-04谢星昊马振革
谢星昊 朱 坤 马振革
TR-2H-CNC 2500是一台双柱龙门立式磨床,由意大利FAVRETTO公司制造,采用SIEMENS 840D数控系统,系统经过二次开发,拥有先进的OEM软件操作界面,其数控程序大部分是使用C语言结合西门子编程语言编写的宏程序。在安装调试及后续加工维护过程中遇到过各种故障报警,以下是两个典型的故障实例。
例1 机床砂轮不转,报警提示“SPINDLE WARMUP”。
分析处理:经查找,“SPINDLE WARMUP”是独立于系统加工程序之外的报警子程序,其程序如下。
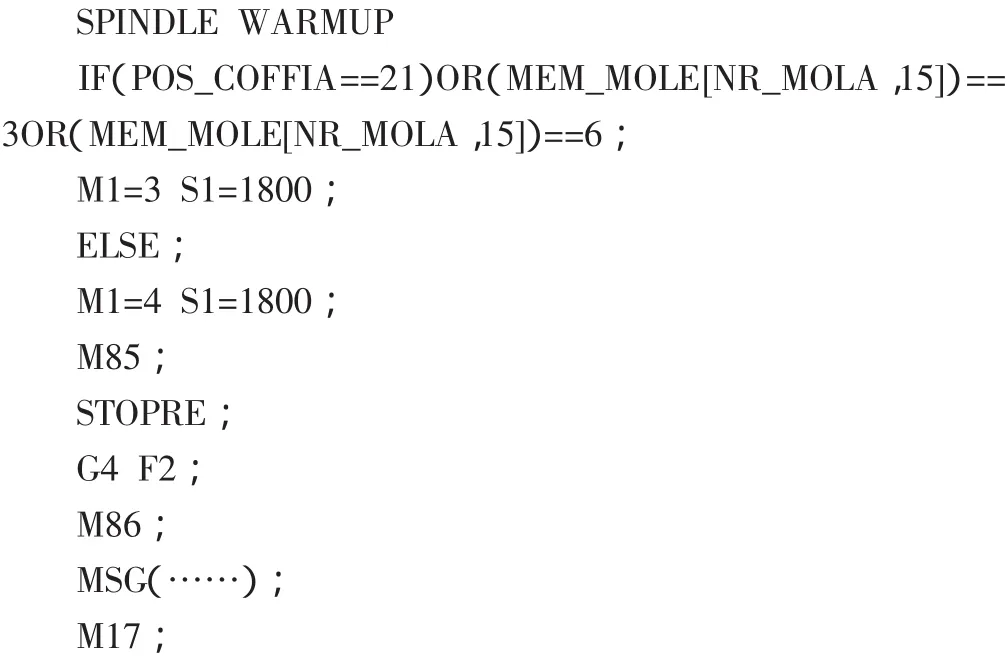
程序是由C语言编写的条件语句,满足条件后主轴(砂轮轴)正转,转速为1800r/min,或者主轴(砂轮轴)反转,转速为1800r/min;不能满足上述条件,停止,停留2s,满足条件,退出报警子程序。
在条件语句中,由于条件不满足造成程序停止,所以需要查找造成该程序停止的条件。在该程序中,条件只有两个,即M1=3 S1=1800 ELSE M1=4 S1=1800。分析该报警与砂轮转速有关,随即查找与砂轮转速有关的子程序,抽取部分子程序如下:


从上述子程序中不难看出,正是由于语句IF R102>1800造成的S_WARMUP报警,而R102正是砂轮的实际转速。回到系统的主界面,重新启动加工,发现此时砂轮的转速超过1800,即IF R102>1800,条件语句条件成立,造成程序停止。
程序中语句“DEF INT VP_REAL”的意思是“定义,整数变量,砂轮线速度”。程序中语句“DEFREALRAGGIO_MOLA”的意思是“定义,实数变量,砂轮实际直径”。在实际加工过程中,随着加工时间的延长,砂轮实际直径变小,即RAGGIO_MOLA不断地变小,而砂轮的线速度即VP_REAL没有变化。在上述子程序中有如下语句“R102=(VP_REAL*60000)/(RAGGIO_MOLA*6.28)”。从中可以看出:砂轮的线速度不变,而砂轮实际直径随加工时间增长而变小,所以R参数R102不停地增大,直至R102>1800,发生报警。
要想解除报警,可以在子程序中把语句“R102>1800”的1800改为更大的数值,或者在OEM界面中,把砂轮的线速度值改小。考虑到程序中以“IF R102>1800 S_WARMUP”作为条件,可能是从安全角度考虑设置的砂轮最大转速值,所以将砂轮的线速度值适当地下调,然后回到系统主界面,启动加工,此时砂轮实际转速为1754,即 R102<1800,满足程序运行条件。报警排除,机床恢复正常。
例2 机床试生产时,初期偶尔出现驱动器使能被切断,故障报警“无使能信号加载”,后来该报警发生频率逐渐频繁。
分析处理:驱动器使能被切断是制造商设计的对机床的一种保护手段,说明系统存在过载或故障。一开始怀疑是否某处电机负载过大,于是按报警信息提示对应的轴的电机,在系统上对该轴的电机做优化,优化后对比驱动器参数1407,1409,其数值果然有很大变化。这说明,该轴的机械部分确实存在问题,于是设法使电机的抱闸松开,锁紧丝母背帽,加强润滑后,再次对该轴进行优化,对比驱动器参数,发现经过优化后伺服驱动已处于较理想状态,试车生产后报警次数有所减少。此后,在某次开机后发现,使能加载不上,电源馈入模块上5号指示灯(电源进线故障)常亮。检查三相进线电压为386V、387V和386V,但直流母线电压(P500和M500之间的电压)仅510V左右(正常应在560V),此电压逐渐跌落至300V后再缓慢升高至510V,此过程反复。在排除其他原因后,通过分析判定应该是电源进线故障。对线路检查后发现熔断器QU1上有一相的连线由于接触不良已经被烧焦,经过处理后,开机送电,报警解除,机床恢复正常。
