微磨料水射流精确送料装置设计及应用研究*
2010-04-24戴良博雷玉勇刘克福卫排峰王荣娟
戴良博 雷玉勇 刘克福 卫排峰 王荣娟
(西华大学机械工程与自动化学院特种加工研究所,四川 成都 610039)
微磨料水射流(Micro Abrasive Water Jets-MAWJ)是在传统磨料水射流(Abrasive Water Jets-AWJ)基础之上发展起来的精密加工技术。与后者比较,它有两个明显的要求,即水束的稳定性和磨料的均匀、定量的输送[1]。而微磨料水射流现多用于材料的抛光、微刻蚀等微细精加工,其工序走刀速度慢、加工余量小,因而,它所需的射流能量小,水压在30MPa 以下,如此可以控制高压水束的脉动在3%以下,以达到水束良好稳定性的目的[2]。所以,磨料的均匀、稳定、精密输送就成为了实现高能微磨料水射流加工的关键技术[3]。
传统混合式磨料水射流通常是利用高速水射流流动所产生的负压以及磨料自重直接将磨料引入混合腔,通过高速水射流对固体磨料粒子的加速、混合并经聚焦管喷出形成高能磨料水射流。这种供料方式通常采用阀控开、闭式控制,磨料容易堵塞、故障率高、磨料吸入不均匀、磨料流量无法控制,从而直接影响了其切割加工性能和加工质量。另一方面,在微磨料水射流中一般采用微米级的磨料粒子,很容易吸附空气中的水分,增大了粘性阻力,此时微磨料粒子很难利用负压吸入切割头混合腔形成微磨料水射流[3]。因此,传统的磨料输送方式已经不能满足微磨料水射流精确供料的要求。本文设计开发出一套微磨料水射流的磨料主动、精确供给装置,进行了磨料输送的实验测试,并应用此装置做了切割对比实验。
1 微磨料水射流精确送料装置
1.1 结构设计
微磨料水射流供料装置如图1 所示,主要由微型直流减速电动机11、送料螺杆7、铜套8、磨料箱体2 和控制电路板等组成。送料螺杆7 与铜套8 构成简易螺杆泵,螺杆通过直流减速电动机驱动,在螺杆旋转的带动下,螺杆凹槽中的微细磨料被主动推入磨料输送软管10,然后供给切割头。螺杆转速快则磨料供给量大;反之磨料供给量就小。因此磨料流量可以通过控制直流减速电动机的转速——即供电电压(或电流)来精确控制。

1.2 螺杆参数计算及结构设计
根据螺杆泵送料原理[4-5],磨料质量流量由下式决定:

式中:Q 为磨料质量流量,kg/min;V 为螺杆旋转一圈螺纹牙槽的体积,m3/r;ρ 为磨料堆积密度,kg/m3;对于石榴石磨料,其堆积密度为ρ=2.6 g/cm3;n 为电动机转速,r/min。
根据螺杆螺纹几何关系,螺杆旋转一圈螺纹牙槽的体积V 为

式中:S 为螺纹牙槽的截面面积;L 为螺旋线在中径展开,旋转一周螺旋线长度;p 为螺杆螺纹的螺距;h 为螺纹牙型高度;d、d1、d2分别为螺纹的大径、小径和中径。
假设磨料完全充满螺纹牙槽,则由式(1)得

设计中我们取螺杆参数为牙型角30°;p=6 mm;d=12 mm;d1=8 mm;d2=6 mm。由式(7)整理得

设计的非标准螺杆如图2 所示。
2 磨料流量实验测试及分析
为了研究螺杆泵送磨料质量流量与电动机转速(或电压)的关系,从而为实际应用提供基础,在实验室进行了实验测试。

表1 磨料质量流量与电动机转速和供电电压的实验数据
实验中选用的微型直流减速电动机型号为TH37JB555,电压为24 V;功率15 W;减速比为1:20。
磨料实际质量流量由天平称重;电动机供电电压由电压表测量;电动机(螺杆)转速用闪光测速仪测量。磨料流量与电动机转速和供电电压的实验数据如表1 所示。
由表1 可知,当供电电压低于10 V 时,减速电动机停止转动,表明电动机转矩不足以克服螺杆送料装置的摩擦阻力。
根据测量数据,应用Matlab 对直流减速电动机输出轴转速n 与供电电压V 关系进行线性拟合,得:

把式(9)代入式(8)整理,得磨料理论质量流量Q1为

根据表1 数据,进一步对直流减速电动机供电电压V 和磨料实际质量流量Q2关系进行线性拟合,得:

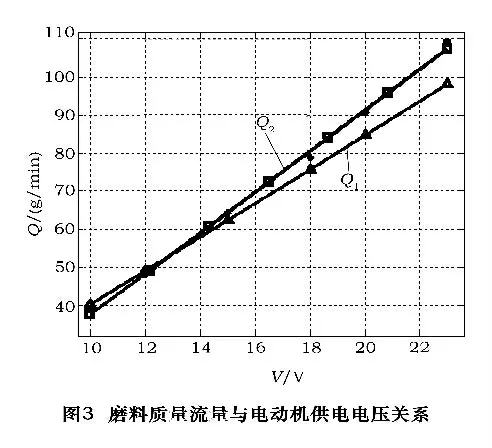
比较式(10)和式(11)可知,磨料理论质量流量Q1与实际质量流量Q2存在一定误差,如图3 所示。当电动机转速较低时,磨料的实际质量流量与理论质量流量误差较小。随着转速的提高,实际质量流量与理论质量流量误差逐渐增大。分析其原因,主要是由于当转速增大,螺杆送料系统的惯性使磨料质量增加所致。
我们定义磨料质量流量相对误差η 为

式中:E 为磨料质量流量误差,g/min。

根据表1 和式(12)可计算出,在10~24 V 范围内,该装置的磨料质量流量平均误差1.03 g/min,平均相对误差0.2%;磨料质量流量最大误差为1.96 g/min,最大相对误差1.79%,满足设计要求。因此,式(11)可以用于微磨料水射流供料装置的控制方程。
3 微磨料水射流精确送料装置应用实验研究
如前所述,磨料流量的均匀、连续供给对磨料水射流的切割加工性能和加工质量起着决定作用。为验证设计的正确性及实用性,用微磨料水射流精确送料装置替换现有水射流机床上的阀控自吸式供砂装置,并进行切割加工实验。
切割实验方案如下:分别采用所开发的微磨料精确送料装置和传统自吸式供砂装置,在现有水射流机床上对厚度为10 mm 树脂聚合物薄板进行切割,并对切割表面质量进行对比。
切割试验样本如图4 所示。实验参数如下:喷嘴直径为0.26 mm,聚焦管直径和长度分别为0.76 mm和76 mm,高压系统压力为80 MPa,靶距为10 mm,走刀速度为30 mm/min。石榴石磨料,粒度120 目。

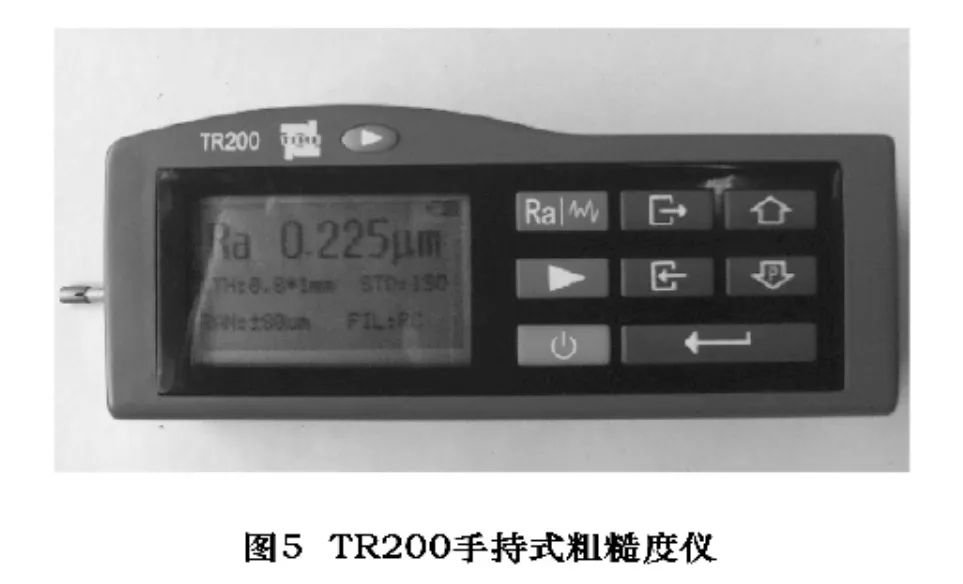
用TR200 型手持式粗糙度仪(如图5 所示)分别对两种磨料供给方式的切割样本的切割表面进行测量。考虑到磨料水射流加工的特殊性,测量时沿切割深度方向选择了4 个不同位置,然后对测量值进行算术平均,测量数据如表2 所示。测量参数设置:取样长度l 为0.8 mm;评定长度ln 为1 l;标准ISO;量程为±80 μm;RC 滤波器。

表2 切割试验样本表面粗糙度
由表2 可以看出,利用磨料水射流切割脂聚合物薄板,采用精确磨料供给装置和传统自吸式磨料供给装置所切割的表面粗糙度有显著差别。应用微磨料水射流供料装置的磨料水射流切割表面粗糙度平均值较传统自吸式供料提高了2.64 倍。
4 结语
本文设计开发了微磨料水射流精确供料系统,实验研究了供电电压与电动机转速、磨料质量流量与转速以及磨料质量流量与电压的关系,并将该装置应用到现有磨料水射流机床进行切割对比实验。实验结果表明:在10~24 V 范围,直流减速电动机驱动螺杆克服了套筒与磨料之间的摩擦力,能够均匀、定量、稳定的供料。通过对拟合方程计算表明,螺杆泵送磨料质量流量平均误差1.03 g/min,最大误差为1.96 g/min;平均相对误差0.2%,最大相对误差1.79%。在现有磨料水射流机床上分别应用微磨料水射流精确供料装置和传统自吸式供料装置对厚度为10 mm 的树脂聚合物薄板进行了切割对比实验,实验表明,应用微磨料水射流精确供料装置可以大幅提高磨料水射流切割加工的表面质量。微磨料水射流精确供料具有良好的通用性和较高的实用价值。
[1]孙书蕾,雷玉勇,等.基于AMESIM 的微磨料水射流增压系统压力稳定性研究[J].矿山机械,2009,37(20):11 -13.
[2]雷玉勇.微磨料水射流技术及应用[J].西华大学学报,2009,28(4):1 -6.
[3]雷玉勇,蒋代君,等.微磨料水射流三维加工的实验研究[J].西华大学学报,2010,29(2):7 -10.
[4]邴龙健.微磨料水射流磨料精密输送系统研究[D].成都:西华大学,2008.
[5]宋清俊.磨料水射流精确供砂装置的研究[D].成都:西华大学,2007.
