三峡右岸发电机转子磁轭安装工艺
2010-04-21吴朝霞
吴朝霞
(哈尔滨电机厂有限责任公司,黑龙江 哈尔宾 150040)
三峡工程右岸装机共12台,单机容量为700 MW。其中4台由哈尔滨电机厂生产制造并指导安装,是哈尔滨电机厂首次独立设计研发的我国目前单机容量最大的巨型空冷发电机组。
发电机转子是机组重要核心部件之一,由中心体、圆盘支架、磁轭、磁极等部件组装而成。中心体通过立筋与圆盘支架(16瓣斜支臂结构)组焊成整体,支架半径为R8 305±5 mm,磁轭由3万多张重量24.3 kg的铁片叠装而成,高度为3 420 ±5mm,半径为R9 044.7±1mm,热套后半径为R9 046.2±1 mm,总重量975 t;磁极总数为80个,单个磁极重5 t,挂装后半径R为9 353.5±1 mm,直径为18 707mm,总重量1 780 t。组装后发电机转子是机组单件最重的部件。
1 圆盘支架与键槽板的结构特点
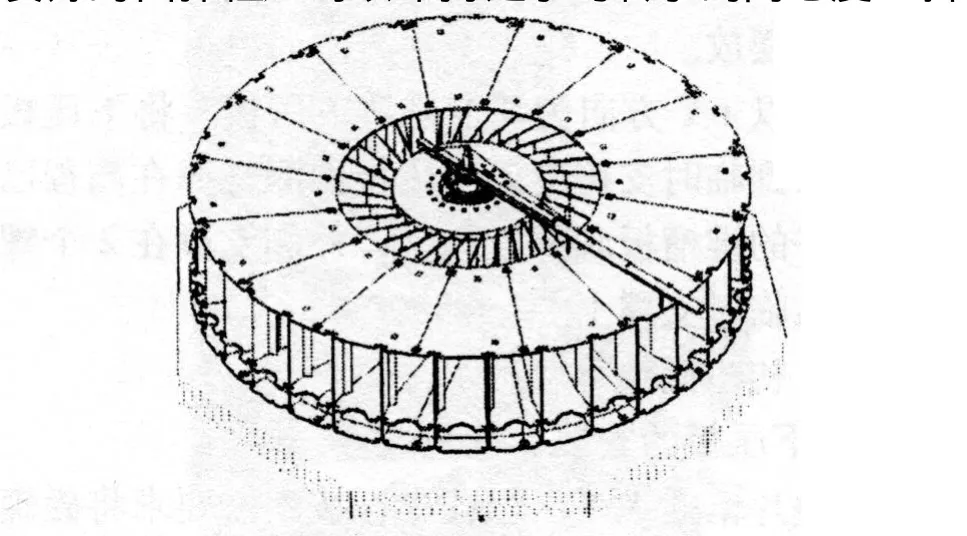
图1 转子支架结构示意图
1.1 斜圆盘支架支臂结构特点
圆盘支架通过32个斜立筋与中心体焊接成整体(见图1),磁轭在热膨胀、离心力下斜立筋有良好的回弹性,可以维持定子与转子的同心度。斜支臂充当大的风扇叶,使通风效率更高,定子和转子的冷却效果更为优良。
磁轭热套时斜支臂能产生变形,使得磁轭热套的过盈量增加。转子热套时过盈量设计为5 mm,热套后磁轭半径增加2 mm。因为当磁轭热套在转子支架上时,热缩应力使支架支臂的斜元件回缩,防止了在中心体上产生径向作用和变形力(另外3 mm过盈量被斜支臂的变形抵消)。大的过盈量要求更高的温升,使得加温困难。
同时,磁轭热套时斜支臂也大大减小了磁轭收缩作用在中心体上的力,中心体法兰面变形较小。
1.2 键槽板结构特点
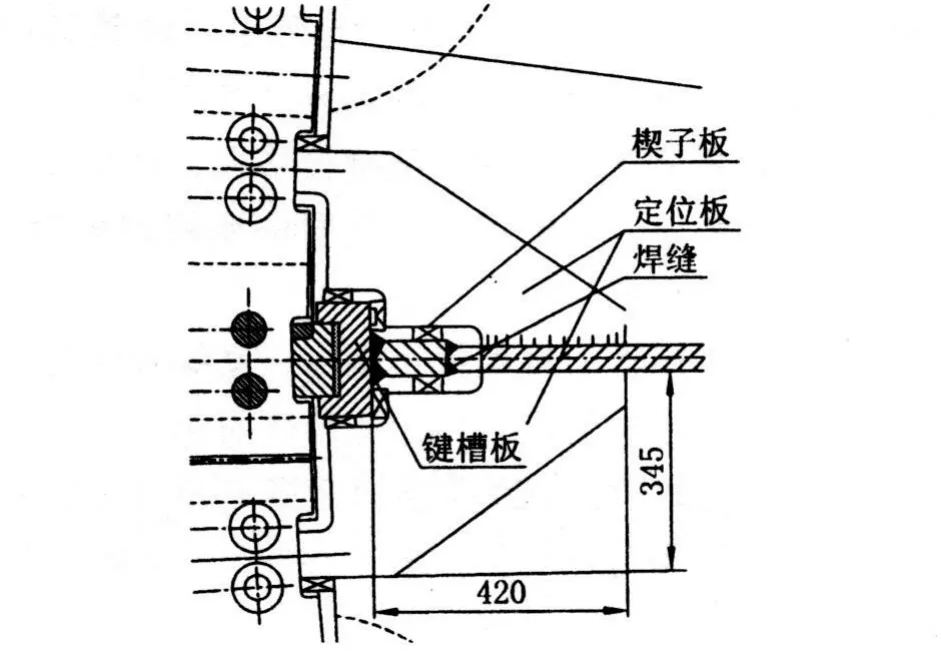
图2 键槽板焊接图
键槽板结构(见图2)是哈尔滨电机厂学习ALSTOM机组在转子上采用的一种新型结构。它克服了传统转子支架现场组焊对转子支架外形尺寸要求高、立筋垫板现场立铣施工难度大、工期长等缺点。键槽板结构可以使现场组焊后的转子支架外径控制在R±10 mm范围内。现场转子支架施焊除严格控制焊缝本身的焊接质量、腹板的弯曲变形及上下法兰的水平以外,放宽了对传统转子支架现场组焊要求非常严格的半径、弦长的控制。因为在下道工序的键槽板调整中可以非常方便、严格地保证磁轭叠片所需的尺寸要求。但在磁轭叠装完成后热套前,有一道键槽板与转子支架腹板k形坡口焊接工序,质量要求非常高,施工、焊接空间狭小,焊接强度大、温度高,需要采取有效措施控制键槽板焊接变形。
2 磁轭安装工艺过程
2.1 磁轭铁片的清扫
用锉刀及砂纸除去铁片四周及螺栓孔周围的毛刺。铁片应当表面平整、清洁。以0.40 kg重量分组,分别装箱,注明张数与重量等级。冲片的正面统一朝上,做好铁片清扫记录(通风槽片的清扫应注意有无变形,衬口环的高度是否符合设计尺寸)。检查导风带、衬口环与冲片是否贴合紧密并点焊牢固。
2.2 测圆架安装
调整中心体上法兰水平在0.02mm/m范围内。将测圆架中心柱吊入转子中心体,用螺栓与中心体上下法兰连接,以法兰面止口为基准,调整中心柱垂直度、中心。
2.3 键槽板安装
2.3.1 键槽板预装
a.检查带孔的3mm中间垫片,对其进行清扫、去毛刺。
b.在每根磁轭大键和键槽板之间加1张3 mm厚的中间垫片,用M 16的螺栓将磁轭大键、垫片、键槽板组合成一个整体。螺栓可随叠片高度的增加逐步拆除。
c.将键槽板挂装到转子支架上,调整其径向、切向垂直度、高程、弦距到设计范围内。
d.调整完毕后,测量键槽板半径,计算其与设计值的差值,并考虑保证焊接时的预留间隙为3~5mm,计算加工量。
e.在键槽板上打上数字钢号,其编号应与转子支立筋板编号相对应,标记应清晰可见。
f.预装完毕,拆除键槽板,将需要加工放入键槽板装箱准备进行加工。装箱摆放时应小心,以免精加工面损伤。
2.3.2 键槽板加工余量计算
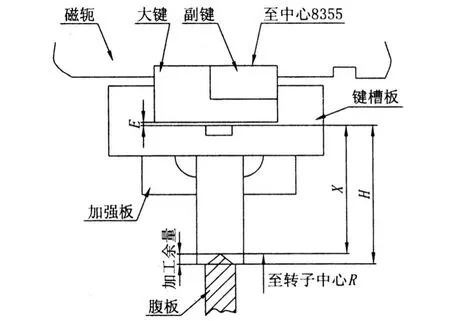
图3 键槽板安装结构示意图
键槽板的安装与调整根据组焊后转子支架1~ 32号腹板的实测外径,精确计算出对应的键槽板的机加工余量(一般为5~18 mm)来加工键槽板。键槽板等附件与磁轭、腹板的配合关系如图3所示。计算确认键槽板加工余量。
2.3.3 键槽板的正式安装
a.安装已经加工好的键槽板。清理3mm垫片、主键,并在水平状态下,测量键槽板槽宽、槽深,做好记录。按照键槽板编号配键,涂上润滑脂。
b.用螺栓将调整垫片与主键、键槽板连成整体。
c.吊起键槽板,用临时支撑固定在支架上,调整各项尺寸符合图纸要求。
d.挂装其他键槽板,32根键槽板弦距均分。
2.4 下磁轭压板的安装
2.4.1 设备准备与尺寸检查
全面清理磁轭压板并过秤,以便叠片时按照质量对称布置,按图纸检查螺孔位置及尺寸。
2.4.2 下压板的初步安装a.将2个支墩摆放到下压板外圆的位置上。b.下压板共32块,2种型号各16块,安装时应交替摆放。
c.以+Y方向为基准摆放下压板。将下压板按编号吊到临时支撑上。下压板内测支撑在高程已经调整好的键槽板底部挂钩上,外侧支撑在2个螺旋千斤顶临时支撑上。
d.初步调整下压板水平。
2.4.3 下压板的安装、调整
将叠片销插入下压板孔中,按图纸要求将磁轭冲片叠5层左右,轭高为50~60mm,形成磁轭的基础部分。基础部分的调整应达到工艺要求,特别注意检查键槽板挂钩与下压板应没有间隙。
2.4.4 磁轭基础的正式形成
在磁轭基础各个指标通过验收后,保留下压板调整时所叠装的磁轭冲片,继续叠片约120 mm高,形成磁轭基础。检查有无错误,调整每块磁轭冲片上的叠片销,使每张磁轭冲片上有4个长叠片销和4个短叠片销。利用已准备好的木方将叠片销顶住使其露出磁轭冲片200mm左右。检查磁轭大键与磁轭应没有径向间隙,插入磁轭副键,用C型卡固定在适当的高度,并保证没有切向间隙,复测磁轭大键径向、切向垂直度。
2.5 磁轭叠装
2.5.1 叠片方法(见图4)
a.叠片过程中冲片的正面应统一向上,并按图纸叠装。
b.铁片叠装时,如果铁片与叠片销的摩擦力过大,铁片无法顺利落下,可用塑料锤、橡皮锤或其它非金属铁锤进行敲击,将铁片击落与已叠铁片压紧,但不能使用金属材质的锤子进行敲击。
c.叠片时,应重新将要叠的铁片擦干净,以保证铁片的清洁度。
d.安排专人对叠片进行整形,用塑料锤或木锤沿径向敲击冲片(紧靠主键无间隙)。巡视检查有无叠片错误。
e.叠装过程中应及时加入通风槽片。
f.每次添加的通风槽片其导风带方向与通风沟方向应一致。
g.每次叠加通风槽片后进行磁轭圆度测量,每次在圆周上测量32点(每个立筋处测量1点,垂直方向测量3点)。达到上述要求后继续叠片。

图4 磁轭叠装示意图
2.5.2 特殊片的叠装
图5 通风槽叠装示意图
a.当叠片至1 700 mm高度时叠装特殊片。特殊片叠装(见图5)后可以形成留有18 mm高间隙的通风槽,用于安装固定磁极撑块的螺杆。
b.此处叠片共6层,每层80张。按照磁极位置定位,2张相邻的特殊片接缝应处在非磁极挂装位置的鸽尾槽内。
c.铁片叠装时如果铁片与叠片销的摩擦力过大,铁片无法顺利落下,可用塑料锤、橡皮锤或其它非金属铁锤进行敲击,将铁片击落与已叠铁片压紧,但不能用金属材质的锤子进行敲击。
d.叠片时应重新将要叠的铁片擦干净,保证铁片的清洁度。
安排专人对叠片进行整形。整形选用塑料锤或木锤沿径向敲击冲片(紧靠主键无间隙)。巡视检查有无叠片错误。
2.5.3 补偿片的叠装
a.对不同规格的补偿片(见图6)叠装按不同种类进行分类,去除毛刺、卷边。
b.在磁轭叠装的一定高度增加补偿片(径向、内、外)。具体补偿方式可根据分段压紧后实测高度进行计算。
c.添加补偿片时,注意补偿片的型号,不要摆放到错误的位置
d.补偿片应及时整形,边角不能突出于磁轭的外端,不可变形。
e.螺孔位置的整形应整齐,以防在后继施工中造成螺杆穿入困难。

图6 补偿片
f.叠装补偿片时要与压紧螺栓孔的位置、磁轭冲片外沿对齐。不能超出磁轭形成高点。
2.5.4 磁轭压紧过程
磁轭(见图7)分6次压紧,压紧高度分别为600 mm、1 200 mm、1 800 mm、2 400 mm、3 000 mm、3 420 mm(包括上、下压板厚度60 mm)。
2.5.5 磁轭压紧步骤
a.安放上压板。
b.检查每次压紧前的磁轭圆度、垂直度、半径(64组/圈,每组上、中、下3点)、高度(96组/圈,每组内、中、外3点),如果半径,圆度超差应先进行整形。

图7 磁轭预压示意图
c.穿入工具、永久螺杆和套管。
d.用4台或8台风动扳手,按对称、均布、同步紧固,径向按中、内、外圈顺序压紧。
e.检查压紧后磁轭高度、圆度,确定下次补偿片的添加方案。
f.拆除螺杆、套管及上压板。
g.继续叠片。
2.6 永久螺杆的安装
安装前应检查螺杆丝扣有无损伤,按不同规格进行清扫、分类。
用预压螺杆压紧磁轭,测量磁轭圆度、垂直度、半径、高度,各部均达到设计要求后进行更换螺杆。更换螺杆时应根据预压螺杆把紧力矩折算成永久螺杆拉伸力,再更换永久螺母进行最终压紧。
3 结束语
三峡右岸磁轭叠装新工艺经实践证明是成功的,首台机安装周期较左岸提前了1个多月,而且验收各项指标均达到优良水平。
