交变磁场作用下金属液面的变形和波动行为
2010-01-04邓安元徐永义王恩刚张兴武赫冀成
邓安元,徐永义,王恩刚,张兴武,赫冀成
(东北大学 材料电磁过程研究教育部重点实验室, 沈阳 110004)
为了提高铸坯质量,电磁软接触连铸技术被逐渐引入到钢连铸过程中[1],围绕该技术,各国学者对与该技术相关的弯月面变形[2−4]、磁场分布[5−6]和冶金效果[7−9]等进行大量的基础研究。在该技术中,电磁力主要对金属起约束成型作用,但另一方面,脉动电磁力也能驱动钢液流动,引起液面的波动。如何在保证稳定变形的同时,减小液面的波动,对发挥该技术的冶金效果极为重要。该波动也限制磁场的提高和频率的范围。目前,对电磁力的这种双重作用的研究主要集中在液滴和自由液面变形行为的研究上[10−11],虽然一些学者对交变磁场下的液面稳定性或者波动进行了研究[4,12],但对电磁场作用下维持一定液面变形时,液面波动幅度大小规律直接测试的研究还相对较少,而波动大小又与铸坯表面卷渣和铸坯质量等密切相关。为此,本文作者采用低熔点Sn-32%Pb-52%Bi合金,研究交变磁场作用下金属熔池表面的变形和波动行为,为合理控制液面变形和波动行为所需相关工艺参数的确定提供依据。
1 实验
本实验采用激光液位仪来测量液态金属表面不同位置在交变电磁场作用下相对于初始液面的波动,用浸镀法和高速摄像机来记录金属在交变磁场中的变形,用“小线圈法”测量磁感应强度的分布。实验装置示意图如图1所示。采用Sn-32%Pb-52%Bi低熔点合金模拟钢液,将其在熔融状态下装入石英容器中。合金物性参数如表1所示。感应线圈为5匝,高度为66 mm,熔池直径为46 mm。下文中波动图中,“0”位置表示没有作用电磁场时,金属液面的平衡位置,即初始位置。
2 结果与讨论
2.1 电磁场作用下金属液面变形及其不稳定性

图1 实验装置示意图Fig.1 Schematic diagram of experimental apparatus

图2 钢液内的磁场、电磁力和流场分布(I=700 A,f=20 kHz)Fig.2 Distributions of magnetic field (a), magnetic force (b) and steel flow (c) of molten steel
当位于熔池外的线圈中通过交变电流时,熔池内会产生交变磁场。在保持熔池形状和尺寸不变的情况下,针对铜结晶器和内部熔池为钢液(物性见表1)的条件下,计算结晶器内的电磁场、电磁力和钢液流动,其计算结果如图2所示。由图2(a)和(b)可见,由于磁场集肤效应的影响,磁场和电磁力主要集中在钢液外层一定厚度内,沿径向磁感应强度迅速衰减为零。且纵向上的磁场分布具有不均匀性,与线圈高度中心处平齐的熔池内的磁场较强,而沿铸坯表面向上、下迅速衰减。电磁力除有垂直于铸坯表面的分力外,还有切向分力(见图2(b))。由图2(c)可看出,交变磁场除有约束成型作用外,其还有驱动钢液流动的作用。在电磁力的驱动下,钢液在熔池内形成上下两个明显的漩涡回流区,钢液在液面上形成从中心到壁面的流动,而熔液与容器交界点(三相点)下的钢液则沿壁面向上流动,在三相点附近两个流股发生汇聚撞击,然后形成向熔池液芯的流动。在适当范围内,上部回流区有利于将保护渣带入渣道中,加强润滑,但由于两种流股的汇聚撞击,这具有增加液面波动,特别是三相点附近液面波动的趋势,这不利于保持液面的稳定,易于造成表面卷渣。且三相点处的波动易于破坏初始凝固点的稳定状态,不利于电磁软接触效果的发挥,也限制电参数的可操作范围。

图3 金属液面的变形Fig.3 Deformation of meniscus (f=34 kHz, I=530 A)
图3所示为金属液面的变形。由图3可看出,电磁场和电磁力的这种分布规律使得在施加交变磁场后,在电磁力的作用下,靠近器壁的金属液会离开器壁,并向上凸起,三相点下降,自由表面形成弧形弯月面,弯月面的形状是非常复杂的,有表面凹陷和隆起等结构。实验测试了熔池自由表面中心点、1/2半径点和三相点附近液面的波动行为(见图4),自由液面在电磁场作用下一直处于波动状态。综上所述可知,这种波动与电磁力对金属液的驱动作用有关。适当的波动有利于表面渣对夹杂和气泡的吸收,但若波动强度过大,则有可能破坏液面变形的稳定性,从而可能造成表面卷渣,不利于提高铸坯质量。而且不同工艺参数对液面的凸起形状和波动状态有不同程度的影响。

图4 金液液面上不同位置处的波动行为Fig.4 Fluctuation behaviors on meniscus (f=23.3 kHz)
2.2 感应器电流强度的影响

图5 不同电流强度下的磁感应强度Fig.5 Magnetic flux density at different current intensities
图 5所示为液面与线圈中心平齐,频率为 23.3 kHz时,不同线圈电流强度下熔池三相点和中心点处测得的磁感应强度。由图5可看出,随着感应器电流强度增加,熔池内的磁感应强度增大,作用于熔池内金属液上的电磁力相应增强。图6所示为不同电流强度下的弯曲高度。由图6可看出,随电流强度增加,弯月面变形增大。这有利于拓宽渣道宽度,减小拉坯阻力,从而有利于提高和改善铸坯表面质量。图7所示为不同电流强度下中心点的液面波动曲线。由图 7可看出,随电流强度增加,由于电磁力的双重作用效果,电磁力对液态金属的驱动作用也增大,因此,随着电流强度的增加,自由液面的波动加剧。当熔池外壁面的磁感应强度达到约50 mT(I=656 A)时,液面中心点处的波动幅度达到约 ±3 mm。

图6 不同电流强度下的弯月面高度Fig.6 Meniscus heights at different current intensities

图7 不同电流强度下中心点的液面波动Fig.7 Free surface fluctuations of center point at different current intensities
在常规连铸中,为提高连铸坯质量,通常将液位波动控制在±3 mm。若液面波动超过±3 mm,则易于造成表面卷渣和使铸坯表面振痕加深,从而导致一系列铸坯表面裂纹和皮下夹杂等缺陷[13−14]。本实验属于静态实验,并没有考虑到实际熔体注流流股和结晶器振动对液面波动的影响,在实际的电磁连铸过程中,若考虑到金属液注流流股和结晶器振动的影响,这种波动必然进一步加剧,因此,这势必影响到软接触电磁连铸冶金效果的发挥。拉坯实验结果表明,随感应器电流强度或者施加磁感应强度的增加,铸坯表面振痕深度有从深变浅,甚至消失,然后又逐渐变深的趋势[15]。液面波动随感应器电流强度增加而增大的结果清楚地说明造成该现象的原因,这是由于波动超过一定强度后的结果。这也说明有必要将电流强度控制在一定范围内。当然,该电流范围与结晶器大小、结构等参数密切相关。若为进一步提高弯月面变形,则还有必要采取相应的液面稳定性措施。
2.3 磁场频率的影响

图8 频率对熔池内磁感应强度和弯月面高度的影响Fig.8 Effects of frequency on magnetic flux density and meniscus height: (a) Magnetic flux density; (b) Meniscus height
图8所示为两种频率下弯月面高度和熔池外表面液面位置处的磁感应强度。由图8可看出,在不同初始液面位置处,电源频率为34 kHz时所对应的磁感应强度和弯月面变形高度均较频率为23.3 kHz时的大,且在同一频率下,金属液面位于线圈中心附近时,磁感应强度和弯月面变形高度较大。从保证软接触效果所需要的弯月面变形来说,这有助于渣道畅通,加强铸坯润滑和提高铸坯质量。图 9所示为频率分别为23.3和34 kHz时,液面不同位置(三相点、1/2半径和中心点)处的液面波动曲线。由图9可看出,随着频率的增大,液面波动幅度有所降低,在三相点处,频率为34 kHz时,其波动幅度降到约±2 mm以内,特别是在熔池中心处,波动幅度在±1 mm以下。这说明为保持液面的相对稳定,有必要适当提高交变磁场频率,而且在一定频率范围内[16],其还有助于提高磁感应强度和弯月面的变形高度。同时,从3个位置的波动值可见,频率为23.3 kHz时,在1/2半径处的波动幅度仍然为约±3 mm左右,与三相点差别不大。而频率为34 kHz时,其在1/2半径处的波动幅度已经降到约1±mm,与中心处的波动幅度接近。这说明随着频率的增加,其对液面波动的影响范围也缩小。这主要是由于磁场的集肤效应,使得电磁力向金属熔池表面集中所致。因此,从弯月面变形大小和波动幅度看,频率控制在30 kHz左右是较适宜的。
2.4 液面与线圈相对位置的影响
初始液面与线圈相对位置对液面变形和波动有重要的影响。本实验主要研究初始液面位于线圈上沿、1/4高度、中心、3/4高度和下沿等处位置的情况。前面的磁场测试(见图8)表明,在初始液面位于线圈高度中心偏下附近时,熔池表面所受的磁感应强度较大。图10所示为不同液面位置下的弯月面照片。因此,由图8(b)和10可看出,弯月面高度在液面位于线圈高度中心附近时较大,初始液面上移或者下移,弯月面变形和高度均逐渐减小。这也说明当液面位于线圈中心高度位置附近时,在相同功率下,可获得较大的磁感应强度,有利于通过较小的功率获得相同的液面变形行为。
图 11所示为不同液面位置时的液面波动。从图11可见,在相同电流强度下,金属液面与线圈中心位
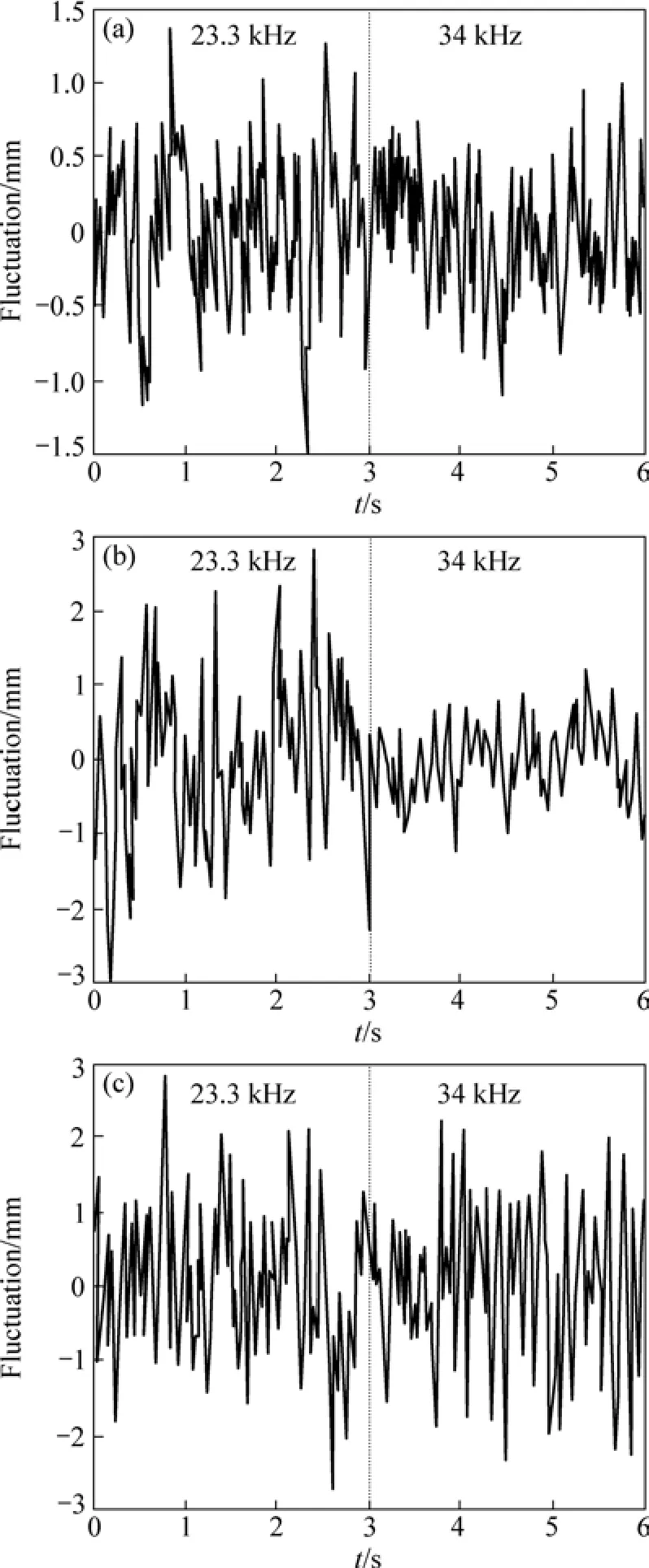
图9 不同频率自由液面的波动Fig.9 Fluctuations of free surfaces at different frequencies(I=530 A): (a) Center; (b) Half position of radius;(c) Triple-phase point

图10 不同液面位置下的弯月面照片Fig.10 Photos of meniscuses at different metal levels (I=656 A): (a) Bottom of coil; (b) 1/4 coil height; (c) Center of coil height;(d) 3/4 coil height; (e) Top of coil

图11 不同液面位置时的液面波动Fig.11 Free surface fluctuations at different metal levels (I=656 A): (a) Bottom of coil; (b) 1/4 coil height; (c) Center of coil height; (d) 3/4 coil height; (e) Top of coil
置平齐时,波动较激烈。从中心向上和向下移动液面位置波动剧烈程度都有减小趋势。这说明当液面位于线圈中心高度附近时,虽能提高弯月面变形高度,但由于磁感应强度增大,电磁力对金属熔池的扰动也相应增大。因此,通过合理控制液面位置,可以在一定程度上抑制和减弱液面的波动,但在提高液面变形的同时,还有必要采取其它措施来控制液面的波动。
3 结论
1) 交变磁场作用下,金属自由表面发生弧形变形,液面一直处于波动状态;交变电磁力使金属熔池在三相点上下形成两个回流区;自由表面的下返流与沿熔池壁的上返流在三相点附近发生撞击,增加三相点附近液面的波动,不利于液面的稳定,易造成表面卷渣。
2) 随着感应器电流强度增加,电磁力的双重作用效果越明显,弯月面变形增大,液面波动也加剧。当熔池外壁面的磁感应强度达到约50 mT时,金属熔池液面的波动幅度将达到约±3 mm,三相点附近的波动较剧烈。这解释电磁软接触连铸过程中铸坯表面振痕随电流强度大小的变化规律。电流强度应有一个合理的控制范围。
3) 在一定范围内适当提高磁场频率,有利于在增大弯月面变形的同时,减小液面的波动。随着频率增大,电磁力对自由表面波动的影响范围也有所减小,频率控制在30 kHz左右是适宜的。
4) 当液面位于线圈中心高度附近时,虽能提高弯月面变形高度,但电磁力对金属熔池的扰动也相应增大,液面波动剧烈。在获得相同变形大小的情况下,将初始液面控制在线圈高度中心有利于系统节能。
[1] VIVES C. Electromagnetic refining of aluminum alloys by the CREM process: Part I. Working principle and metallurgical results [J]. Metall Trans B, 1989, 20(10): 623−629.
[2] ZHU X R, HARDING R A, CAMPBELL J. Calculation of the free surface shape in the electromagnetic processing of liquid metals[J]. Appl Math Modeling, 1997, 21: 207−214.
[3] 曾德鸿, 毛 斌, 鄂学全. 冷坩埚电磁连铸弯月面形状的数值模拟[J]. 金属学报, 2000, 36(2): 162−166.
ZENG De-hong, MAO Bin, E Xue-quan. Numerical simulation of meniscus shape in cold crucible continuous casting[J]. Acta Metallurgica Sinica, 2000, 36(2): 162−166.
[4] 张 斌, 李廷举, 贾 非, 季首华. 交流电磁场作用下液体金属液面稳定性的研究[J]. 铸造技术, 2002, 23(6): 388−389.
ZHANG Bin, LI Ting-ju, JIA Fei, JI Shou-hua. Research of surface stability of molten metal under alternative magnetic field[J]. Foundry Technology, 2002, 23(6): 388−389.
[5] 那贤昭, 张兴中, 仇圣桃, 干 勇. 磁连铸技术分析[J]. 金属学报, 2002, 38(l): 105−108.
NA Xian-zhao, ZHANG Xing-zhong, QIU Sheng-tao, GAN Yong. Analysis of soft contact electromagnetic continuous casting technology[J]. Acta Metallurgical Sinica, 2002, 38(1):104−108.
[6] 夏小江, 王宏明, 戴起勋, 李桂荣, 赵玉涛. 电磁软接触连铸高频磁场的数值模拟[J]. 中国有色金属学报, 2008, 18(3):529−534.
XIA Xiao-jiang, WANG Hong-ming, DAI Qi-xun, LI Gui-rong,ZHAO Yu-tao. Numerical simulation of high frequency magnetic field for electromagnetic soft-contact continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 529−534.
[7] HE J C, WANG E G, DENG A Y, YU G W, WANG Q, ZHANG Y J, CHEN Z P, ZHOU Y M, FENG C B. Experiment of soft-contact electromagnetic continuous casting of steel[C]//4th International Conference on Electromagnetic Processing of Materials. Lylons: EPM Madylam, 2003, 195−199.
[8] NAKATA H, INOUE T, MORI H, AYATA K, MURAKAMI T,KOMINAMI T. Improvement of billet surface quality by ultra-high-frequency electromagnetic casting[J]. ISIJ International, 2002, 42 (3): 264−272.
[9] PARK J, KIM H, JEONG H, KIM G, CHO M J, CHUNG J S,YOON M, KIM K R, CHOI J. Continuous casting of steel billet with high frequency electromagnetic field[J]. ISIJ International,2003, 43(6): 813−819.
[10] FAUTRELLE Y, PERRIER D, ETAY J. Free surface controlled by magnetic fields[J]. ISIJ International, 2003, 43(6): 801−806.
[11] KARCHER C, MINCHENYA V. Control of free-surface instabilities during electromagnetic shaping of liquid metals[C]//International Scientific Colloquium Modeling for Electromagnetic Processing. Hannover: University of Hannover,2008: 143−149.
[12] 王宏明, 任忠鸣, 李桂荣. 软接触电磁连铸高频磁场的瞬态分析[J]. 中国有色金属学报, 2009, 19(4): 701−707.
WANG Hong-ming, REN Zhong-ming1, LI Gui-rong. Transient analysis of high frequency electromagnetic field during electromagnetic soft contact continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 701−707.
[13] 张海霞, 梁建国, 何庆文, 韩永刚. 液面自控在合金钢连铸机上的应用[J]. 莱钢科技, 2007(4): 26−27.
ZHANG Hai-xia, LIANG Jian-guo, HE Qing-wen, HAN Yong-gang. The application of automatic steel level control on the alloy steel continuous caster[J]. Laigang Science &Technology, 2007(4): 26−27.
[14] 王文学, 王 雨, 迟景灏. 不锈钢连铸坯表面缺陷与对策[J].钢铁钒钛, 2006, 27(3): 63−68.
WANG Wen-xue, WANG Yu, CHI Jing-hao. Surface defects and control measures of stainless steel billet[J]. Iron Steel Vanadium Titanium, 2006, 27(3): 63−68.
[15] 许秀杰, 邓安元, 王恩刚, 张林涛, 张兴武, 张永杰, 赫冀成.电磁软接触连铸圆坯表面振痕演变机理[J]. 金属学报, 2009,45(4): 464−469.
XU Xiu-jie, DENG An-yuan, WANG En-gang, ZHANG Lin-tao,ZHANG Xing-wu, ZHANG Yong-jie, HE Ji-cheng. Evolvement mechanism of surface oscillation marks on round billet during soft-contact electromagnetic continuous casting[J]. Acta Metallurgica Sinica, 2009, 45(4): 464−469.
[16] DENG An-yuan, JIA Guang-lin, HE Ji-cheng. Threedimensional characteristics and homogenization of electromagnetic field in soft-contact continuous casting mold[J].Acta Metallurgica Sinica, 2001, 14(2): 137−142.
