工序预控制图在小批量生产过程质量控制中的应用
2009-12-07丰良凤
丰良凤
摘要:在小批量生产过程中,由于样品量少,无法采用常规的统计过程控制技术进行控制。在分析统计过程控制技术在实际应用过程中存在的缺陷上,介绍工序预控制图在多产品小批量生产过程质量控制中的应用,发现该方法高效、简便,既实现了小批量生产过程的质量控制,又降低了误判的概率。
关键词:小批量生产 工序预控制图
随着市场经济的发展,顾客对产品的需求日益多样化和个性化,致使越来越多的企业开始转向了多品种、小批量生产。由于样品量少,得到广泛应用的统计过程控制技术已经无法再在小批量生产的工序质量控制过程中发挥作用。本文将分析统计过程控制技术在实际应用过程中存在的缺陷和重点介绍工序预控制图在多产品小批量生产过程质量控制中的应用。
一、统计制程控制(Statistical Process Control)应用的实际问题
统计制程控制方法自20世纪20年代在贝尔实验室发明以来。广为各公司使用,已被证明是过程控制的强有力工具,但是在实际应用过程中,也发现存在一些缺陷,主要表现在如下几个方面:
1. 计算公式较为复杂
控制图是基于统计分布理论发展出来的方法,每种控制图都有对应的计算公式,对这些计算公司的理解需要一定的统计基础,在实际中常发生用错公式的现象。
2. 判定条件较为繁多
控制图的判稳准则和判异准则有一套复杂的判定程序,在实际使用中容易顾此失彼,或得出不符合过程实际状况的结论。
3. 数据要求在20组以上,收据数据的时间长,工作量大,且不适合小批量生产
控制图一般需要收集20组以上的数据才能够作判断,这可能需要较长的时间,如果在过程中普遍采用控制图,将大大增加作业人员的工作量或需要另设专人进行数据收集、分析和处理,同时,在小批量生产条件下,这一要求在短时间内很难实现。有些产品在一个月甚至在一个季度内生产的批量不足20批次,在这样的生产模式下,很难达到20组数据的要求;有些产品零星生产,即使经过时间的累积达到了20组的要求,这样的收集到的数据因为时间跨度大,得出的结论往往不符合过程实际状况。
二、工序预控制图的基本原理
过程的变异分为两种,即特殊原因引起的变异和普通原因引起的变异,并对特殊原因引起的变异进行控制,按照3σ原理,在过程控制参数服从正态分布的前提下,过程没有发生特殊变异时,控制对象的测量结果的任一点落在Xbar+/-3σ区域内的概率为99.73%。无论是统计制程控制还是工序预控制,均遵循3σ原理。因此,我们可以知道要工序预控制是基于统计原理的的过程控制方法,它的应用应满足以下三个条件:
(1)工序质量特性服从正态分布。因为正态分布是过程控制的基础,也是在质量管理中最重要也最常使用的分布,它能够描述很多工序质量特性的统计规律性。只有工序质量特性服从正态分布,才能够用预控制的判定规则对工序的状态作判定。绝大多数的工序质量特性均服从正态分布,如经过判断,数据不服从正态分布,则说明可能在测量时出现偏差,应重新确认测量数据或重新进行测量。实际使用时为了简便,往往不进行正态性检验。
(2)工序中心未偏移。工序中心未偏移是指工序质量特性的分布中心与目标重合,这的重合是一个相对的概率,根据六西格玛理论,随着实际的推移,任一工序的分布中心会在“目标+/-1.5σ”范围内动态变化,在使用工序预控制方法时,工序中心是否偏移的判断方法是,连续抽取5个样品进行测量,如果5个样品的测量数据全部落在目标区域内,则说明过程中心偏移在+/-1.5σ的可接受范围内,即认为过程中心未发生偏移。否则不能判定过程均值未偏移,需要对过程进行调整,直至连续抽取的5个样品的测量数据全部落在目标区域内。
(3)CP>=1.即短期过程能力,其计算公式为CP=(规格上限-规格下限)/6σ。它反映的是工序中心未偏移时的过程能力,对于工序预控制方法而言,CP>=1即规格上限-规格下限>=6σ,这样,即意味着当工序没有特殊原因引起变异时,任一样品的测量值落在规格界限的概率大于或等于99.73%。
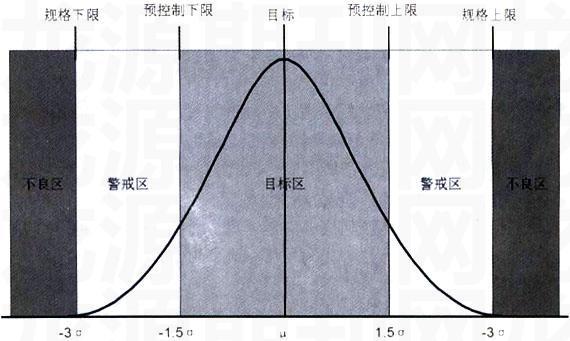
工序预控制是用工序预控制图来实施控制的,工序预控制图如下图所示,从图上可以看出,工序预控制图的控制线为控制对象的规格界限,与控制线即为规格界限与目标间隔的一半。控制区域被分为三个(1)目标区:如绿色所示,即为两条预控制线之间的区域。绿色代表安全、畅通,在工序预控制图中,用绿色表示目标区,如果测量值落在这个区域,表示工序受控。(2)警戒区:如黄色所示,即为预控制线与规格界限之间的区域。绿色代表警示,在工序预控制图中,用绿色表示警戒区,如果测量值落在这个区域,表示工序有异常趋势,需要对制程进行判定和调整。(3)不良区:如红色所示,即为规格界限之外的区域。红色代表危险,在工序预控制图中,用红色表示不良区,如果测量值落在这个区域,表示工序有严重异常趋势,需要马上停止生产,进行分析和改善。
三、工序预控制图的应用
工序预控制图具有简单实用的优点,被广泛的应用在多产品小批量生产过程质量控制中,下面我们介绍工序预控制图的应用步骤和各区域的概率:
1. 确定控制对象和确定预控制执行的人员,并对相关人员进行培训;
2. 判断该工序满足工序预控制的三个条件;
3. 按照规定的抽样频率抽取一个样品进行测量,对比工序预控制图按照流程图对测量结果进行判断。
(1)如果该样品数据落在目标区(绿色区域),则说明过程正常,无须采取任何行动。
(2)如果该样品数据落在警戒区(黄色区域),则须再抽一个样品进行判断。
(a)如果抽取的第二个样品落在绿色区域,则说明过程正常,无须采取任何行动。
(b)如果抽取的第二个样品落在与第一个样品同一侧的黄色区域,则说明过程中心偏移,须进行过程调整以降低过程偏移。
(c)如果抽取的第二个样品落在与第一个样品相对一侧的黄色区域,则说明过程分布变宽,须进行过程调整以降低过程波动。
(3)如果该样品数据落在不良区(红色区域),则说明过程异常,则需要停止生产,进行分析和改善,改善后的过程应重新进行判断其是否满足工序预控制的应用条件,重新开始预控制。
按照工序预控制图的假设条件可知,工序受控的时候,即CP>=1时,抽取一个样品落在目标区的概率大于或等于86.64%,落在每个警戒区的概率大于或等于6.54%,整个警戒区的概率大于或等于13.08%,落在每个不良区的概率大于或等于0.135%,整个不良区的概率大于或等于0.27%。
按照工序预控制的抽样方法,样品数据所在区域所有可能的组合、联合概率、过程判断和对过程处置如下图所示

四、工序预控制图的特点
综上所述,我们可以讲工序预控制图的优点归纳如下:
1. 控制规格与规格公差相同,容易理解和应用,控制方法简单,采用运用色彩管理方法,用红、黄、绿代表表示工序所处的不同的三种不同状态,简单明了,易学易用,预控制执行的人员可直接由检验员负责;
2. 所需数据量比控制图少,减少了检验人员的工作量;可以广泛应用于各类制造过程,尤其适用于小批量生产,可以及时的发现不良趋势,起到预防作用;
3. 可用于对计量值和记数值的控制,比应用统计制程控制更为简单。
在实际使用中,因为工序预控制图上的点只需要判断每个样品量测值所落在的区域,样品量测值在工序预控制图上的位置并不十分重要,因此,每个企业可以根据实际情况制作通用工序预控制图用于所有产品的控制。
参考文献:
[1]张驰,六西格玛控制阶段[M].广州:广东经济出版社,2003.4.
