小秦岭地区某难浸金精矿浸出工艺探讨
2009-01-20李钢强张旭婷
李钢强 张旭婷
摘要:金渠金矿成立技术攻关小组,针对该金精矿进行技术突破,以期彻底解决该技术难题。
关键词:小秦岭地区金精矿浸出工艺
0引言
河南金渠黄金股份有限公司金渠金矿位于河南省灵宝市境内,处于小秦岭腹地,处理矿量600T/d,采用“尼尔森重选+浮选+金精矿氰化”的选冶流程。自1995年7月30T/d浮选金精矿氰化投产以来,经过多次流程、设备改造,生产正常,各项技术指标达到了原设计要求并形成了50T/d的生产规模,氰化回收率稳定在95%上下。2004年以来,随着矿山新开坑口矿石性质变化,尤其是某坑口较大储金量的发现,该坑口矿石投入生产流程后,氰化过程循环时间加大、浸出指标平均下降3%、金精矿处理量减少1/3,严重影响企业的经济效益。为此金渠金矿成立技术攻关小组,针对该金精矿进行技术突破,以期彻底解决该技术难题。
1金精矿工艺矿物学研究
矿石浮选出的金精矿。
1.1金精矿多元素分析结果见表一。
1.2金精矿金属物相分析。金的宫存状态:暴露及半暴露金占约47.35%,硫化物包裹金约占34.01%,其他在硅酸盐及其碳酸盐等脉石矿物包裹金约18.64%。
1.3金精矿粒度分析见表。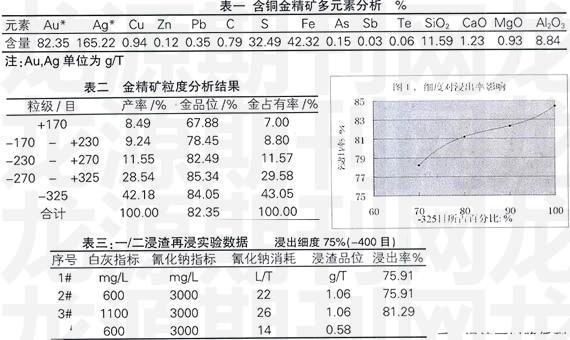
从表二可以看出,浮选精矿中,-230目矿占总金属量的84.2%.-325目占43.05%。粒度大干270目的粒级中,金含量较少。且粒度小于270目的金品位较高。超过84.5%。
1.4金精矿物质组成分析。从镜下对光片测量观察,镜下所见金粒以自然金和银金矿为主,且金的粒度以中细粒占主体。进一步通过样品电子探针扫描及能谱分析,薄片透射显微镜和光片反射显微镜下详细鉴定、矿物组成及含量检测分析等。根据样品检测、分析结果推测,金属矿物主要有黄铁矿、磁黄铁矿和金矿物等,其中金属硫化物已达到较好的富积。
金精矿电子探针扫描及能谱分析。由于本样品金矿物组成主要以超显微金粒存在,经显微镜下毫米间距观测多个光片,均未见到金矿物,经电子探针扫描和能谱分析,电子探针探得的金矿物,应定名为金碲银矿,其中银>碲>金。金精矿中含碲和铜这么高,是浸出过程中不能不考虑的重点之一。
2浸出工艺探讨
实验安排过程中,在立足车间生产实际的情况下,通过调整浸出浓,细度,对该矿进行浸出时间、浸出药剂指标、金精矿浸前处理等,最终对该矿的浸出回收率指标有了相当大的突破。
2.1细度浸出实验针对该矿细颗粒(-325目)中含金量接近45%,说明有相当大量的微颗粒金包裹在金碲银矿中。而浸出过程是一个缓慢的[CN]溶金过程,微颗粒金包裹在矿物中不能暴露在外面。故而实验首先安排多次不同细度浸出实验:采用浸出浓度30%[CN]1200、2000、3000mg/L三个档次,[CaO]800、1200mg/L2个档次的正交表L6(3^2)同时采用不同细度浸出,浸出时间48小时,并对不同细度的浸出率取平均值,并绘浸出率与浸出细度的关系,见附图1细度对浸出率的影响。
从该实验可以看出,随着细度的提高,浸出率几乎呈线性上升,尤其在-325且占70%跟100%比起来,其浸出率可以相差7.2%。这也从侧面证明该矿微颗粒金含量特别高,如果不能从磨矿细度上下工夫,该矿浸出率难有更好的提升。
为进一步验证细度对浸出率的影响,还进行了该坑口金精粉经车间球磨系统改造前处理过的一浸/二浸渣实验:1,2#一浸渣(水份22%,品位440g/T),磨浸30min后浸出36小时,浸出浓度25%;3#二浸渣(水份22%,品位3.10g/T,磨浸30min浸出24小时,浸出浓度25%。实验结果如表三:
从该实验可以看出,该矿在浸出细度达到后,浸渣可以降低到1g/T以下的水平。即该矿在浸出细度不够的情况下,存在部分包裹金不能被浸出。
2.2白灰对浸出率的影响原矿磨浸35min,细度为-400目80%。浸出浓度33%,浸出时间48小时。氰化钠指标控制在3000mg/L。
1#碱浸14小时后清水洗涤过滤后直接浸出。碱浸按30kg/T加白灰。
2#按30kg/T添加白灰干捂12小时后磨矿后清水调浆浸出。
3#控制白灰300mg/L清水调浆直接浸出。
4#控制白灰1000-1200mg/L清水调浆直接浸出。
5#控制白灰1000-1200mg/L贫液调浆浸出。
碱浸对浸出率的影响不是很大,但碱浸可以明显降低氰化钠的消耗量。
2.3氰化钠对浸出率的影响实验为验证氰化钠指标对该矿浸出率的影响,在确定浸出碱度控制在[1200]后,对该矿反复多次进行不同[CN]指标实验。其他浸出指标为:碱浸预处理后磨浸30min,浸出浓度28%、细度(-400目)94%,氰跟浓度对浸出率的影响不是很大,当[CN]从1200提高到3000,其浸出率仅提高0.6个百分点。当[CN]过高时,必然太大增加生产成本,且浸出的杂质相对也较多,增加后续工段的处理难度。
2.4矿样预处理试验针对该矿含干扰的浸出的碲、亚铁离子量较大,对该矿进行碱浸预处理、捂灰预处理、直浸等同期对比试验。并同时进行浸出过程的高/中,低碱度对比试验。
由极差分析可以看出:在浸出细度相同的条件下,该金精矿采用何种手段预处理是影响浸出最大的因素,其次就是碱度控制。
2.5浸出工艺探讨结论由以上实验不难看出,由于该矿含大量微颗粒金,影响该矿浸出回收率最大的因素是浸出细度,在细度达到-400目95%以上的情况下,可以轻松保证96%以上的理论回收率。
由于该矿含大量亚铁离子、铜、碲等严重干扰金浸出的元素,在浸出前对该矿进行捂灰/碱浸等,可以大幅提高浸出率。而且在浸出过程中,尤其是一浸过程中保证高碱(1200mg/L)、高氰可以使理论浸出率达到97.5%以上。
3实际应用效果
根据实验室的结论和数据结果,氰化车间对球磨系统及其他工艺流程进行了彻底改造。
由于提高了金的理论和实际回收率,按2006年金渠金矿全年销售合质金平均价格145元/g,仅次一项年增加净利润480.4万元.
4结语
4.1该项目攻关前后经历一年多,发现并提出了针对小秦岭地区矿石浸出的特殊条件指标,并基本否定了金精矿浸出过程不能高碱浸出的传统理论。该项目落实并推广到生产后,可以提高4个百分点以上的回收率,每年为金渠金矿增加500万以上的利润,经济效益十分显著。
4.2通过采用“细磨、捂灰/碱浸预处理、高碱度”的手段,可大大减弱甚至消除该金精矿中含有的碲、磁黄铁矿等杂质对浸出的影响,这为针对直浸工艺难处理的含有有害杂质成分不高的金精矿浸出开辟了一条新思路。
4.3随着矿山向更深部开采和新开坑口矿石性质的变化,尤其是原矿贫化的加快,针对难处理矿、低品位矿金的回收率的研究与探索必然更加重要。
