玉米皮中阿魏酸超声辅助碱醇提取及大孔树脂纯化工艺优化
2023-11-20张乃丹佐兆杭庞惟俏
张乃丹,佐兆杭,王 颖,2,3,4,,孙 维,庞惟俏
(1.黑龙江八一农垦大学食品学院,黑龙江大庆 163319;2.国家杂粮工程技术中心,黑龙江大庆 163319;3.粮食副产物加工与利用教育部工程研究中心,黑龙江大庆 163319;4.黑龙江省农产品加工与质量安全重点实验室,黑龙江大庆 163319)
玉米(Zea maysL.)是世界总产量最高的粮食作物[1],在玉米的湿法加工过程中,可以获取多种物质。其中玉米皮是加工过程中分离出来的皮层部分,大约占玉米干重的14%[2-3]。在工业生产中,玉米皮多被用作饲料或者作为废物丢弃,利用不够充分、附加值低,造成了很大的资源浪费。玉米皮富含纤维素、淀粉、脂肪、蛋白质和酚酸等,其中酚酸主要为阿魏酸和二芥酸[4],其内阿魏酸含量高达3%[5]。阿魏酸是天然的抗氧化剂,具有多种生物活性,有良好的研究前景。目前已知阿魏酸及其衍生物具有抗动脉粥样硬化、防治心血管疾病的功效[6-7],同时还具有抗血栓[8]、抗菌消炎[9]、抗氧化[10]、抗突变和抗癌等作用[11],其在食品加工业、农业、医学等领域的研究和应用日益广泛[12-14]。
目前从米糠、麦麸中提取阿魏酸的研究比较成熟[15-17],但很少有以玉米皮为原料提取阿魏酸。阿魏酸在植物中主要是和细胞壁物质结合,碱液对玉米皮有良好的降解性,乙醇可以加快阿魏酸的提取,超声辅助能短时性的增加细胞壁的通透性,从而高效地提取出阿魏酸[18]。大孔吸附树脂可以通过其吸附性对化学物质进行分离作用,节省费用、稳定性高等优点[19]。
本研究结合以米糠和麦麸为原料的提取方法,采用碱醇法提取阿魏酸,再此基础上通过超声辅助进行提取。并通过大孔吸附树脂对阿魏酸提取液进行纯化。本研究增加了玉米皮附加值,为玉米皮深加工和阿魏酸开发提供理论依据和数据支持。
1 材料与方法
1.1 材料与仪器
玉米皮 山东博阳生物科技有限公司;阿魏酸标准品 成都瑞芬思公司;α-淀粉酶(4×104U/mL)、碱性蛋白酶(2×105U/g)、亚硫酸钠、氢氧化钠 北京索莱宝科技有限公司;盐酸、无水乙醇 辽宁泉瑞试剂有限公司;D101、HPD-100、AB-8 型大孔吸附树脂 北京索莱宝科技有限公司。
A390 型紫外分光光度计 上海翱艺仪器有限公司;AL104 型电子天平 上海梅特勒-托利多仪器;DK-8D 型水浴锅 山东千司科学仪器;KH-500GTDV超声波清洗机 昆山禾创超声仪器有限公司;5702离心机 德国Eppendorf 公司;TGL-16M 离心机湖南湘仪实验室仪器开发有限公司;旋转蒸发仪、真空冷冻干燥机 上海舜制仪器制造有限公司;ZD-9550 摇床 Kylin-Bell 公司。
1.2 实验方法
1.2.1 玉米皮预处理 玉米皮中具有较多的营养成分,可先除去玉米皮中的淀粉和蛋白质,降低提取液的粘度,降低其他成分对试验过程的影响。将玉米皮干燥粉碎后过60 目筛,按料液比1:10(g/mL)加入蒸馏水,放入60 ℃水浴锅中,使用NaOH 将pH 调至6.0,加入1%的α-淀粉酶反应1 h 后,灭酶(100 ℃,15 min)。等温度降到53 ℃时,使用NaOH 将pH调至9.0,加入2%的碱性蛋白酶反应2 h 后,灭酶(100 ℃,15 min)。等温度降至室温,4000 r/min 离心10 min,弃上清,蒸馏水清洗2 遍,将沉淀晾至干燥,得到去淀粉、去蛋白的玉米皮。
1.2.2 玉米皮中阿魏酸的提取 参考王蓓[20]的方法,称取10 g 预处理后的玉米皮,加入2%的亚硫酸钠,选取不同浓度的氢氧化钠溶液、碱醇比(NaOH:95%乙醇)和料液比(预处理后的玉米皮:碱醇混合液),在不同功率、时间和温度的超声波仪器中辅助提取。提取结束4000 r/min 离心10 min,用蒸馏水将沉淀洗涤2 次,合并上清,将pH 调节至4 进行酸化,得到玉米皮中阿魏酸粗提液,定容至一定容量,静置1 h 开始测定。
1.2.3 单因素实验设计
1.2.3.1 料液比对粗提液中阿魏酸提取量的影响保持碱液质量浓度4%,碱醇比2:1 g/mL,超声时间30 min,超声温度60 ℃,超声功率225 W,考察不同料液比(1:8、1:10、1:12、1:14、1:16 g/mL)对粗提液中阿魏酸提取量的作用。
1.2.3.2 碱液质量浓度对粗提液中阿魏酸提取量的影响 保持料液比1:12 g/mL,碱醇比2:1 g/mL,超声时间30 min,超声温度60 ℃,超声功率225 W,考察不同碱液质量浓度(0.5%、1%、2%、4%、6%)对粗提液中阿魏酸提取量的作用。
1.2.3.3 碱醇比对粗提液中阿魏酸提取量的影响保持料液比1:12 g/mL,碱液质量浓度4%,超声时间30 min,超声温度60 ℃,超声功率225 W,考察不同碱醇比(1:3、1:2、1:1、2:1、3:1、4:1 g/mL)对粗提液中阿魏酸提取量的作用。
1.2.3.4 超声时间对粗提液中阿魏酸提取量的影响保持料液比1:12 g/mL,碱液质量浓度4%,碱醇比2:1 g/mL,超声温度60 ℃,超声功率225 W。考察不同超声时间(15、30、45、60、75 min)对粗提液中阿魏酸提取量的作用。
1.2.3.5 超声温度对粗提液中阿魏酸提取量的影响保持料液比1:12 g/mL,碱液质量浓度4%,碱醇比2:1 g/mL,超声时间30 min,超声功率225 W,考察不同超声温度(20、40、60、80、100 ℃)对粗提液中阿魏酸提取量的作用。
1.2.3.6 超声功率对粗提液中阿魏酸提取量的影响保持料液比1:12 g/mL,碱液质量浓度4%,碱醇比2:1 g/mL,超声时间30 min,超声温度60 ℃,考察不同超声功率(125、150、175、200、225、250 W)对粗提液中阿魏酸提取量的作用。
1.2.4 响应面优化试验设计 在单因素实验的基础上,选取碱液质量浓度、碱醇比、超声温度和超声功率4 个因素,设计4 因素3 水平响应面试验。表1为因素水平表。
1.2.5 阿魏酸标准曲线的制定及含量的计算 参考张康逸等[21]方法,称取阿魏酸标准品10 mg,用95%乙醇溶解定容至100 mL 棕色容量瓶中,摇匀得到浓度为0.1 mg/mL 的阿魏酸标准品溶液,避光储存。将阿魏酸标准品溶液配制成0.001、0.002、0.003、0.004、0.005、0.006、0.007、0.008 mg/mL 的阿魏酸标样溶液。用紫外分光光度计在320 nm 波长处测定吸光值,绘制标准曲线。得到阿魏酸的标准曲线为y=53.345x+0.0051,R2=0.9991,式中y 为吸光度,x 为阿魏酸溶液浓度(mg/mL)。
将阿魏酸粗提液稀释至一定体积后,用紫外分光光度计于320 nm 处测定吸光值,进行3 次平行测定,利用标准曲线计算阿魏酸的提取量。计算阿魏酸提取量:
式中:X 为样品中阿魏酸浓度(mg/mL);V定为定容体积(mL);W 为样品的质量(g)。
1.2.6 大孔吸附树脂的预处理及选择 用95%乙醇浸泡D101、HPD-100、AB-8 三种大孔吸附树脂24 h后装入层析柱中,用乙醇流动冲洗,至流出液不浑浊,再将树脂中的乙醇用蒸馏水洗去。
参考谭诗涵等[22]的方法,称取处理好的树脂1 g,加入50 mL,0.3 mg/mL 的阿魏酸粗提液于振荡摇床中(25 ℃,120 r/min,24 h),测定阿魏酸浓度。将吸附液过滤,用蒸馏水洗涤树脂,加入50 mL 95%乙醇,置于振荡摇床后(25 ℃,120 r/min,24 h),吸取上层液通过紫外分光光度计测定其阿魏酸浓度。按照下式计算大孔树脂的吸附率和解析率,选取吸附和解析能力较优的大孔树脂进行后续实验。
式中:C0为吸附前样液中阿魏酸浓度(mg/mL);C1为吸附后上层液中阿魏酸浓度(mg/mL);C2为解吸后上层液中阿魏酸浓度(mg/mL)。
1.2.7 大孔吸附树脂纯化玉米阿魏酸 参考尹丽等[23]的方法,称取一定量预处理后的HPD-100 型大孔树脂,确定上样量,在选取不同的阿魏酸粗提液上样浓度、上样流速、洗脱液质量浓度和洗脱流速进行大孔树脂纯化,测定流出液中阿魏酸的回收率。
1.2.7.1 上样量的确定 将预处理后的HPD-100 型大孔吸附树脂湿法入层析柱中,高约5 cm,即床体积为15 mL。将阿魏酸提取液缓慢上柱,控制上样流速为3 mL/min,以15 mL 流出液体积为单位收集,测定流出液中阿魏酸的含量,得到阿魏酸的泄露率,确定最佳上样量。
1.2.7.2 上样浓度对回收率的影响 保持上样流速3 mL/min,乙醇质量浓度75%,洗脱流速1 mL/min,考察不同上样浓度(0.1、0.2、0.3、0.4 mg/mL)对回收率的影响。
1.2.7.3 上样流速对回收率的影响 保持上样浓度0.3 mg/mL,乙醇质量浓度75%,洗脱流速1 mL/min,考察不同上样流速(2、3、4、5 mL/min)对回收率的影响。
1.2.7.4 乙醇质量浓度对回收率的影响 保持上样浓度0.3 mg/mL,上样流速3 mL/min,洗脱流速1 mL/min,考察不同乙醇质量浓度(35%、55%、75%、95%)对回收率的影响。
1.2.7.5 洗脱流速对回收率的影响 保持上样浓度0.3 mg/mL、上样流速3 mL/min、乙醇质量浓度75%。考察不同洗脱流速(0.5、1、1.5、2 mg/mL)对回收率的影响。
1.2.8 响应面优化试验设计 在单因素实验的基础上,选取上样浓度、上样流速、乙醇质量浓度和洗脱流速4 个因素,设计4 因素3 水平响应面试验。表2为因素水平表。

表2 响应面因素水平表Table 2 Response surface factor level table
1.2.9 回收率的计算 参考尹丽等[23]的方法,计算回收率,公式如下:
式中:C0为吸附前样液中阿魏酸浓度(mg/mL);C2为解吸后上层液中阿魏酸浓度(mg/mL);V1为吸附液体积(mL);V2为解析液体积(mL)。
1.2.10 阿魏酸纯度检测 将纯化后的阿魏酸溶液用流动相稀释,用0.45 μm 微孔滤膜过滤后,加入进样瓶中,采用Ultimate Plus-C18(4.6×150 mm,5 μm),流动相为乙腈:0.1%磷酸水=22:78,流速为1.0 mL/min,柱温为30 ℃,进样量为10 μL,在320 nm 波长处进行检测,并采用峰面积归一法观察阿魏酸的纯度[24]。
1.3 数据处理
所有实验均重复三次平行,采用SPSS 21.0、Design Expert 8.0.6 和Excel 2021 软件进行统计分析和图形绘制。
2 结果与分析
2.1 超声辅助碱醇法提取玉米皮中阿魏酸的实验结果
2.1.1 单因素实验结果
2.1.1.1 料液比对阿魏酸提取量的影响 由图1 可知,随着料液比的降低阿魏酸提取量随之增加,提取量在1:12 g/mL 时达到最高值,之后随着液体的增加阿魏酸提取量降低。可能是由于过多的提取液中和了游离出来的阿魏酸导致提取量降低。因此,在此试验条件下,最佳料液比为1:12 g/mL。

图1 料液比对阿魏酸提取量的影响Fig.1 Influence of solid-liquid ratio on ferulic acid extraction
2.1.1.2 碱液质量浓度对阿魏酸提取量的影响 由图2 可知,随着碱液质量浓度的增加,提取量在4%时达到最高值,之后阿魏酸提取量呈下降趋势。可能是由于较小的碱液质量浓度不能使阿魏酸与大分子物质分离,而碱液质量浓度增加时提取液的黏度可能会随之增大,所以较低或较高的碱液质量浓度都会导致阿魏酸的释放受到抑制[18]。因此,在此实验条件下,最佳碱液质量浓度为4%。
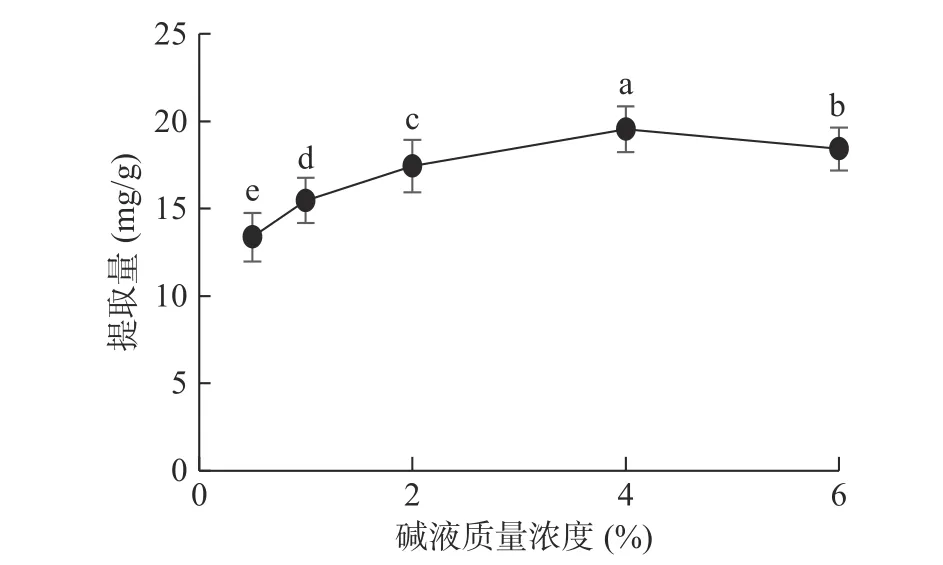
图2 碱液质量浓度对阿魏酸提取量的影响Fig.2 Influence of lye mass concentration on ferulic acid extraction
2.1.1.3 碱醇比对阿魏酸提取量的影响 由图3 可知,碱醇比为2:1 g/mL 时阿魏酸的提取量达到最高值。可能是由于较少的碱液可能无法打开连接的酯键,只释放出部分的阿魏酸,而较多的碱液会导致提取液的黏度大,影响阿魏酸释放[20],导致阿魏酸提取量降低。因此,在此实验条件下,最佳碱醇比为2:1 g/mL。
2.1.1.4 超声时间对阿魏酸提取量的影响 由图4可知,超声时间30 min 时提取量达到最高值,随着超声时间的增加提取量缓慢降低。可能是由于超声时间越长阿魏酸暴露在空气中容易被氧化破坏[25]。因此,在此实验条件下,最佳超声时间为30 min。

图4 超声时间对阿魏酸提取量的影响Fig.4 Influence of ultrasonic time on ferulic acid extraction
2.1.1.5 超声温度对阿魏酸提取量的影响 由图5可知,随着超声温度的增加阿魏酸的提取量逐渐增加,提取量在60 ℃时达到最高值,之后随着超声温度的增加阿魏酸的提取量呈下降趋势。可能是由于过高的温度导致阿魏酸与其他物质发生反应,从而降低了阿魏酸的提取量[18]。因此,在此实验条件下,最佳超声温度为60 ℃。

图5 超声温度对阿魏酸提取量的影响Fig.5 Influence of ultrasonic temperature on ferulic acid extraction
2.1.1.6 超声功率对阿魏酸提取量的影响 由图6可知,随着超声功率的增加阿魏酸的提取量逐渐增加,提取量在225 W 时达到最高值,之后随着超声功率的增加阿魏酸提取量呈下降趋势。可能是由于过大的超声功率会导致游离的阿魏酸不稳定从而促使其分解,降低提取量[25]。因此,在此实验条件下,最佳超声功率为225 W。

图6 超声功率对阿魏酸提取量的影响Fig.6 Influence of ultrasonic power on ferulic acid extraction
2.1.2 响应面优化试验结果 以单因素实验为参考选取4 个影响较大的因素,以阿魏酸提取量为指标,设计4 因素3 水平的响应面试验,确定最佳提取工艺条件。
通过Design Expert 8.0 软件对表3 数据进行处理,得到二次多项回归方程:Y=22.41+0.26A+0.32B+0.3C+0.21D+0.027AB+0.2AC-0.22AD+0.8BC+0.36BD+-0.077CD-1.84A2-1.56B2-1.45C2-1.72D2

表3 响应面试验设计及阿魏酸提取量Table 3 Response surface test design and ferulic acid extraction
表4 为响应面回归模型的方差分析。可知回归模型极显著(P<0.0001),而回归方程失拟项P值为0.2691>0.05,检验结果不显著,表明该模型能够很好地将实验值真实地反映出来,并利用此回归方程取代试验实际点对玉米皮中阿魏酸的提取进行预测和分析。由方差分析表可知,因素A、B、C 和D 对玉米皮中提取阿魏酸的提取量有极显著(P<0.0001)影响,各因素对玉米皮中提取阿魏酸的提取量影响顺序依次为碱醇比>超声温度>碱液质量浓度>超声功率。

表4 方差分析及显著性检验表Table 4 Variance analysis and significance test table
由图7 可知,响应面图的曲面越陡峭,两个因素之间相互作用越强,等高线越密集并会呈现出椭圆形[26-27]。AC 交互和AD 交互作用对响应值有显著性影响,且BC 交互与BD 交互曲面弯曲程度相较前二者更大。经Design Expert 8.06 优化玉米皮中提取阿魏酸工艺参数:碱液质量浓度4.16%、碱醇比2.15:1 g/mL、超声温度58.92 ℃、超声功率228.75 W。此条件下阿魏酸的提取量预测值可达22.47 mg/g。为验证试验结果真实性,考虑到实践操作可行性,优化工艺参数为料液比1:12 g/mL、碱液质量浓度4%、碱醇比2:1 g/mL,超声时间30 min,超声温度59 ℃,超声功率229 W,重复3 次试验进行验证,得到阿魏酸提取量为22.31 mg/g(误差0.71%),证明优化的工艺参数具有准确性。


图7 各因素交互作用对阿魏酸提取量的响应面图和等高线图Fig.7 Response surface and contour plots of the interaction of factors on ferulic acid extraction
2.2 大孔吸附树脂法纯化阿魏酸实验结果
2.2.1 大孔吸附树脂静态吸附与解析实验结果 由图8 可以看出,三种大孔吸附树脂对玉米阿魏酸提取液的吸附率大小顺序为:HPD-100>D101>AB-8;解析率大小顺序为:HPD-100>AB-8>D101。HPD-100 型大孔吸附树脂适用于天然产物(黄酮类、萜类、酚酸类等)的提取分离[28]。因此,选用HPD-100 大孔吸附树脂进行实验。
2.2.2 大孔吸附树脂纯化玉米阿魏酸试验结果
2.2.2.1 上样量的确定 由图9 可知,床体积超过6 BV 时,随着上样量的增加,阿魏酸大量泄露损失。因此,最佳上样量为6 倍床体积。

图9 玉米阿魏酸泄露曲线Fig.9 Ferulic acid leakage curve of corn
2.2.2.2 上样浓度对回收率的影响 由图10 可知,回收率随着上样浓度的增加,呈现上升的趋势,0.3 mg/mL 最高,后又出现下降趋势,这可能是由于上样浓度较低时树脂的处理量大,吸附率也大。而较高的浓度可能会增加粘度从而影响树脂的吸附能力[20]。因此,在此实验条件下,最佳上样液浓度为0.3 mg/mL。

图10 不同上样浓度对回收率的影响Fig.10 Influence of different loading concentration on recovery rate
2.2.2.3 上样流速对回收率的影响 由图11 可知,回收率随着上样流速的增加,呈现先升高,在3 mL/min时最高,后又呈现下降趋势。可能是由于太慢的流速会浪费大量的时间,导致大孔树脂表面出现堵塞,而过快的流速时大孔树脂和样品的接触时间过短,使样品不能在大孔树脂表面充分吸附,导致泄露率增加,损失增加[29]。因此,在此实验条件下,最佳上样流速为3 mL/min。

图11 不同上样流速对回收率的影响Fig.11 Influence of different loading velocity on recovery rate
2.2.2.4 乙醇质量浓度对回收率的影响 由图12 可知,回收率随着乙醇质量浓度的增加而呈现上升趋势,在75%时达到最高值,随后呈现下降趋势。可能是由于乙醇质量浓度较低时洗脱不彻底,而过高浓度的乙醇会导致大量的样品和杂质一起被洗脱下来,导致回收率和质量降低[30]。因此,在此实验条件下,最佳乙醇质量浓度为75%。

图12 不同乙醇质量浓度对回收率的影响Fig.12 Influence of different concentration of ethanol on recovery rate
2.2.2.5 洗脱流速对回收率的影响 由图13 可知,回收率随着洗脱流速的增加呈现先升高,在1 mL/min处最高,之后呈现下降的趋势。可能是由于较快的洗脱流速样品没有充足的时间从大孔树脂中分配到洗脱剂中[31]。因此,在此实验条件下,最佳洗脱流速为1 mL/min。

图13 不同洗脱流速对回收率的影响Fig.13 Influence of different elution velocity on recovery rate
2.2.3 响应面优化试验结果 以单因素实验为参考,以阿魏酸回收率为指标,设计4 因素3 水平的响应面试验,确定最佳纯化工艺条件。
通过Design Expert 8.0 软件对表5 数据进行处理,得到二次多项回归方程:Y=95.41+0.47A+0.55B-0.15C+0.53D+0.14AB+0.075AC+0.038AD+0.07BC-0.25BD+0.56CD-1.55A2-2.16B2-1.91C2-2.19D2

表5 响应面试验设计及阿魏酸回收率Table 5 Response surface design and ferulic acid recovery rate
表6 为响应面回归模型的方差分析。可知回归模型极显著(P<0.01),而回归方程失拟项P值为0.5137>0.05,检验结果不显著,表明该模型能够很好地将实验值真实的反映出来,并利用此回归方程取代试验实际点对玉米阿魏酸的纯化进行预测和分析。由方差分析表可知,因素A、B、C 和D 对玉米皮阿魏酸的回收率有极显著(P<0.01)影响,各因素对玉米皮阿魏酸的回收率顺序依次为上样流速>洗脱流速>上样浓度>乙醇质量浓度。

表6 方差分析及显著性检验表Table 6 Variance analysis and significance test table
由图14 可知,AB 交互、BD 交互和CD 交互曲面弯曲程度均较大,且AB 交互弯曲程度大于BD与CD,与回归方程的方差分析结果一致。经Design Expert 8.06 优化玉米皮阿魏酸的回收率工艺参数:上样浓度0.32 mg/mL,上样流速3.13 mL/min,乙醇质量浓度74.6%,洗脱流速1.06 mL/min。此条件下玉米皮阿魏酸的回收率预测值可达95.52%。为验证试验结果真实性,考虑到实践操作可行性,优化工艺参数为上样浓度0.3 mg/mL,上样流速3 mL/min,乙醇质量浓度75%,洗脱流速1 mL/min,重复3 次试验进行验证,得到玉米皮阿魏酸的回收率为95.17%(误差0.37%),证明优化的工艺参数具有准确性。
2.2.4 阿魏酸纯度检测 图15 为纯化后阿魏酸的高相液相色谱图。通过面积归一法得出面积,得到纯化后的阿魏酸纯度为81.56%。

图15 纯化后阿魏酸高效液相色谱图Fig.15 HPLC of ferulic acid after purification
3 结论
本研究采用超声辅助碱醇法提取,通过单因素实验和响应面优化试验得出最佳提取工艺条件为:料液比1:12 g/mL,碱液质量浓度4%,碱醇比2:1 g/mL,超声时间30 min,超声温度59 ℃,超声功率229 W。此条件下阿魏酸的提取量可达22.31 mg/g。进一步通过大孔吸附树脂法对玉米阿魏酸进行纯化,通过静态吸附方法选出吸附和解吸能力最好的HPD-100 大孔吸附树脂进行玉米阿魏酸的分离纯化。并在动态吸附方法中确定最佳上样量为6 倍床体积,在通过单因素实验和响应面优化试验得出最佳纯化工艺条件为:上样浓度0.3 mg/mL,上样流速3 mL/min,乙醇质量浓度75%,洗脱流速1 mL/min。此条件下玉米皮阿魏酸的回收率可达95.17%,阿魏酸纯度为81.56%。本研究增加了玉米皮附加值,为玉米皮深加工和阿魏酸开发提供理论依据和数据支持。
