轮胎胎面定长的影响因素及过程能力提高方法
2023-10-27董青松
董青松
[倍耐力轮胎(焦作)有限公司,河南 焦作 454000]
随着汽车工业的繁荣发展,汽车制造相关的行业标准不断推陈出新,日渐完善,各项要求也不断深入至下游零部件的生产过程。轮胎作为汽车的重要组成部分,在保障驾驶安全方面发挥着重大的作用,其生产过程的稳定性直接或间接影响驾驶者的操纵体验。为了保障轮胎产品的可靠性,持续有效地对轮胎生产过程进行管控至关重要。在质量管理的发展历程中,先后经历了质量检验阶段、统计过程控制(SPC)阶段、全面质量管理阶段,由成品检验逐步转化为前端流程中的过程控制。其中,SPC及过程能力提高已成为企业管理中常用的质量管控手段。
本工作主要探讨轮胎生产过程中胎面定长的影响因素及其过程能力的提高方法。
1 胎面定长及其过程能力
1.1 胎面定长
轮胎的主体材料橡胶属于弹性体材料,具有加工过程复杂多变,半成品尺寸控制难度较大的特点。轮胎与路面直接接触的部件为胎面,其对耐磨性能、抗刺扎性能和抓着性能要求较高[1-2]。虽然胎面的主体材料为橡胶,但是胎面胶、基部胶和翼胶的橡胶种类不同,其物理性能也存在差异,胎面生产过程需要将不同胶料结合在一起并达到标准要求的尺寸,这增大了保持胎面加工稳定性的难度。为了保持产品的一致性,胎面的宽度、厚度和轮廓尺寸都是生产中的关键控制项目,甚至胎面的收缩、拉伸和气孔率等都需要纳入胎面生产管控[3]。从轮胎生产流程划分,影响胎面定长的核心工序包括胎面挤出过程和成型工序胎面供料过程。
胎面定长测量是在成型工序胎面供料过程中进行的。根据产品规格施工要求,成型需要将胎面裁断为规定长度进行使用,胎面裁断完成后对其长度进行测量,由于胎面挤出状态的差异和成型供料裁断系统的过程波动,实际生产中胎面的长度总是略有波动的。本工作中胎面定长主要分析根据特定设置长度裁切的一系列胎面实际长度的稳定性。
1.2 过程能力
根据统计学原理可知,胎面长度的数据分布可以近似地用正态分布来进行分析,为了研究胎面长度的稳定性程度,可以采用SPC的质量工具来进行探究。SPC包含两方面内容,一方面可以绘制控制图,根据控制图中是否有异常点来判断过程是否稳定或受控,另一方面可以通过计算过程能力指数(Cp,Cpk,Pp和Ppk)来判断过程能力。Cp和Pp可以表征数据分布的分散程度,其值越大,数据分布越窄;Cpk和Ppk可以表征数据分布的中心趋势,其值越大,数据分布越靠近中心。由于本工作主要分析胎面长度的稳定性,故着重分析Cp和Pp。
1.3 取样及Cp,Cpk,Pp和Ppk的计算
Cp,Cpk,Pp和Ppk的计算需要采集胎面长度数据,数据采集前通常需制定取样计划。SPC方法采集数据要求分为子组进行采样,一般收集25个子组,子组容量为5个样品。采样的合理性是整个分析结果是否合理可靠的关键,通常子组内的取样尽量连续进行,子组间的取样要有间隔,可以是不同班次的、不同日期的取样等。取样过程需符合随机化的原则,不应刻意采用某些特殊的样本,如发生明显变形的胎面等。采集数据过程中还应考虑到测量系统的影响,为保证结果的可靠性,应尽量安排同一测量员采用同样的测量方法,如测量的起始位置保持相同等。数据采集完成后可以将其整理进表格,也可以借助Minitab或其他统计分析软件快捷地计算Cp,Cpk,Pp和Ppk。
2 胎面挤出对胎面定长过程能力的影响
2.1 挤出过程的影响因素
胎面的生产主要是通过螺杆挤出机配合联动生产线实现的。胎面挤出过程是将胶料喂料至不同的螺杆挤出机内,在设计好的温度、压力和转速等条件下,通过流道、预口型、口型板挤出符合工艺要求的半制品,并经过联动线[4]传输,最终卷曲到胎面小车内的过程。由于橡胶属于弹性体,易于发生拉伸、变形问题,且胎面在存放期间易发生收缩[5],因此挤出过程中胎面的状态会间接影响胎面裁断完成后胎面长度稳定性。胎面裁断完成后会发生收缩现象,导致胎面长度缩短且局部厚度增大。根据生产经验,胎面挤出的速度、口型设计、喷淋冷却状态、联动线强制收缩设计、生产线速度匹配性、卷曲张力设置、浮动装置的工作连贯性等均会影响胎面的收缩情况,故这些过程参数的合理设计与严格控制至关重要[6-11]。如何优化过程参数,减小胎面的收缩率,进而改善胎面定长的稳定性,成为胎面挤出工艺的改进目标。本工作重点关注胎面挤出口型设计和浮动辊状态对胎面收缩情况的影响。
2.2 胎面收缩率的测定方法
为了使胎面收缩情况能够量化地进行表征,以判断不同因素对胎面收缩情况的影响程度,指定了胎面收缩率的测量方法,用可以量化的指标来表示胎面挤出后收缩的严重程度。具体测定方法如下:首先制作长度为50 cm的可以在胎面上进行打标的特殊辅助工具;在胎面挤出后联动线上使用该工具在胎面上打标,此时两个打标点间距为50 cm,然后将胎面在卷曲前从联动线上裁断并放置在光滑的平面上,任其自由收缩,1 min,2 min,3 min,5 min,10 min,30 min,1 h,2 h,4 h后分别对胎面两个打标点间距进行测量并记录数据。统计数据显示:前几分钟内随着时间的延长,两个打标点间距明显缩短,直到胎面收缩至一定程度后间距趋于稳定,保持不变;通过比较两个打标点最终间距与初始间距(50 cm)来衡量胎面的收缩情况。自定义胎面收缩率计算公式为:[(初始间距-最终间距)/初始间距]×100%。
2.3 挤 出口型设计对胎面收缩率和胎面定长过程能力的影响
胎面挤出口型设计与胎面设计密切相关[12-14]。为了研究挤出口型设计对胎面收缩和胎面定长稳定性的影响,制作特殊试验口型,使得挤出口型尺寸小于实际胎面挤出尺寸。这主要是考虑到若挤出口型小,为了保证挤出胎面轮廓尺寸和设计尺寸一致,胎面需处于挤压的状态,充分挤压有助于减小挤出胎面的收缩率。为了对比,选取实际生产规格进行试验,标准口型是胎面设计尺寸与挤出口型尺寸之比为1∶1,试验口型则为1∶0.95。首先收集两种口型挤出胎面的收缩数据计算收缩率,然后使用不同口型分别挤出一批胎面并停放相同的时间后,分别测量裁断后胎面长度,计算胎面定长Pp,结果见表1。

表1 挤出口型设计对胎面收缩率和胎面定长Pp的影响
从表1可以看出:调整挤出口型设计后,胎面收缩率从9.43%降至4.04%,胎面收缩情况大大改善;Pp从1.09增大到1.27,表明数据分布整体变窄,裁断后胎面长度的稳定性提高。
2.4 浮 动辊状态对胎面收缩和胎面定长过程能力的影响
胎面从挤出机挤出后,在联动线上向下一道工序传送,联动线是由多个独立运动的传送带组成的,每一段都可以单独调控速度,每段之间通常由浮动辊来进行协调使整体过程稳定,速度前快后慢时浮动辊降低,速度前慢后快时浮动辊升高。浮动辊的设置通常是通过配重进行调节,不合适的配重可能导致速度前慢后快时胎面被拉伸。为了探究配重对胎面收缩率和胎面定长稳定性的影响,选定某规格胎面,在保证其他工艺参数不变的情况下,仅调整浮动辊配重,在30和60 N两种配重设置水平下分别生产胎面,记录胎面收缩数据,计算胎面收缩率;分别测量裁断后胎面长度,结果见表2。

表2 浮动辊配重对胎面收缩率和胎面定长Pp的影响
从表2可以看出,浮动辊配重对胎面收缩率和胎面长度稳定性有明显影响,对于试验规格胎面,与浮动辊配重60 N相比,浮动辊配重30 N时胎面收缩率更小,Pp更大。
3 成型过程对胎面定长过程能力的影响
3.1 胎面定长过程
胎面挤出完成后,在成型过程中实现与带束层等其他部件的贴合。供料系统可以实现胎面从小车中导开、定长裁断、传送到带束鼓的一系列动作。胎面定长和裁断的精确度直接影响胎面长度的稳定性,因此胎面定长过程能力的改进与成型过程胎面供料过程的优化密不可分。胎面从小车导开后在传送带上前进时,经过计数器时开始计数,若生产需要的长度为L,则经过计数器位置1后再前进L-m(胎面裁刀与计数器位置1间距离)即可停止前进,并启动程序触发裁刀进行裁断动作。现在尝试将计数器位置移至位置2处,则胎面经过计数器后,再前进L-n(胎面裁刀与计数器位置2间距离)时启动裁刀进行裁断动作,如图1所示。该改进措施的意义在于改进后胎面裁刀与计数器位置间距离变大,计数长度减小,误差减小。此外,提高计数器的精度,可以使计数长度和整体长度更准确,胎面定长过程更稳定。
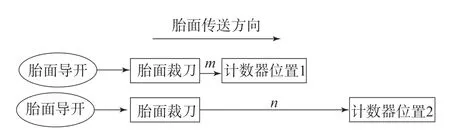
图1 胎面定长过程改进示意
3.2 胎面定长过程能力
设备改造前后,分别采集裁断完成后的胎面长度数据,利用Minitab软件分别计算Pp和Cp,并进行对比以判断胎面定长过程能力是否得到改进。分别收集25个子组样本,每个子组的样本容量为5个胎面的数据,结果表明,设备改造前Cp为1.22,Pp为1.17,设备改造后Cp为1.44,Pp为1.55。由此可知,设备改造对胎面定长过程能力的提升有积极作用,设备改造后胎面长度数据整体分布更集中,胎面定长稳定性提高。
4 改进效果
按照轮胎生产流程,胎面裁断完成后,将传送并敷贴到带束鼓上完成与带束层的贴合,贴合时胎面绕鼓1周之后首尾相接,形成圆周。胎面定长过程能力不足时,胎面长度波动大,胎面绕鼓1周后首尾相接的接头量有大小差异。根据工艺标准要求,接头量大小不符合要求时需废弃该胎面,导致成本浪费和时间损失。错误使用胎面,如胎面太短时人为拉伸或太长时接头过大,都会引发轮胎均匀性缺陷,尤其是对动平衡指标的影响较大。动平衡指标通常是由材料不均匀拉伸、质量分布不均匀造成的。因此,胎面定长过程能力提高后,胎面长度更稳定,对于整个轮胎制造过程都有积极的效果。工序提高了流程中的过程能力,并间接地减少了成品检验阶段不合格品的发生率,这也是前期控制的益处。
轮胎连续生产中采取以下管控措施对于持续保障胎面长度的稳定性至关重要。
(1)胎面长度的统计和过程控制。周期性地对裁断后的胎面长度进行测量,并绘制SPC图,保证该过程的持续稳定与可控。
(2)挤出联动线浮动辊的管理应纳入预防性设备维护计划,对浮动辊配重进行定期检查,以确保其不会造成胎面的拉伸。
(3)胎面收缩率定期检查。根据不同胶种和胎面规格,分别定期测量胎面收缩率,保证胎面挤出质量的持续稳定。
据统计,胎面定长过程能力提高后平均单机台胎面废弃数量由原来的每班4—5条减至1—2条。
5 结语
轮胎制造过程中胎面长度的稳定性对轮胎的均匀性和动平衡指标至关重要,提高胎面长度的稳定性是保障轮胎综合性能的重要措施。试验表明优化胎面挤出工序过程设计、降低胎面收缩率、优化成型工序裁断定长系统、提高设备的定长精度等都对胎面定长稳定性产生积极作用。在轮胎制造过程中,将挤出和成型两个工序识别到的关键因素纳入日常生产管理对于持续保障胎面定长稳定性非常重要。
