基于ABB 工业机器人涂胶工作站的设计与研究
2023-10-24庞猛
庞 猛
(山东技师学院,山东 济南 250200)
0 引言
伴随着我国经济的快速增长,大数据物联网、人工智能、智能制造等新兴技术的发展,汽车制造业发生了翻天覆地的变化。随着消费者对于汽车的高要求和个性化定制,企业对于产品质量的严格把控,开始将工业机器人应用到汽车的生产线中[1],使得汽车制造业生产效能得以提升。汽车制造业中,汽车玻璃的涂胶工作大多以人工装置为主,汽车玻璃涂胶方面人工作业有着涂胶精度低、涂胶不均、涂胶效率低等问题。进而引起汽车玻璃的密封性达不到工业要求,严重的可能引起汽车玻璃的损坏。而且涂胶的胶体会危害工作人员的身体健康,长期工作在此环境中将会引起多种疾病。
对涂胶工作站进行机械安装、电气接线、编程和联调,同时利用ABB-IRB120 机器人完成点位的示教、路径规划、程序的编写。通过ABB-IRB120 机器人的I/O 信号与涂胶供料站、涂胶装配站S7-200 SMART PLC 进行通讯连接,完成机器人站、涂胶供料站、涂胶装配站之间的信号交互[2],为机器人涂胶工作站的设计与应用提供基础设计依据[3]。
1 工业机器人涂胶工作站简介
工业机器人涂胶工作站通过ABB 机器人抓取胶枪夹具完成汽车玻璃的涂胶,吸盘夹具吸附玻璃在涂胶供料站利用胶枪完成玻璃胶的供应,把玻璃放置到正确位置。设计的涂胶工作站如图1 所示。

图1 涂胶工作站
工业机器人站、涂胶装配站、涂胶供料站通过S7-200 SMART PLC 完成站与站之间的通讯[4],实现整个涂胶工作站信号交互;涂胶装配站通过步进电机和光电传感器实现汽车模型的运动以及点位的检测;工业机器人根据涂胶装配站、涂胶供料站的信号反馈完成胶枪夹具和吸盘夹具对汽车模型的动作。
2 工业机器人涂胶工作站设计
2.1 系统设计与工作流程分析
工业机器人站主要有基板、操作面板、导向轮、电气安装板、双吸盘夹具、胶枪夹具、平行夹具、电磁阀组、气源处理器等组成[4],电气部分由六关节工业机器人空气开关、可编程控制器、中间继电器、操作按钮等组成,电气的大部分器件安装在安装板上,操作按钮安装在设备的正前沿,便于操作。图2 是ABB 机器人工作站工作流程图,图3 是涂胶工作站工作流程图。
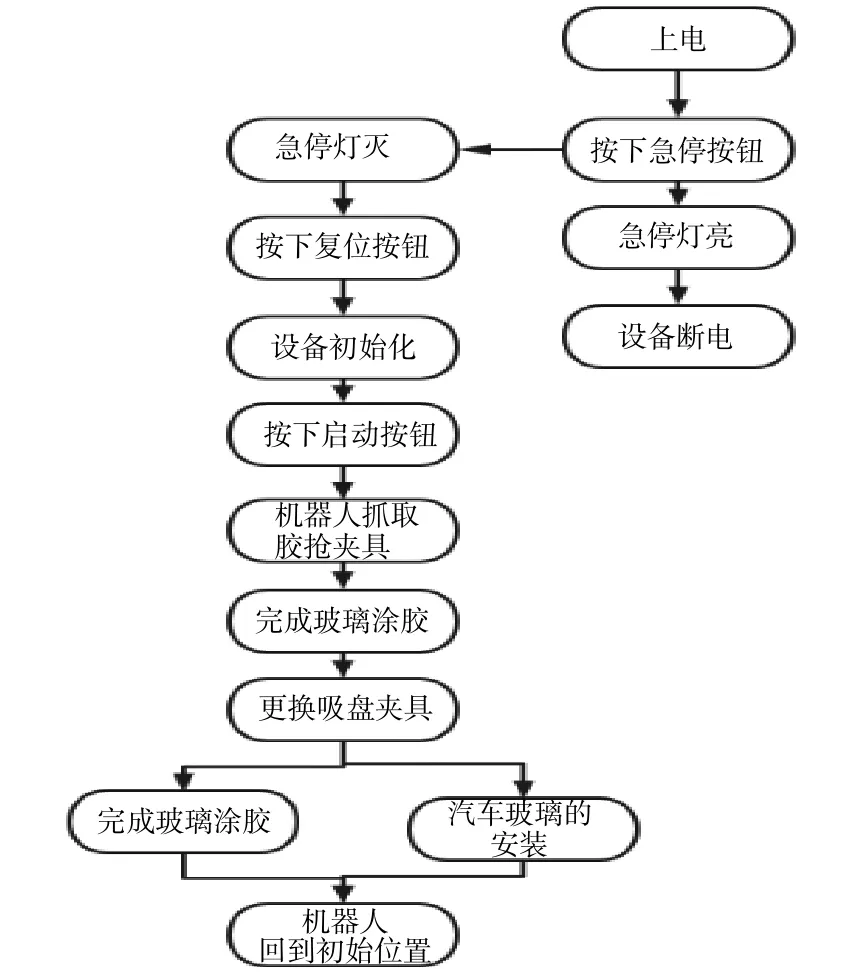
图2 ABB 机器人工作站工作流程图
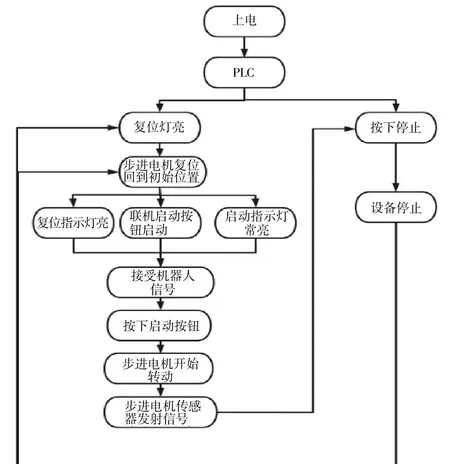
图3 涂胶工作站工作流程图
工作流程如下:系统准备完毕后,按下急停按钮,急停灯亮;旋出急停按钮,急停灯灭,复位灯闪烁;按下复位按钮,复位灯亮,机器人回到初始位置,涂胶装配站转盘回到原点,检测涂胶装配站传感器转盘是否到位,检测涂胶供料站传感器上料位是否回到初始位置;按下启动按钮,机器人抓取胶枪夹具,完成汽车模型玻璃的涂胶,更换吸盘夹具完成玻璃涂胶,汽车玻璃的安装,机器人最后回到初始位置。系统上电后,PLC 状态处于运行状态,设备开始复位,步进电机复位回到初始位置,复位指示灯亮;联机启动按钮启动,启动指示灯常亮,等待机器人启动信号,按下启动按钮,步进电机开始转动,到达位置后,步进电机传感器发射信号,步进电机停止运动。在系统运行的过程中按下停止按钮,步进电机停止运动,待设备复位后,步进电机复位,同时复位指示灯闪烁。
2.2 工业机器人、涂胶供料站、涂胶装配站之间的通讯连接
工业机器人涂胶工作站中工业机器人站为主站,涂胶装配站和涂胶供料站为从站。工业机器人站采用S7-200 作为系统单元控制器,涂胶装配站和涂胶供料站采用S7-200 SMART PLC 系统单元控制器,系统通讯设计的过程中,西门子S7-200 SMART PLC 作为中央控制系统,采用现场总线Profinet 进行通讯[5],实现PLC 与机器人I/O 板之间连接进行通讯。站与站之间的通讯连接采用向导中的“GET/PUT”指令建立本地IP、本地地址和远程IP、远程地址,通过在主站中调用通讯自程序NET-EXE 实现主站与从站之间的通讯连接,图4 是PLC 通讯部分程序。表1 为机器人涂胶工作站I/O 信号。通讯建立的过程中,注意IP 和本地地址、远程地址的建立,注重准确性,调试过程中避免出现通讯连接失败的状况。
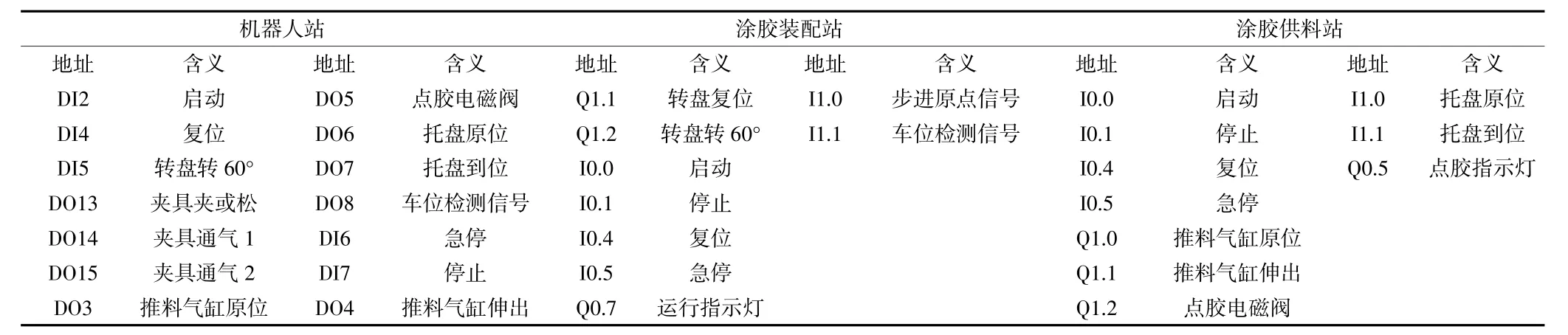
表1 机器人涂胶工作站I/O 信号
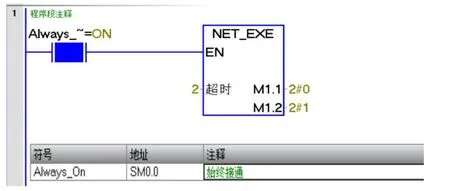
图4 PLC 通讯部分程序
3 工业机器人涂胶工作站程序编写与联调
3.1 工业机器人站程序设计
工业机器人编程采用robotstudio 软件离线编程,进行点位示教,程序的编写过程中需完成I/O 信号配置,如图5 所示,完成机器人在运行的过程中的最优路径运行,工业机器人实现涂胶功能。
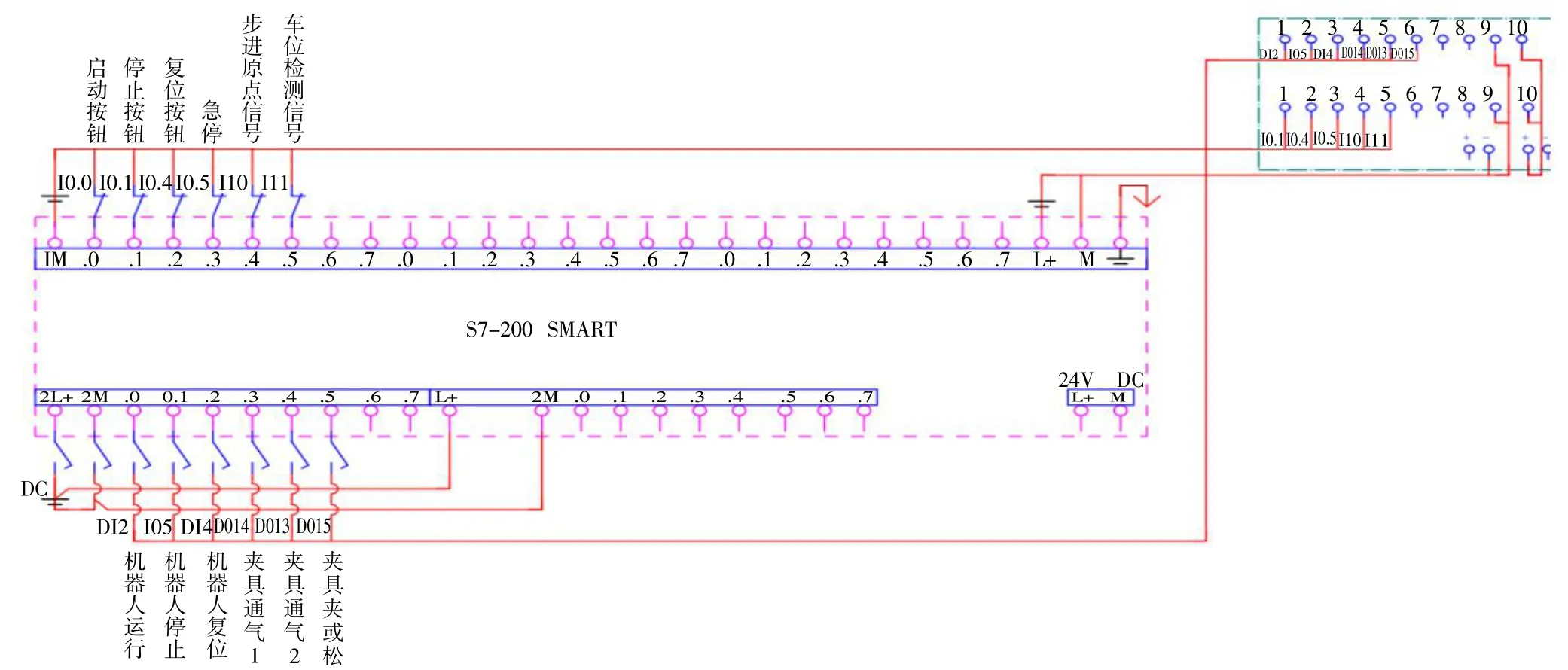
图5 ABB 机器人涂胶工作站PLC 控制接线图
当机器人接到启动信号后,开始执行涂胶程序。机器人的程序主要包含下面几个子程序:机器人初始化子程序init,取夹具子程序pick,放夹具子程序place,汽车玻璃涂胶子程序tujiao、吸附玻璃子程序xifu。
程序编写过程中采用主程序调用子程序的框架,机器人工作站采用主程序调用子程序框架编写,保证程序的可读性以及提高了可维护性,编程逻辑清晰,减少了冗余程序。
3.2 PLC 程序设计
3.2.1 PLC 选型
工业机器人站主控PLC 选用CPU SR40,1 个24点输入模块、16 点输出模块,用于机器人的控制和从站之间信息的交互。涂胶装配站和涂胶供料站需用CPU ST30,1 个20 点输入模块、12 点位输出模块,用于步进电机的控制和胶枪信号的控制。
3.2.2 PLC 程序编写
PLC 程序设计的过程中,机器人站、涂胶装配站、涂胶供料站根据实际的工作流程完成程序的编写。程序编写的过程中,注意站与站之间通讯程序的编写。
(a)机器人站部分PLC 程序,编写程序如图6所示。
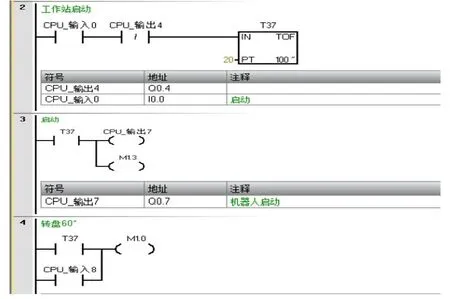
图6 机器人站部分PLC 程序
(b)涂胶供料站部分PLC 程序,编写程序如图7所示。
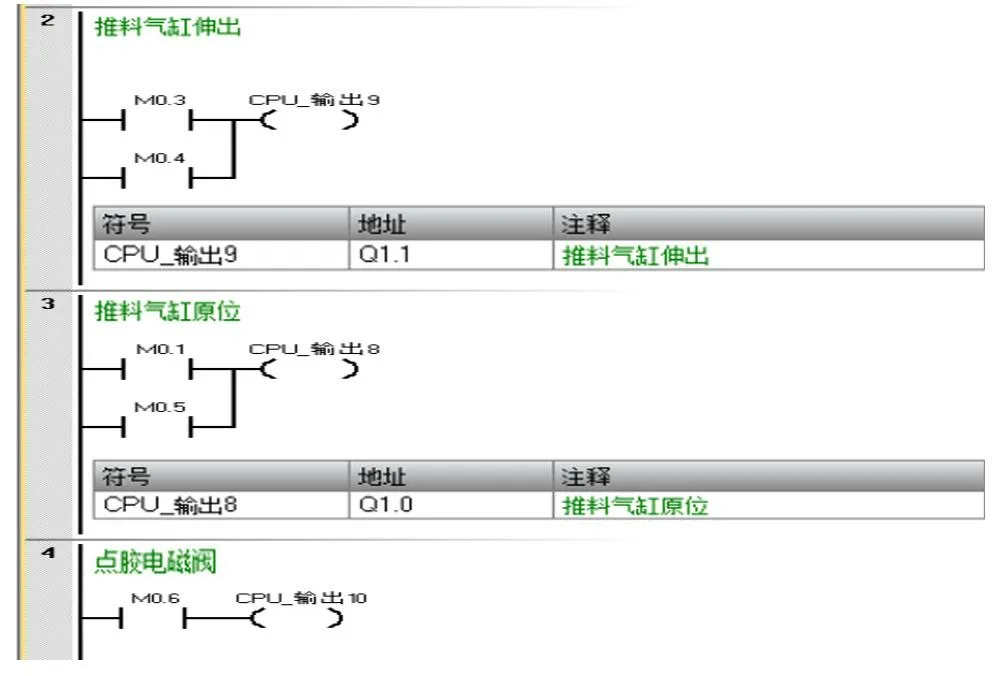
图7 涂胶供料站部分PLC 程序
(c)涂胶装配站部分PLC 程序,编写程序如图8所示。
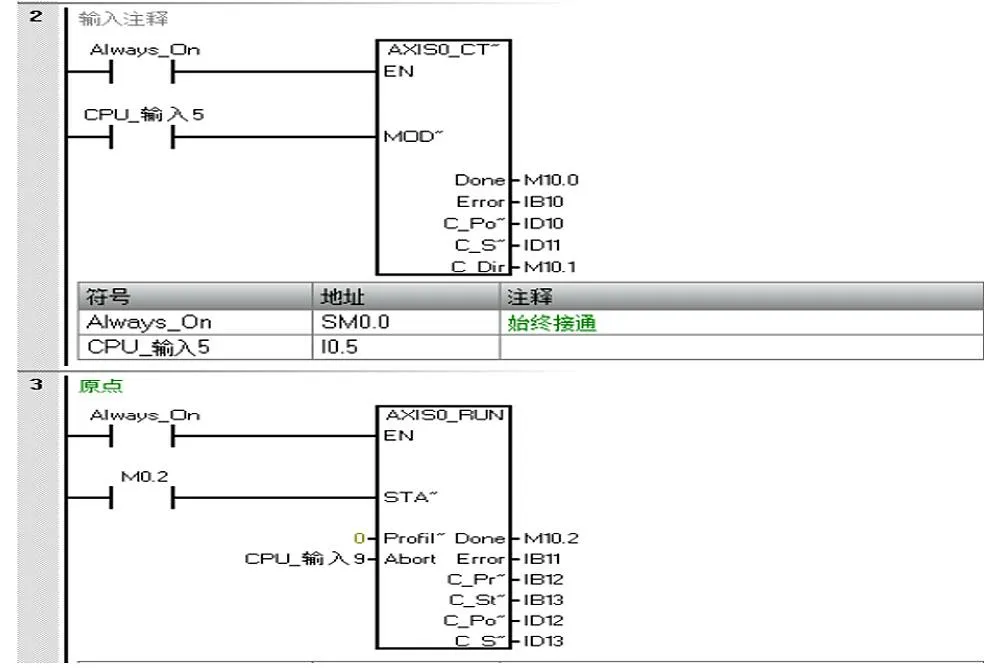
图8 涂胶装配站部分PLC 程序
3.3 工业机器人工作站联调
3.3.1 通信测试
检查机器人站、涂胶装配站、涂胶供料站三站之间的机械连接与固定;连接三站之间的气路、接通气源、调节气压,检查有无漏气;检查地线、三站电源连接、电压;检查通信信号,按下急停按钮,观察所有输出是否停止,所有动作是否立即停止,解除急停,测试复位功能。
3.3.2 全速调试
观察各站之间的配合关系,总结出影响设备运行效率的短板,根据具体情况改动PLC 程序中的电机设定速度,延时时间,机器人程序中的机器人运行轨迹、机器人速度、延时时间等,直到达到设备的最佳运行效率配置参数比例,将所有参数调节到设备允许的极限,测试设备能够达到的最高效率,根据生产节拍的要求,修改系统的程序及参数,使得生产周期与生产节拍尽量一致。
3.4 实验
搭建工业机器人涂胶工作站(图9),将编写的机器人程序下载至工业机器人控制器中,编写的PLC程序下载至涂胶装配站、涂胶供料站,待各设备进入正常工作状态后进行工业机器人涂胶工作站实验,工业机器人能够准确地完成玻璃的抓取、玻璃的涂胶。ABB 机器人涂胶工作站完成汽车玻璃的涂胶实验,机器人涂胶工作站相比于往复式自动涂胶机的利用率高出40%~50%;减少在喷涂过程中有毒气体对人体的危害;节省人工成本,提高人工的利用率,是人工喷涂的1 到3 倍,减少人工成本的投入。经试验验证,基于ABB 工业机器人涂胶工作站的设计,提高了汽车玻璃涂胶自动化的生产效率,为工业机器人涂胶工作站的设计与应用提供了技术参考。
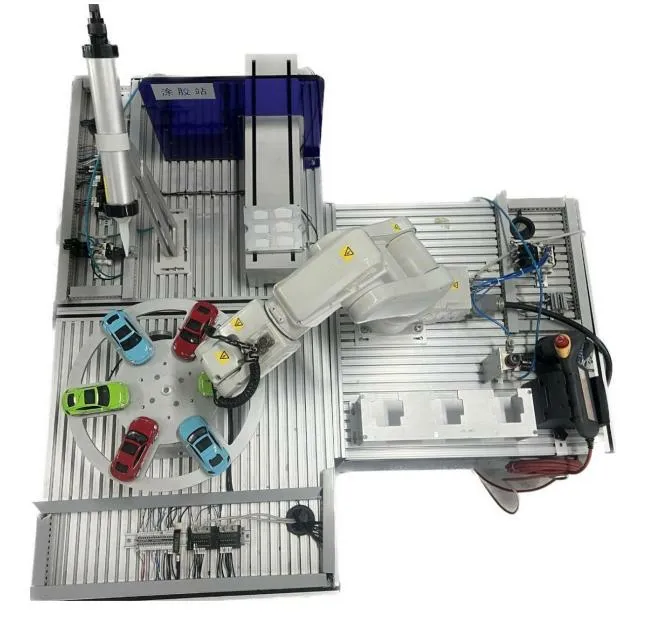
图9 工业机器人涂胶工作站联调实物图
4 结语
选用ABB-IRB120 机器人作为涂胶机器人,控制系统采用S7-200 SMART PLC 作为系统的控制中心,使用profinet 接口与涂胶供料站、涂胶装配站进行通讯与控制,使用I/O 与机器人站进行互联,实现汽车涂胶的自动输送、涂胶的功能。
机器人涂胶工作站采用这种编程思路,为工业现场设计提供参考,促使生产线具有更好的柔性化、智能化生产效率。