三流板坯中间包控流装置优化物理模拟研究及应用
2023-10-17张红令薛伟锋李炳尧阎建武赵献斌安军城祝明妹
张红令,薛伟锋, 李炳尧,阎建武,赵献斌,黄 进,安军城,祝明妹
(1.中冶赛迪工程技术股份有限公司,重庆 401120; 2.唐山瑞丰钢铁有限公司,河北 唐山 063303;3.重庆大学,重庆 400045)
为响应国家供给侧结构性改革战略,适应钢铁行业和地方政府政策新要求,同时钢铁企业为了降低生产成本,提高生产效率,“大型化、高效化、绿色化,智能化”受到各个钢铁企业的青睐。随着冶炼技术提高及操作精细化、智能化,大型转炉冶炼周期逐渐缩短[1-3]。对于生产700~1 300 mm中窄宽度板坯,传统双流板坯连铸机产能、生产节奏等均无法与大型高效转炉一对一匹配,因此,三流板坯连铸机需求应运而生。
为了布置设备及检修设备方便,三流1 250 mm板坯连铸机流间距需5 800 mm。三流板坯连铸通钢量大,流间距长,易引起中间包边流和中间流钢液的温度和成分不均匀,如各流钢水流场不均匀,各水口处钢液温度差过大,易引起漏钢事故,内部质量亦无法保证,无法实现三流板坯连铸机的建设初衷。因此合理的中间包流场和温度场是三流板坯连铸机生产顺行的关键。
本研究以河北唐山瑞丰钢铁三机三流板坯连铸机中间包为对象,通过在中间包内设置控流装置,改善中间包内钢水流动形态[4-9],延长钢水在中间包内平均停留时间,降低死区比例,缩小边流与中间流之间钢水流动及温度的差异,以达到均匀各流钢水成分和温度,提高钢水纯净度,保障工艺顺行的目的。
1 基本参数
1.1 连铸机基本参数
本连铸机为三机三流板坯连铸机,连铸机基本参数见表1。
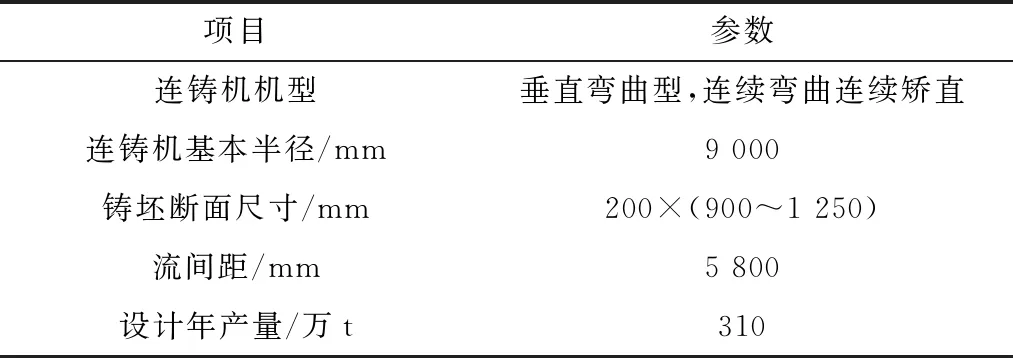
表1 连铸机基本参数
1.2 中间包基本参数
本中间包为T型中间包,中间包基本参数见表2,中间包内腔图见图1。
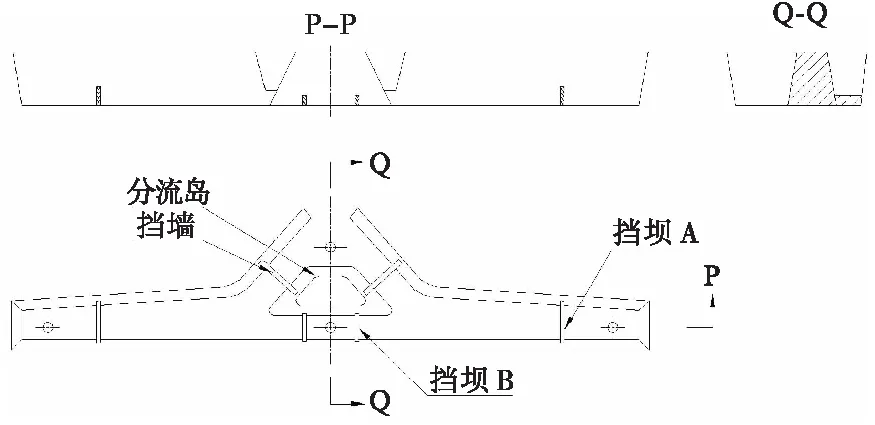
图1 中间包内腔图
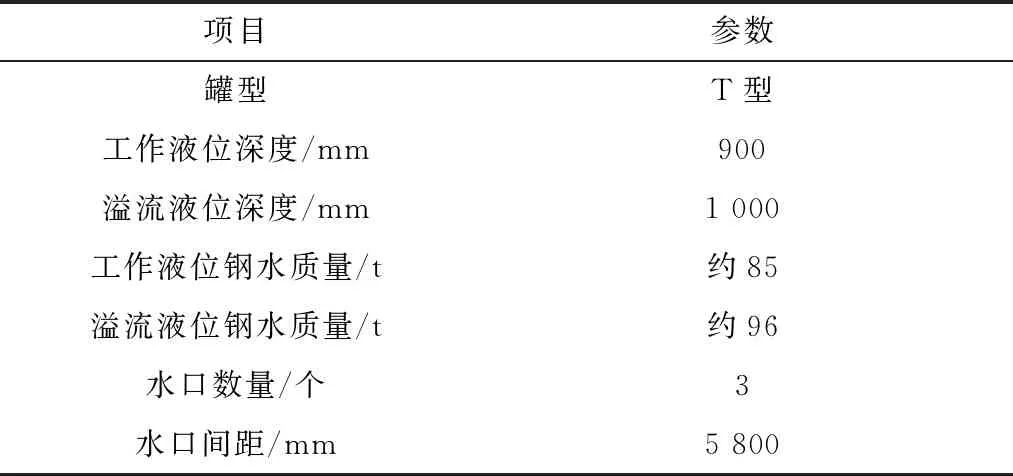
表2 中间包基本参数
2 物理模拟原理及实验方法
2.1 物理模拟原理
研究中采用水力学物理模拟的研究方法。有研究表明[10-11],选择弗鲁德准数作为中间包设计的基本准数即可满足流动相似,即只考虑流体受到重力、惯性力的作用,忽略粘性力与表面张力。依据相似原理,本实验建立几何相似比为1∶5的物理模型装置。依据(Fr)m=(Fr)p,推出以下计算公式:
速度:
Um=λ0.5Up= 0.20.5Up= 0.4472Up
(1)
长度:
Lm=λLp= 0.2Lp
(2)
流量:
Qm=λ2.5Qp= 0.017 9Qp
(3)
式中:m为模型;p为实型;λ为比例系数;U为流体速度,m/s;Q为流体体积流量,m3/s。原型与模型的参数对照见表3。
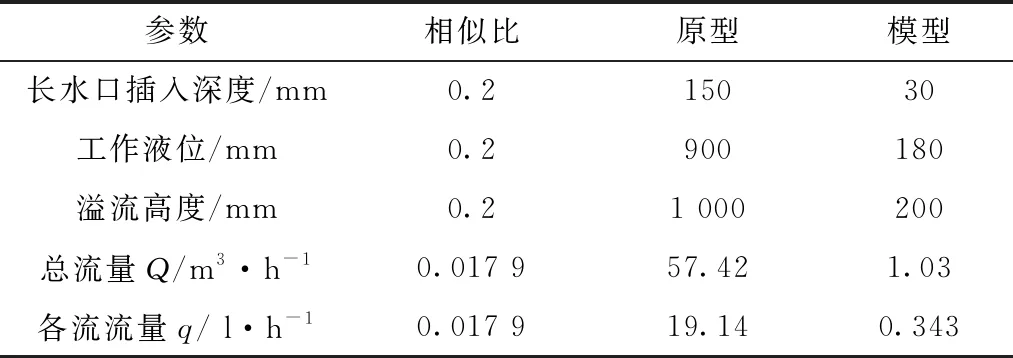
表3 原型与模型的参数对照表
2.2 实验方法
2.2.1 钢水停留时间(RTD)测量
实验采用饱和食盐水作为示踪剂,在液面到达中间包测试液位且流量稳定时,在入口瞬时加入一定量的饱和食盐水,用电导仪检测出口的电导率[12-13]。由于电导率和NaCl溶液的浓度存在一定关系,可以根据电导率计算出NaCl溶液的浓度。通过数据采集系统将数据存入计算机以供后续处理。采集时间为流体在中间包内理论平均停留时间的2倍。对采集数据进行处理得到中间包内钢液流动的RTD曲线,从而定量描述中间包内流体的流动状况。实验装置示意图见图2。
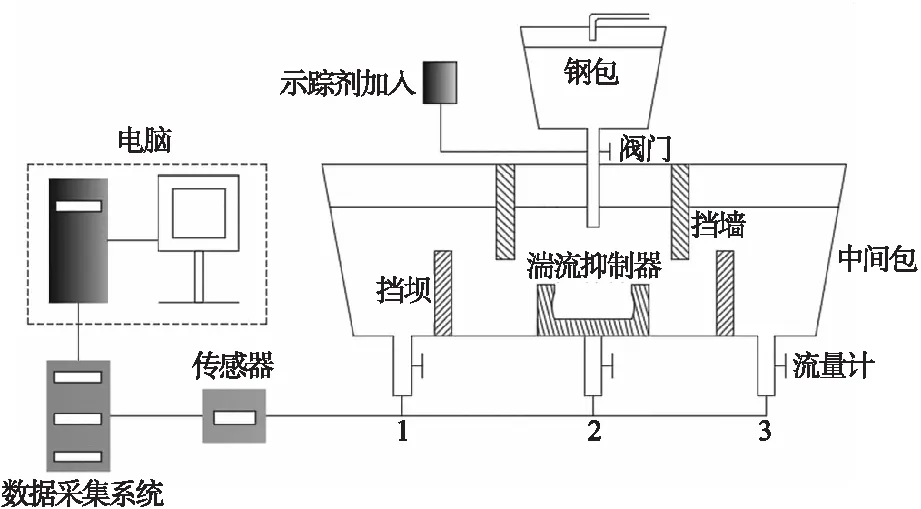
图2 实验装置示意图
2.2.2 流动模式分析
根据修正混合理论[14],多流中间包内各流的死区体积分数、活塞流体积分数和全混流体积分数可分别由式(4)~式(6)求出。
死区体积分数:
(4)
活塞流体积分数:
(5)
全混流体积分数:
(6)

2.2.3 流动均匀性分析
对于多流连铸机,希望每流流动特性完全相同,但是现实中由于各流水口出口与长水口出口距离各不相同,因此,很难做到各流流动特性完全一致,只能通过设置中间包控制装置使各流平均停留时间、最短响应时间尽可能接近。本文拟采用平均停留时间和最短响应时间的标准差来考察各流间的流动特性一致性。对于n流中间包,计算方法如下:
设
(7)
标准差为
(8)
式中:i为流数。以下相同。
针对本项目研究的三流中间包,考察中间流和边流的平均停留时间和最短响应时间的标准差来判断流动一致性,标准差越小,说明三流的流动性越趋于一致[15]。
3 实验结果及讨论
3.1 无控流装置时中间包内钢液停留时间及流动模式分析
首先,进行中间包内不设置任何控流装置(下文中称为空况)的实验。图3给出了中间包内不安装任何控流装置(空况)时的RTD曲线图,表4给出了空况下中间包内流体停留时间及流动模式分析结果。对表4中数据进行进一步的分析处理,得到钢液在整个中间包内的平均停留时间及流动模式组成,见表5。
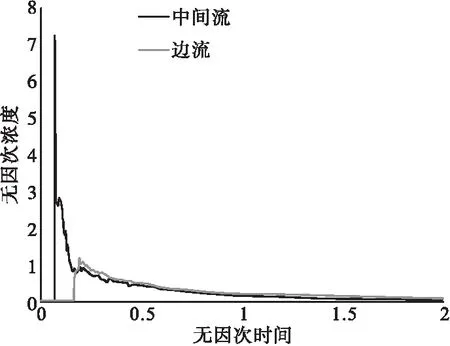
图3 空况时中间包内钢液的RTD曲线图

表4 中间包内停留时间及流动模式组成

表5 空况下中间包内停留时间及流动模式组成(整体)
从图3和表4、表5中可以看出,不安装任何控流装置时,中间流和边流的平均停留时间标准差为39.5 s;中间流和边流的最短响应标准时间差为15.5 s,中间包内各流的流动模式很不均衡。中间流最短响应时间为10 s,中间流的停留时间分布曲线有明显的尖峰存在,说明存在明显的短路流,夹杂物来不及上浮,各流温度分布不均匀,不利于稳定生产和铸坯质量。另外,空况时,中间包内钢液的活塞流体积少,死区体积大,流动模式不合理。
3.2 分流岛实验的停留时间及流动模式分析
为了均衡各流钢液流动,本项目创新性提出新型中间包控流装置-分流岛。根据试验方案,共计完成九组分流岛实验。分析分流岛正交实验结果,中间包内设置分流岛后,钢液的平均停留时间差显著减小,中间流和边流最短响应时间差有所减小,各流流动较无控流装置时较均匀。根据分流岛正交试验结果,确定2组分流岛优化方案试验。
图4和图5给出组分流岛优化方案1和优化方案2时的RTD曲线图。表6给出了两组优化方案下中间包内流体停留时间及流动模式分析结果。对表6中数据进行进一步的分析处理,得到钢液在整个中间包内的平均停留时间及流动模式组成,见表7。

表6 分流岛优化实验时中间包内停留时间及流动模式组成
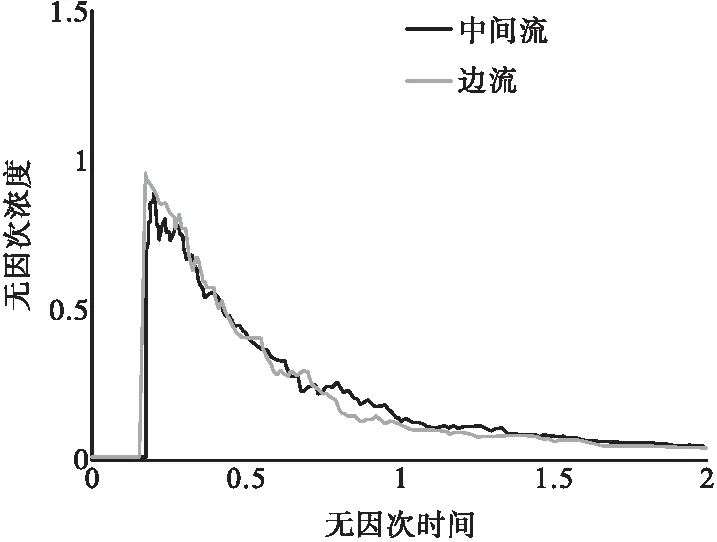
图4 分流岛优化方案1中间包内钢液的RTD曲线图
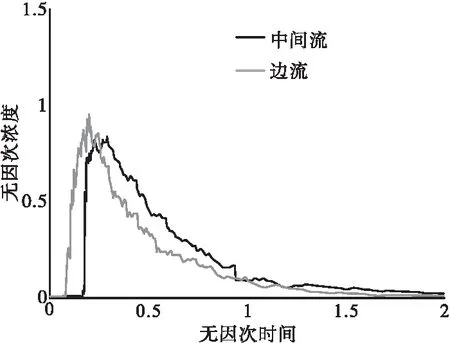
图5 分流岛优化方案2中间包内钢液的RTD曲线图

表7 分流岛优化实验中间包内停留时间及流动模式组成(整体)
从表7中可以看出,分流岛采用优化方案1的后,中间流和边流的平均停留时间标准差为18.5 s;中间流和边流最短响应时间标准差为5.5 s,这说明中间流和边流流动较为均衡;中间流最短响应时间为39 s,三流平均最短响应时间为46 s,分流岛采用优化方案1后,避免了钢液直接流向距离注流点最近的中间流,各流的流动比较均匀。采用该方案后,平均停留时间为221 s,活塞流和死区之比为0.74,流动模式较合理。因此,中间包内采用优化方案1的分流岛方案是较为合适的。
3.3 分流岛、挡墙、挡坝A和挡坝B组合的物理模拟实验结果分析
在中间包内安装了分流岛优化方案1的情况下,采用正交实验的方法研究挡墙和挡坝A的结构尺寸和安装位置,采用单因素分析的方法研究挡坝B的结构尺寸和安装位置。对挡墙、挡坝A和挡坝B的结构尺寸和安装位置进行研究。表8给出了六组方案下中间包内流体停留时间及流动模式分析结果。对表8中数据进行进一步的分析处理,得到钢液在整个中间包内的平均停留时间及流动模式组成,见表9。
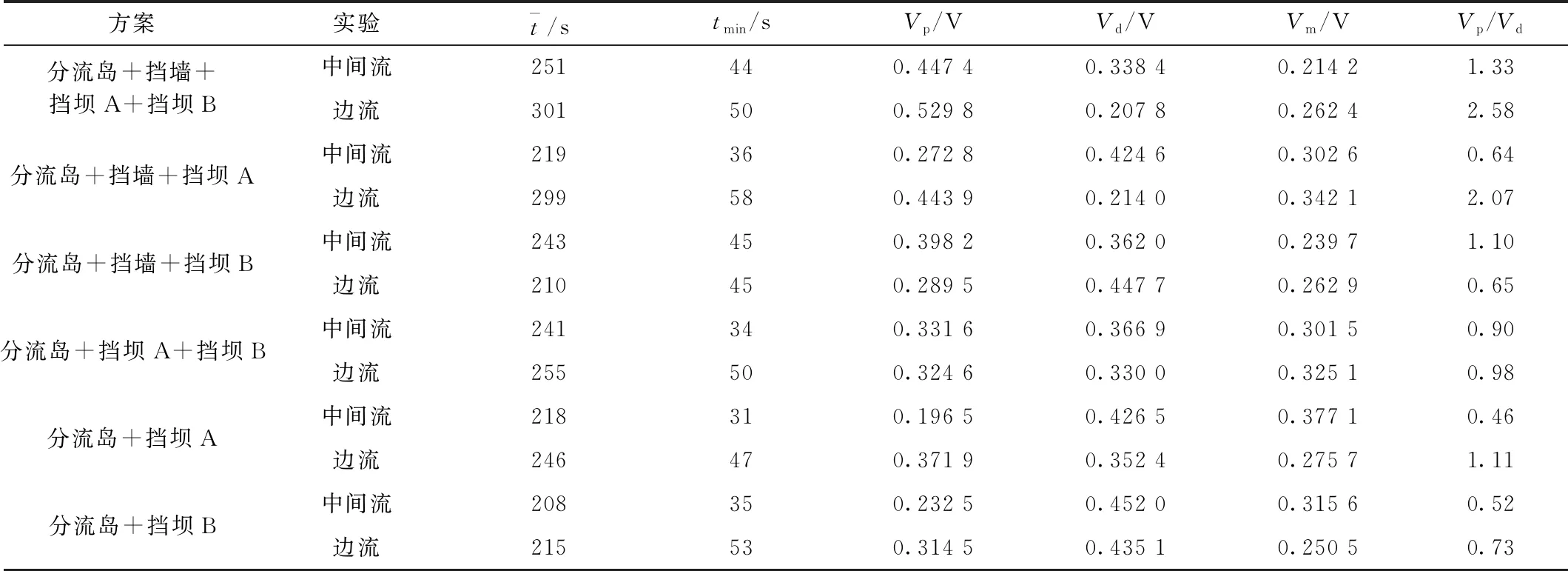
表8 中间包内停留时间及流动模式组成

表9 中间包内停留时间及流动模式组成(整体)
表8~表9给出了六种控流元件组合方案的中间包内钢液平均停留时间和流动模式组成。从表8~表9中可以看出,中间包内采用分流岛+挡墙+挡坝A+挡坝B的组合方案后,钢液在中间包内的平均停留时间为284 s,在所设计的六种方案中是最长的;活塞流体积与死区体积之比为2.16,在所设计的六种方案中是比例最大的。这说明采用分流岛+挡墙+挡坝A+挡坝B的组合方案后,钢液在中间包内的平均停留时间更长,流动模式更加合理。从表9中还可以看出,中间流和边流最短响应时间标准差为3 s,在所设计的六种方案中是较小的,这说明中间流和边流流动较为均衡。
3.4 有湍流器控流装置组合的实验结果分析
根据3.3小节的研究结果,对湍流器+分流岛+挡墙+挡坝A+挡坝B和湍流器+分流岛+挡墙+挡坝A两种控流元件组合方案进行研究。表10给出了两组方案下中间包内流体停留时间及流动模式分析结果。对表10中数据进行进一步的分析处理,得到钢液在整个中间包内的平均停留时间及流动模式组成,见表11。

表10 中间包内停留时间及流动模式组成

表11 中间包内停留时间及流动模式组成(整体)
表10~表11给出了两种控流元件组合方案的中间包内钢液平均停留时间和流动模式组成。从表10~表11中可以看出,中间包内采用湍流器+分流岛+挡墙+挡坝A+挡坝B的组合方案后,钢液在中间包内的平均停留时间与分流岛+挡墙+挡坝A+挡坝B相同,都是284 s;虽然说最短平均停留时间长于没有湍流器的工况,但是从中间流和边流的平均停留时间差和最短平均停留时间差上来看,没有湍流器时,整个中间包内各流的流动状态更加均匀。另外,增加湍流器后,不但增加了生产成本,从另外一个方面来说,耐火材料本身也是钢液的污染源,所以从流动模式的角度分析,中间包内采用分流岛+挡墙+挡坝A+挡坝B的组合方案是合适的。
3.5 挡坝A无泄流孔的控流装置组合的物理模拟实验结果分析
表12给出了六组方案下中间包内流体停留时间及流动模式分析结果。对表12中数据进行进一步的分析处理,得到钢液在整个中间包内的平均停留时间及流动模式组成,见表13。

表12 中间包内停留时间及流动模式组成

表13 中间包内停留时间及流动模式组成(整体)
从表13可以看出,中间包内采用分流岛+挡墙+挡坝A(无泄流孔)+挡坝B的组合方案后,钢液在中间包内的平均停留时间为298 s,最短响应时间为59 s,活塞流体积与死区体积之比为2.52,钢液在中间包内的流动模式优于有泄流孔的情况。
综上结果,本项目中间包内控流装置选用分流岛+挡墙+挡坝A(无泄流孔)+挡坝B组合方案。
4 生产实践
该项目于2021年7月投产以来,生产稳定,最大日产铸坯10 890 t/d,平均日产量10 000 t/d。生产厚度200 mm铸坯时,稳定工作拉速可达到1.8 m/min。各流铸坯质量优良,各流铸坯低倍照片详见图6。
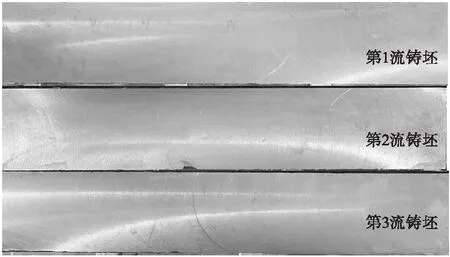
图6 各流铸坯低倍照片(铸坯规格200 mm×1 100 mm,钢种Q235)
5 结 论
(1)本文提出的新型中间包控流装置分流岛有效地优化了三流板坯连铸机中间包内流场,使各流平均停留时间标准差和最短响应时间标准差缩小,各流的流动性趋于一致。
(2)本项目中间包最佳控流装置为分流岛+挡墙+挡坝A(无泄流孔)+挡坝B组合方案。
(3)项目投产后,生产稳定顺行,铸坯质量优良,实现三流板坯连铸机的建设初衷。三流板坯连铸机可降低项目建设投资,提高生产效率,降低吨钢消耗,是大转炉匹配中窄宽度板坯生产的理想选择。
