罐体胀形模芯轴推杆加工技术研究
2023-02-10徐成武马宝顺
徐成武, 马宝顺
(盘起工业(大连)有限公司, 辽宁 大连 116600)
0 引 言
罐体胀形模主要用于生产盛放奶粉、蛋白粉等食品的铁质罐体,如图1所示,通过型芯径向膨胀运动使产品成形,由芯轴推杆的轴向运动实现型芯的径向运动。芯轴推杆的结构和加工精度关系产品质量,其直接影响型芯成形产品的内腔形状及精度,同时也会影响芯轴的使用寿命,因此芯轴推杆的加工方法、加工精度及工装夹具的制造对产品质量起着至关重要的作用。

图1 胀形模成形的罐体
芯轴推杆一般使用车铣复合机床加工,由于推杆是锥面,刀具加工产生的刀纹不与轴线同向,加工过程中流畅性不好,且加工锥面的中心线对称度满足不了使用要求,刀具磨损需要频繁更换,容易产生误差。
1 工艺分析
1.1 芯轴推杆分析
芯轴推杆结构如图2所示,材料为Cr12MoV,热处理硬度为58~62 HRC,锥角为18×9.97°,对称度要求0.01 mm以内,大端尺寸为,大端直段长度是(1.5±0.02)mm,表面粗糙度要求Ra0.8 μm。芯轴推杆的轴向运动使型芯产生径向运动,型芯的内锥面与芯轴推杆的外锥面滑动产生推力使型芯沿径向移动,推杆沿轴向移动,推杆锥面的纹路和表面粗糙度影响型芯的运动灵敏度和磨损寿命。推杆的锥面对称度影响胀形罐体的圆度和封闭效果。

图2 芯轴推杆
1.2 芯轴推杆加工难点分析
芯轴推杆的锥度面角度要求18×(9.97°±0.03°1.8′)等分,对称度要求0.01 mm以内,在机械加工中一般采用加工中心或磨床加工。加工中心加工时由于锥面刀具加工产生的刀纹不与轴线同向,芯轴推杆使用流畅性不好,而且锥面对中心线的对称度满足不了要求,刀具磨损需要频繁更换容易产生误差,加工效率降低,芯轴推杆质量下降。磨床加工定位基准不统一,需要以外圆锥体为基准加工锥面,加工时分度与对称度也不精确,达不到对称度及18等分的要求。
1.3 解决方法
根据芯轴推杆的外形及精度要求,设计一种专用分度研磨器用于加工芯轴推杆的锥度面,保证其装夹定位精度、轮廓精度和加工精度。以芯轴推杆的两端孔为基准在研磨器装夹定位,与外圆磨床加工时的装夹定位保持一致,通过分度盘进行18等分的分度加工。此方法及研磨器装夹简单方便快捷,提高了生产效率。
2 专用分度研磨器的设计
2.1 专用分度研磨器结构
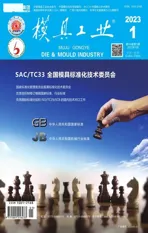
专用分度研磨器结构如图3所示,包括底座定位组、可动定位组与分度组三部分。可动定位组安装在底座定位组的右侧,根据推杆长度在装夹时进行位置调整,分度组安装在底座定位组的左侧,对推杆进行分度。
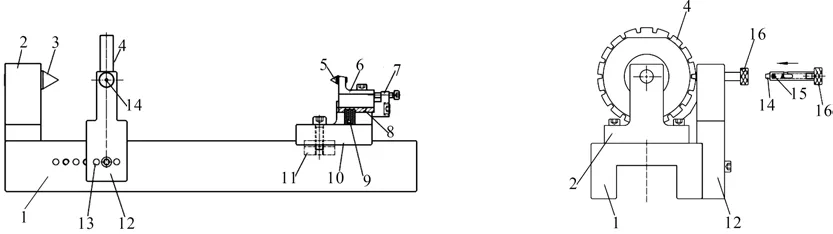
图3 专用分度研磨器结构
专用分度研磨器是通过两顶尖对芯轴推杆进行轴向定位,芯轴推杆的左端面顶尖孔及锥体右端孔作为定位孔,粗、精加工都是以其为基准,保证基准统一。分度盘是根据推杆分度要求而特制,分度盘安装在芯轴推杆的基准部位上进行分度加工锥面,能较好保证芯轴推杆的精度与公差要求。专用分度研磨器在平面磨床上使用,降低了制造成本,提高了加工质量和效率。
2.1.1 底座定位组
底座定位组包括主板底座1、定位座2与左顶尖3。定位座2安装在主板底座1的左端,通过螺钉及销钉定位紧固,左顶尖3安装在定位座2的顶尖固定孔内。
2.1.2 可动定位组
可动定位组包括右顶尖5、顶尖滑块6、调整块7、滑块板8、换位销9、可动定位座10和T形键11。滑块板8安装在顶尖滑块6的下方,调整块7安装在可动定位座10的右侧,顶尖滑块6安装在可动定位座10上方,T形键11安装可动定位座10的下方,换位销9安装在右端可动定位座的移动定位孔内,起到移位后的定位作用.
2.1.3 分度组
分度组包括分度盘4、分度定位销座12、销钉13、分度销14、分度销内弹簧15和分度销帽16。分度销内弹簧15安装在分度销内部,作用是在产品加工中分度时分度销有弹性收缩,起到自动锁紧作用。分度销安装在分度定位销座12上的销定位孔内,在孔内作伸缩运动对分度盘进行锁紧定位。分度盘安装在芯轴推杆的基准定位部,起到连接芯轴推杆的作用,分度时带动芯轴推杆进行分度。
3 推杆加工方法
3.1 锥面大端加工
锥面大端加工如图4所示,加工18等分平面大端的尺寸100.6 mm,专用分度研磨器放到机床工作台上,研磨器底座平行于机床工作台的纵向轨道即X轴方向。将专用分度盘安装到芯轴推杆的φ40 mm准杆上找正锁紧,再将芯轴推杆安装到专用分度研磨器上,通过专用分度盘旋转分度,对各平面进行粗加工、半精加工和精加工,一般粗加工给半精加工留余量0.05~0.08 mm,半精加工给精加工留余量0.005~0.01 mm。粗磨用80粒度的CBN砂轮,半精磨用230粒度的CBN砂轮,精磨用800粒度的CBN砂轮。
图4 加工锥面大端
3.2 锥面角度与大端直段加工
锥面角度9.97°及大端直段1.5 mm加工如图5所示,将正弦磁台按锥面角度9.97°调整后安装到机床工作台上,再将专用分度研磨器放到正弦磁台上。正弦磁台和专用分度研磨器都要平行于机床工作台即X轴方向。加工前首先检验磁台角度是否正确,先任意选择2个对称面进行粗磨再半精磨加工并留余量0.1 mm,同时计算直段1.5 mm的余量是0.1∕sin9.97°;然后进行3次圆检测锥面角度9.97°是否在公差内及大端直段的余量是否正确。如锥面角度9.97°不在公差内,重新调整正弦磁台的角度调整块高度。正弦磁台的角度校正后再进行其它锥面粗磨加工,最后进行半精磨加工和精磨加工。加工锥度面的同时保证大端直段尺寸公差。砂轮选择及留余量加工过程与上节相同。
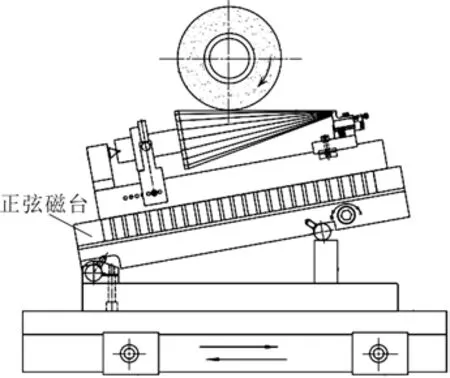
图5 大端直段与锥面角度加工
4 结束语
芯轴推杆的专用分度研磨器通过特制的分度盘实现芯轴推杆各角度的分度调整,保证了分度精度,由于分度盘是针对单一零件的专用分度,结构简单,可快速变换角度位置的定位。通过实践证明专用分度研磨器操作方便,机床加工时保证了零件的几何公差精度,符合使用要求,为类似零件加工提供了参考。