荷兰调车机车转向架构架加工工艺解析
2023-01-30李东硕
李东硕
(中车株洲电力机车有限公司,湖南 株洲 412000)
0 引言
转向架对于列车运动起决定性作用,而构架作为转向架的核心部件,是列车承载和传力的基体,其质量对转向架性能至关重要。构架采用全焊接结构,整体刚性差、结构紧凑、加工部位多、加工精度高,以致加工难度大,故构架加工工艺研究与优化尤为重要。本文对产品结构、加工工艺、技术难点进行了详细分析,制定了合理的工艺方案,确保产品的生产。
1 构架结构及工艺难点分析
转向架构架由构架框架(见图1)及各个部件组成,如一系簧安装座、牵引座、拉杆座、电机悬挂座、制动器座、电机防落销座等,各个部件相互独立,组装时又互相关联,因此各部件加工精度和加工尺寸均须满足要求。通过对构架设计图纸整体分析,结合数控龙门铣加工精度、设备结构,存在以下几处设计精度高、加工难度大的地方。
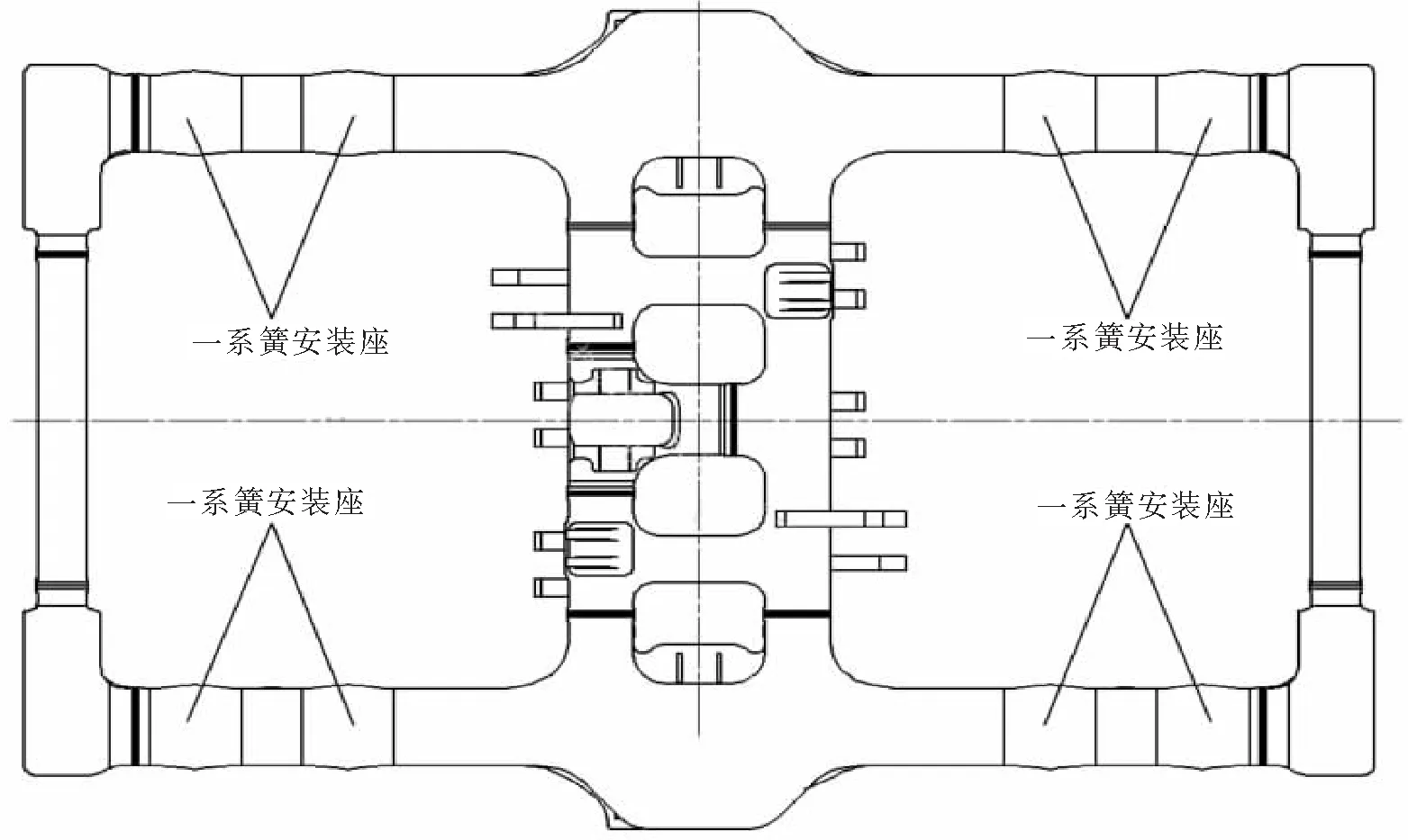
图1 构架框架
1)构架采用“日”字形结构,由左右侧梁、中间横梁和前后端梁组成,加工尺寸较多,各加工部位主要集中在横梁附件上,前后端梁加工部位少相对单薄,且构架整体焊接完成后须退火,焊接变形大。而侧梁端部8个一系簧安装座平面度要求0.5 mm以内,厚度要求均不小于16 mm,在此情况下确保构架装夹时不产生过度变形、各加工部位加工量均匀是难点所在。
2)电机防落销座与牵引座相隔较近,空间狭小,且电机防落座悬伸长刚性差,孔精度要求高,加工时易出现振动加工尺寸超差、粗糙度差的情况,确保加工尺寸及表面质量合格是难点所在。
3)牵引座采用八字槽结构,此结构为特殊结构,现有加工方式耗时长,精度难以把控,需要分析使用新型加工方式解决。
2 解决方案
针对存在的工艺难点,主要从应用新型加工方法、软件模拟加工路径等工艺方法尝试解决,并对现在加工效率低、加工质量差的方法进行优化,提高作业效率和产品质量。
2.1 构架装夹定位解决方案
根据构架的结构,装夹工装选用螺杆、可调支撑顶、调整块等强度好、稳定性高的工装,为避免装夹时构架变形,须按如下方法作业。①将构架平稳放置在调整块上,调整块与构架接触良好、充分,接触面不能有杂物,选取4处一系簧座板中心和前后端梁中部为压紧点,每个压紧点下有支撑点,保证构架不会压紧变形,同时为了减小加工震动,左右侧梁中部以及构架四角、构架中心均设辅助支撑点。②依据划线工序已划的基准线,使用划针盘、百分表调校构架,保证4个角误差在0.5 mm以内。③调校完成后,采用对角压紧,先将各压紧螺栓预紧,再施加相同压紧力和顶紧力,经多次反复的压紧和顶紧,保证构架不会因压紧变形,最后将各辅助支撑顶紧。
使用此方法装夹构架可保证划线基准与加工基准一致,减小构架变形,松开构架后回弹量在0.2 mm以内。
2.2 牵引座八字槽加工解决方案
牵引座八字槽(见图2)结构特殊,形状类似倒“八”字,此部位装配牵引杆与车体联接,是构架的核心部位,因此加工精度要求高。针对此特殊部位原加工方式为先使用玉米铣刀分层粗铣,每层加工5 mm,确保留有精铣余量,然后使用特制成型刀精铣,但此方法需要试切试块验证成型刀精度是否满足设计图纸要求,对刀具精度要求比较严格,且制作成型刀周期久、消耗快,成本较高。

图2 牵引座八字槽
优化方案:观察图纸八字槽底部圆角为R10,可使用加工现场现有的D56R10可转位铣刀分层精铣到位的方式加工(见图3、图4),即在深度方向每层加工很小余量(约0.35 mm),采用高转速800 r/min,高进给600 mm/min切削参数层层向下加工。D56R10可转位铣刀刀长129 mm,长度可满足要求,计算八字槽底部两圆弧圆心距离为56 mm,直径也满足要求,通过UG绘制模型模拟走刀路径,此方法可一次性将部件加工到位,且尺寸和粗糙度均合格(见图5)。

图3 D56R10铣刀层铣

图4 D56R10可转位铣刀

图5 检测样板
2.3 牵引座内挡加工解决方案
牵引座内挡尺寸公差要求180±0.2 mm,顶平面距底部圆弧最低点深度尺寸达194 mm,整体加工量大,精度要求高。加工难点:深度方向加工量大,此长度的立铣刀铣削加工存在较大的让刀现象,且加工效率较低,而内挡空间狭小,也无法使用直角附件头安装面铣刀或刀盘加工。
优化方案:通过UG软件模拟走刀路径,可使用φ66 mm加长玉米铣刀于深度方向分层铣削加工,每层加工7 mm,采用混合铣加工方式沿x向循环加工(见图6),玉米铣刀刀片长度为18 mm,每层加工7 mm可保证前刀痕被后刀片加工覆盖,达到粗精铣一体的效果,保证加工尺寸和粗糙度均合格。

图6 牵引座内挡层铣
2.4 电机防落销孔加工解决方案
加工电机防落销孔时,由于与牵引座间距较近,靠近构架中心一侧完全无进刀空间,只能从靠近侧梁一侧使用窄直角头进刀。存在2个加工难点:①窄直角附件头刚性弱,扭矩小,选择较长刀具加工时振动大,对粗糙度和精度有一定影响,选择较短刀具加工则只能加工近端的孔,远端的孔加工不到。②部件上存在φ30 mm预留孔,由于焊接变形孔心与标准坐标存在偏差,使用钻头扩孔会被引偏,导致位置超差。


图7 电机防落销孔加工
2.5 攻关效果
通过使用层铣、螺旋铣、UG离线编程等工艺方法,加工难点得到了很好的解决,牵引座八字槽加工效率提高了50%,层铣牵引座内挡很好地解决了精铣让刀问题,进一步提高了尺寸合格率,电机防落销孔使用长短刀、先铣后镗的加工方式很好地解决了空间不足的问题,同时保证了加工精度。其他车型类似结构可借鉴应用。
3 结语
通过对荷兰调车机车构架产品结构、技术难点、工艺方法等方面的分析研究,利用UG离线编程模拟走刀路径的新技术,成功克服了构架加工试制过程中的各种困难,最终顺利完成了产品试制,保证了产品质量。
