电镀行业清洁生产审核案例分析
2022-12-01侯志国
侯志国
(厦门市庚壕环境科技集团有限责任公司,福建厦门 361000)
随着我国环境保护理念的不断深化,“不能以环境为代价谋发展”理念已然深入人心,近几年,随着我国生产企业改革的不断推进,清洁生产审核逐渐被应用在了实际的企业生产环节[1]。
清洁生产审核是企业实现清洁生产的重要方法和途径,而如何进行清洁生产潜力分析则是影响审核工作质量的关键因素之一。本文以电镀企业为例,从原辅料及能源、废物循环利用等方面对企业生产环节进行深入分析,积极查找清洁生产机会,实现了环境效益和经济效益的协调发展。
1 电镀行业清洁生产审核的法律法规、标准和依据
自20世纪90年代引入清洁生产理念后,中国电镀行业先后经历了以企业层面清洁生产审核为主的宣传、示范和推广阶段;以《中华人民共和国清洁生产促进法》(以下简称《促进法》)颁布为标志的强制审核阶段;以《促进法》引领,电镀行业清洁生产评价体系为判据,按《清洁生产评估与验收指南》组织评估验收工作的自上而下的政策推动模式[2],《促进法》是我国各行各业开展清洁生产工作的法律依据,其中第二十七条指出“企业应当对生产和服务过程中的资源消耗以及废物的产生情况进行监测,并根据需要对生产和服务实施清洁生产审核”[3]。
《清洁生产审核办法》(以下简称《审核办法》)2016年7月1日起施行。电镀行业污染重、能耗高,生产过程中使用有毒、有害原料进行生产或者排放有毒、有害物质,因此按照《审核办法》需列入强制性清洁生产审核[4]。《审核办法》规范清洁生产审核范围、实施、组织管理以及奖罚制度等审核与管理工作。企业是实施清洁生产审核的主体,审核程序包括审核准备、预审核、审核、方案的产生和筛选、方案的确定、方案的实施、持续清洁生产等7个阶段。
2 电镀行业清洁生产审核的案例分析
2.1 某电镀企业生产现状
某电镀企业主要从事中高端卫浴、家电及汽车零配件生产,以电镀表面处理为主,设有电镀车间(镀种有镀铜、镀镍、镀铬等)、喷漆车间、PVD车间、注塑车间及污水处理站等。
2.2 某电镀企业无低费和中高费方案分析
该电镀企业在经营战略上面临着资源、环境、市场、管理等多重的压力,因此,在整个方案产生和筛选过程中,企业领导极为重视资源消耗问题,尤其是对资源节约型方案给予财力上的大力支持。
经过前期的大量摸底调查,在充分发动全体员工积极献计献策的基础上,员工参与的热情高涨,通过从技术工艺、设备更新、原辅料及能源、废物循环利用、管理、过程控制、产品、员工等八个方面,挖掘出可行的清洁生产方案,包含10项/无低费方案和1项中高费方案。
2.2.1 无低费方案汇总分析
10项无/低费方案具体内容,如下所示。
(1)改善镀铬配方
整改前:镀铬槽因镀层应力易造成产品镀层裂纹,经与供应商商量,更改光铬配方,可改善裂纹。
整改后:经验证可降低原料1 120G至少一半的用量,对裂纹改善有帮助,经过现场验证,改善效果明显。改善前年用量3 625L,改善后年用量1 545L,改善年效益18.82万元,计算过程:(改善前年用量-改善后年用量)×原材料单价=2 080L×90.503 4元/L≈18.82万/年。
(2)电镀线节水方案
整改前:电镀线用水量持续超标,特别10–12月有2周用水量超过180t/d,用水量严重超标,标准用水量低于150t/d。
整改后:①所有飞钯冷却水由纯水改造成使用各镀槽回用水;②铬后喷淋槽由原来每臂喷淋自来水改为喷淋粗化后水洗槽溢流水及粗化回用水,从而减少自来水用量;③脱挂后水洗槽由自来水改造成粗化回用水;④高仪产品及沙丁产品通过程序改造,经过同样的水洗槽路径,既可以保证产品减少灰斑同时又达到节约水效果。改善后天用水量可节约30t,则年节约30t/d×300d=9 000t,每吨水费用加污水处理费用约为50元,则年节约处理费用为45万元。
(3)废碱回收利用改善
整改前:原先镍树脂再生后转型产生的废碱水,直接排镍系收集池,未进行回收利用,造成收集池镍沉淀需加酸中和,造成酸用量浪费。
整改后:公司投入27.085万元进行整改,镍树脂再生后转型产生的废碱水接管排入5t白桶,单独收集废碱水二次利用于综合系统原水调节pH,从而减少镍系调pH需加酸和综合废水调节pH需加碱,减少外购工业硫酸和液碱用量。
镍 系 统 再 生 用 液 碱:450L/d,300d/a计 算,改善后可回收液碱量135t/a,其中浓度32%液碱含税价:1 380元/t,全年废碱回收产生价值:135t/a×0.138万元/t=18.63万元/a。原先废碱水通过管路排入镍系统收集池中,中和135t液碱需用工业硫酸约:105t,罐装工业硫酸浓度50%,价格810元/t,全年减少工业硫酸价值105×0.081=8.505万元/a。二项合计减少酸碱费用支出:27.135万元/a。
(4)纯水机浓水回用
整改前:电镀车间制纯水机产生的浓水直接排放至污水处理站,未进行回用,浪费水资源。
整改后:公司投入0.1万元对管道重新布设,对浓水进行回用,回用于污水处理站加药用水及厂区绿化用水,改造完成后一天可回用13t,则年节约新鲜水量13t×300d=3 900t。水价按2.1元/t,共节水费8 190元。
(5)铜镍哈氏槽残液回收回用改善
整改前:原铜镍槽化验分析打哈氏片后,铜镍残液用桶装运到B/D线倒入地沟,流入工业净水部综合废水收集池,物化处理达标后外排,产生的污泥作为危废,出钱委托有危废资质公司处理。
整改后:公司投入3.0万元进行改善后,化验室分别用白桶收集铜槽液打哈氏片后的残液和镍槽液打哈氏片后的残液,转运工业净水部,其中铜哈氏片残液和铜系统回收的硫酸铜液合并,用旋流电极装置电解制成金属铜。镍哈氏片残液和镍系回收的硫酸镍液合并,电解除杂后蒸发结晶,制成硫酸镍结晶回用镀镍槽。化验室铜镍槽液打哈氏片全年回收硫酸镍液和硫酸铜液各1 800L,根据槽液浓度计算:全年回收镍盐600kg,回收金属铜100kg,其中硫酸镍按33元/kg,金属铜按46元/kg,铜镍回收价值:(33×600+46×100)/10 000=2.44万元/a。原先排入综合废水物化处理,会产生水处理材料费及污泥固废等费用支出约0.56万元/a,且综合废水铜镍离子高,综合物化处理困难,综合废水需二次处理才能达标,会产生很多隐性费用支出。以上二项合计产生价值约3万元/a。
(6)重点设备的运行状态采集
整改前:重点设备运行状态无采集,易造成公共设备异常,产生经济损失。
公司投入2.1万元进行改善后:①采集冷水机房冷水机的冷却水进出水温、冷冻水水温、冷水机高低压报警信号;②采集4号厂房配电室温度、湿度,实时供电电压、电流、有功功率、无功功率、功率因数、有功和无功电能;③采集现在使用的开山75kW空压机和30kW空压机的实时运行状态;④将以上采集到的数据通过网络传输到设备办公室并实时显示和记录,有异常情况则报警提醒值班人员及时处理,避免异常扩大化造成重大损失。近三年因公共设备异常累计损失约75万元,平均每年损失约25万元。
(7)新增空气能热水器
整改前:电镀生产线上的镀槽采用钛加热管加温,耗电,同时容易出现漏电、干烧,导致火灾的风险。
整改后:公司投入5.0万元进行改善后,采用空气能热水器加温,替代钛加热管加温,降低电耗,避免火灾风险,根据企业统计,完成后年节约用电9 360kW·h,年节费用7 488元,计算过程:9 360kW·h×0.8元/kW·h=7 488元。
(8)增设废气处理塔围堰
整改前:厂房屋顶废气处理塔存在碱液泄漏混入雨水管网的风险。
整改后:公司投入0.3万元对废气处理塔周围设置围堰和管路,确保发生泄漏时碱液会排入厂区污水管网系统,避免进入雨水管网,影响外环境。
(9)电镀线上机自动输送链改造
整改前:目前电镀线上挂至槽上物流存在路径长,物流周转速度慢、耗费大量人工的问题。
整改后:公司投入16万元新增电镀线上挂区至电镀区的吊空输送带,减少人工损耗,加快物流周转,减少产品由于人工周转产生的碰划伤。据现场实际查核该输送链至少提升1%的良品率,并可减少4个人工;由成本中心报表查得:33 587 941.5元×1%+4人×5 000元/月×12月-160 000万=41万元。
(10)加强员工清洁生产意识
整改前:公司不定期对员工进行清洁生产宣传,但效果不明显,员工生产过程中落实清洁生产的意识及积极性不高。
整改后:将清洁生产宣传列入公司日常工作,定期开展员工清洁生产意识培训,并建立相应的奖励制度,激励员工在生产过程中积极落实清洁生产理念,改进生产。
2.2.2 中高费方案:硫酸镍回收回用项目改造方案
1)整改前问题说明。该企业目前采用常规硫酸镍回收方式:电镀废水收集→树脂吸附→再生(浓缩液)→常规弱电解→碳滤→回用;目前此回收方式存在以下问题。
(1)此法制得的硫酸镍纯度不高,仍含有微量无机及有机杂质;
(2)所得硫酸镍溶液pH较低,溶液进行哈氏片测试效果不佳,镀层应力比较大;
(3)所得的硫酸镍溶液浓度与镀液接近,经常因液位问题无法加入;
(4)补加回收镍溶液后,出现过镀层开裂的现象;
(5)回收镍溶液由于生产使用率较低,回收价值不高。
随着近年来我国电子电工和汽车行业的高速发展,硫酸镍的用量也快速增长。镍盐作为不可再生资源,从提高资源利用率和加强环境保护等方面考虑,硫酸镍的回收利用具有重要的经济和环境意义。
2)方案说明:该企业投资115万元对再生硫酸镍溶液(即电镀含镍废水经树脂吸附、再生、弱电解、碳滤等后得到的硫酸镍)进一步提纯改造,主要通过电解、循环过滤、蒸发结晶(三级提纯)制备高纯度电镀级硫酸镍,实现硫酸镍回收回用。
(1)技术评估:本次方案技改采用蒸发结晶:即加热蒸发溶剂,使溶液由不饱和变为饱和,继续蒸发,过剩的溶质就会呈晶体析出,即为蒸发结晶;
①可获得高纯度的硫酸镍固体;
②通过蒸发、浓缩、结晶出高纯度硫酸镍,原液中其他杂质由于浓度很低未达到其饱和浓度而留在母液中;
③不用担心因液位问题无法补加回收镍;
④采用热泵机组加热&冷却,节能省电;
⑤高纯度硫酸镍回收率70%以上。
获得高纯度硫酸镍固体与外购硫酸镍成分对比,如表1所示。
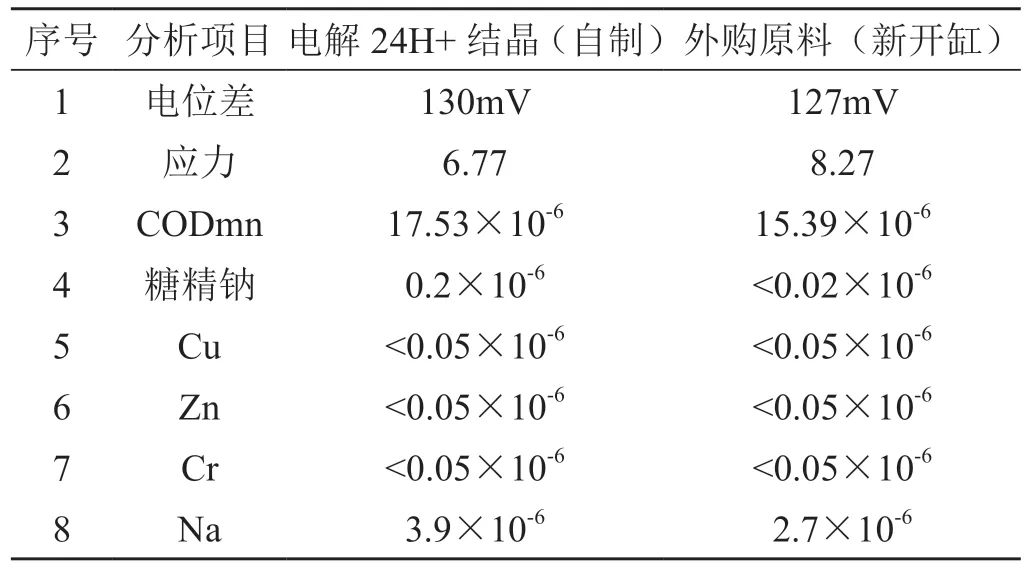
表1 自制与外购硫酸镍成分对比
再生硫酸镍溶液进一步提纯工艺流程,如图1所示。
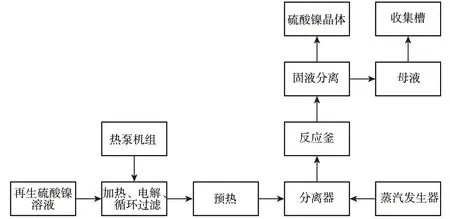
图1 再生硫酸镍溶液提纯工艺流程图
(2)环境评估:方案完成后,每月可多回收硫酸镍5.1t,年可回收硫酸镍61.2t。回收镍量情况如表2所示。
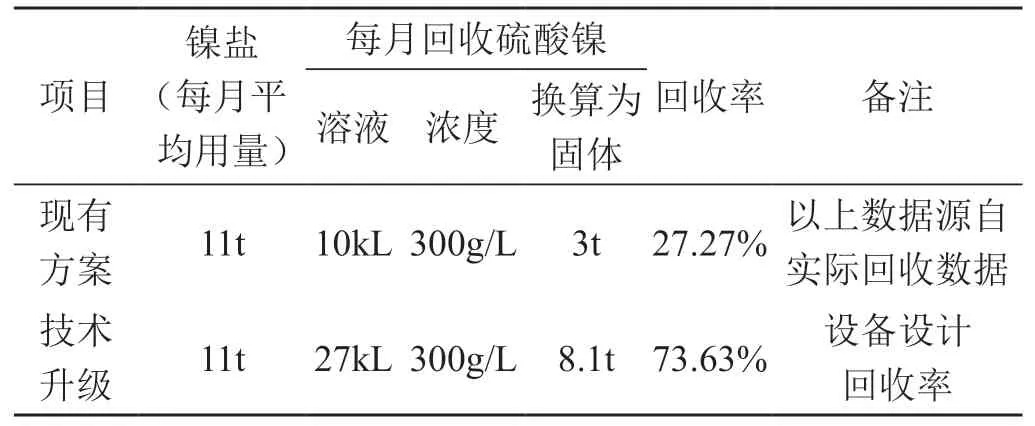
表2 回收镍量情况
(3)经济评估
方案完成后,年可产生经济效益约171.38万元,方案改造后具体经济效益指标分析,如表3所示。
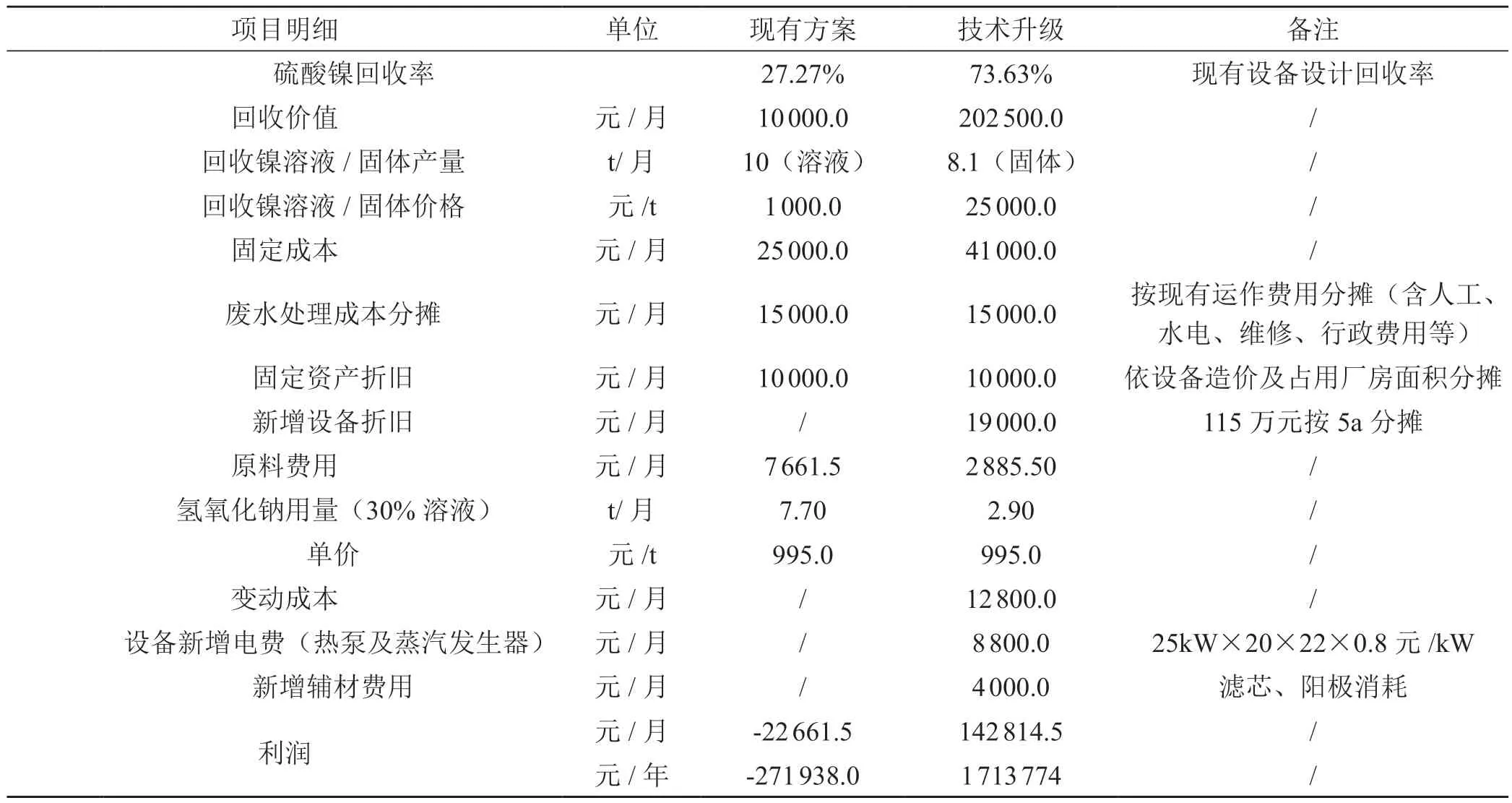
表3 方案改造后经济效益指标汇总表
2.2.3 汇总清洁生产方案效益
该企业清洁生产审核提出11个有效清洁生产方案,方案总投入174.585万元,年产生经济效益332.9028万元,年节约用水12 900t,年节约液碱量135t,年节约工业硫酸105t年回收硫酸镍61.8t,年回收金属铜100kg,年节电9 360kW·h,取得较好的节能、减污效果。
3 结语
通过清洁生产方案的实施,将“整体预防”的战略思想融入生产管理过程,在“节能、降耗、减污、增效”方面取得了较好的成果,环境状况得到了明显改善,也使企业的环境管理水平上升到了一个新的高度。
