图形电镀线路锯齿的影响因素研究
2022-11-30李清春张祖涛
王 佐 李清春 蒋 勤 张祖涛
(胜宏科技(惠州)股份有限公司,广东 惠州 516211)
1 背景
PCB图形电镀流程是板电闪镀 5 μm ~8 μm,在经外层图形将不需要的部分用干膜盖住,再经图形电镀,将所需图形电镀到客户所需铜厚,经电镀锡起到保护客户所需要的图形。干膜经过曝光显影后作出所需要的图形,再经过图电镀铜加厚,在此过程中,当曝光能量不均、显影点不合理、电镀震动过大等导致线路干膜面不平整,电镀蚀刻后线路出现锯齿状,如图1所示。蚀刻后的线路边缘呈锯齿状问题产生的原因,应在干膜光致成像和电镀锡过程中,文章主要围绕这些方面进行原因分析和实验,改善线路锯齿状况。
图1 线路锯齿状图片图
2 影响因素评估
2.1 电镀铜时间长度对线路锯齿的影响
通过取相同线路密集的板,在同一条电镀线,相同电镀缸,不同电镀时间,确认线路锯齿状不良比例,具体如表1所示。从测试结果可以看出:60 min、90 min、120 min均出现概率差别大的锯齿缺陷,说明电镀时间不是引起线路锯齿的影响因素。
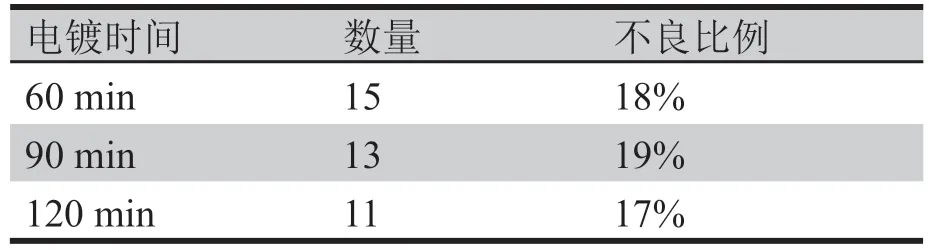
表1 电镀时长数据表
2.2 电镀线别对线路锯齿状的影响
通过取相同线路密集的板,相同电镀参数及镀铜时间,不同线别确认不良率,具体如表2所示。从测试结果可以看出:3条图电线均出现锯齿缺陷,说明不同图电线对其无影响。
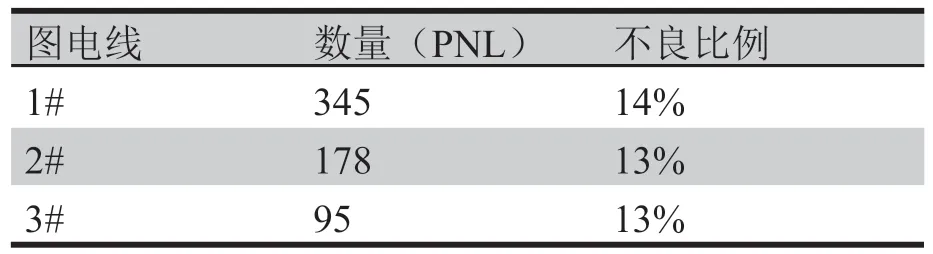
表2 不同线别数据表
2.3 线路锯齿对应线宽大小差异影响
从测试的锯齿缺陷图片来看,大铜面与线路均出现线路锯齿缺陷,即可说明线路锯齿缺陷与线宽线间隙无关,具体如图2所示。
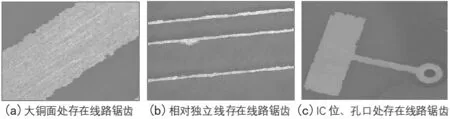
图2 不同位置线路锯齿状图片图
2.4 板厚对线路锯齿的影响
统计不同类型板厚,相同线别生产的生产板,确认线路锯齿状占比,如图3所示。从收集的结果可以看出:线路锯齿从板厚0.5~3.0 mm均出现,但是在0.5~1.0 mm范围内出现的概率最高,即薄板出现锯齿的概率最大。
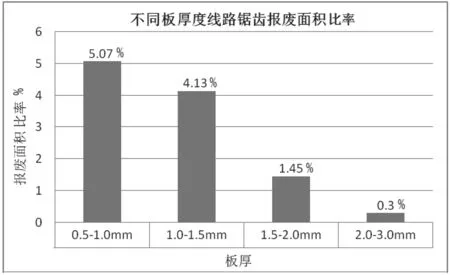
图3 不同板厚线路锯齿占比分布图
2.5 不同曝光能量对线路锯齿的影响
其他条件都相同的情况下,确认线路锯齿的影响,详见表3所示。从测试结果可以看出:曝光能量的高低对线路锯齿有影响,通过不同能量发现,6格残和6格满针对线路锯齿改善优于5格能量,说明曝光能量为引起线路锯齿的影响因素之一。

表3 不同曝光能量数据表
2.6 不同的显影点对线路锯齿的影响
其他条件都相同的情况下,确认线路锯齿的影响,详见表4所示。从测试结果可以看出:显影点的高低对线路锯齿有影响,显影点50%和60%的线路锯齿改善优于40%,说明显影点为引起线路锯齿的影响因素之一。

表4 不同显影点数据表
2.7 显影后烤板对线路锯齿的影响
其他条件都相同的情况下,测试其对线路锯齿的影响,如表5所示。从测试结果可以看出:烤板与不烤板的板均有线路锯齿,且都严重,证明显影后烤板对改善线路锯齿无作用。

表5 显影后烤板数据表
2.8 不同锡缸震动频率对线路锯齿的影响
其他条件都相同,测试不同锡缸的震动频率对线路锯齿的影响,具体如表6所示。从测试结果可以看出:无震动时,确认线路锯齿消失,震10 s停20 s与震15 s停20 s线路锯齿相当,说明震动是引起线路锯齿的影响因素之一。

表6 不同锡缸震动频率数据表
3 DOE(正交试验法)实验
3.1 DOE验证过程参数对线路锯齿的影响
(1)实验条件:根据以上数据排查,板越薄线路锯齿越严重,且排查发现,曝光能量、显影点和震动对线路锯齿影响比较大,为保证实验结果的准确性,同时排除因板厚压膜参数差异引起的其他外因,先安排板厚0.8 mm测试板,针对此三个因子,分别设计DOE实验,确认主要问题原因。
贴膜前处理、压膜、显影参数固定不变,图形电镀铜和锡参数固定不变。试验变量为曝光能量、显影点和震动频率。因实验发现曝光能力6格残和6格满线路锯齿相当,优于5格能量,显影点50%和60%线路锯齿相当,优于40%显影点,震动频率震10 s停20 s和震15 s停20 s线路锯齿相当,优于震20 s停20 s ,故实验选用最佳参数对比测试,具体因子如表7所示。
按表7条件组合搭配为8个实验组(如表8所示)。得出结果可知:改善线路锯齿结果最佳参数为第7组参数。

表7 曝光能量、显影点和震动频率表

表8 DOE测试线路锯齿不良率对应结果表
实验流程:选板→外层线路图形→图形电镀→外层碱性蚀刻→外层AOI(自动光学检查)→数据统计→结果分析。每实验设计组选取24 PNL板,以同一图形进行图形电镀制作,根据DOE测试结果分析,主效应图如图4所示。
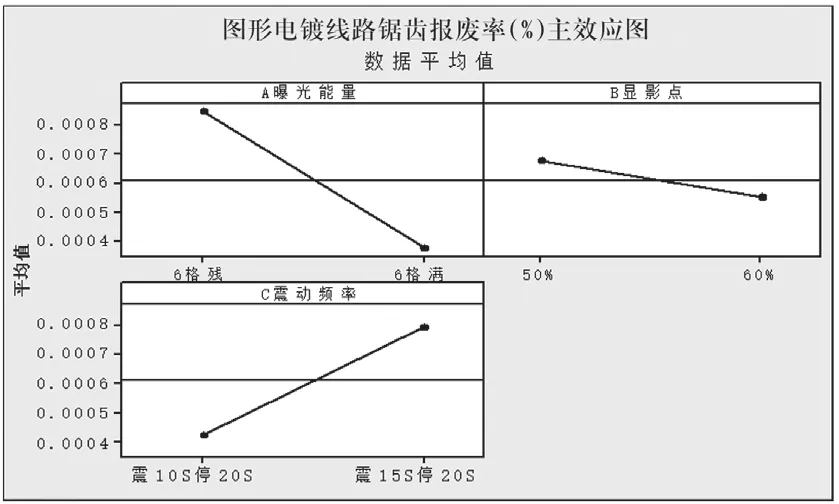
图4 主效应图
3.2 根据DOE结果验证板厚锯齿情况
根据线路锯齿良率数据统计结果可知,板厚0.5~1.0 mm线路锯齿最严重,而针对生产工艺参数实验可知,曝光能量6格满、显影点60%和震动10 s停20 s,线路锯齿不良率最优,对此验证不同板厚线路锯齿情况,安排0.5 mm、0.8 mm和1.0 mm生产板,采用此参数,各制作24 PNL测试板,收集不同板厚的线路锯齿良率,良率情况如表9所示。从良率数据确认可知,板厚对线路锯齿无影响。

表9 不同板厚线路锯齿良率数据表
4 改善总结
4.1 改善措施
根据问题追踪,影响图形电镀线路锯齿的因素为曝光能量、显影点和震动频率,同时按DOE验证结果参数,实验不同板厚验证线路锯齿,收集良率数据,板厚对线路锯齿无影响,同时为彻底改善图形电镀锯齿问题,做出如下调整。
(1)外层线路曝光采用6格满能量,满足干膜最佳需求;
(2)在其他条件不变的情况下,将原定显影点调整为60%,并批量跟进生产制作;
(3)将图形电镀震动调整为震10 s停20 s。
4.2 改善效果
统计生产板型号及板厚,不良率从改善前14.53%
降到改善后0.5%,效果显著(如表10所示)。

表10 改善前及改善后效果对比表