基于TRIZ 理论围框机铲边成型装置的创新设计
2022-10-30郝雪君邓援超辛军炜
郝雪君,邓援超,辛军炜
(430068 湖北省 武汉市 湖北工业大学)
0 引言
随着品质要求的日益严格,利用现有的围框机制盒的品质已很难满足要求,这造成了生产中工作效率低下、废品率高的问题。其中造成该问题的最突出原因是铲边成型后小面纸空边现象。铲边成型装置工作,将图1(a)中的半成品条盒加工成图1(b)所示的成品条盒。全文尝试运用TRIZ 理论为这个问题寻求解决办法。
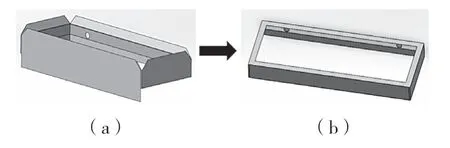
图1 铲边成型过程中条盒的状态Fig.1 State of strip box in the process of edge forming
TRIZ 理论即发明问题解决理论,该理论由苏联科学家根里奇·阿奇舒勒于1946 年创立。阿奇舒勒通过大量的专利分析,得出工程系统演变的客观趋势,通过这种趋势提出发明问题解决理论[1-4]。本文针对小面纸空边这个问题,通过TRIZ 理论进行描述分析,找到存在这个问题的根本原因,运用TRIZ 工具找到解决方案,对得到的方案进行评估,最终解决问题[5]。
1 铲边成型装置介绍
条盒由围框好的灰纸板和大小面纸黏贴而成,条盒材料示意图如图2 所示。
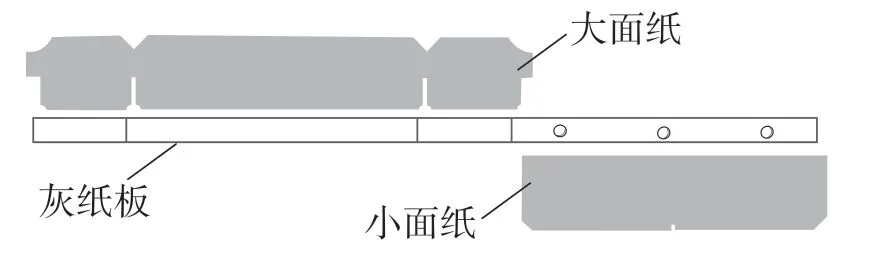
图2 条盒材料示意图Fig.2 Schematic diagram of strip box material
铲边成型工位是决定成型纸框品质的重要工位,该工位主要功能是将半成品条盒中的大小面纸的上端进行90°折边、小面纸下端铲平后,折入条盒内壁贴牢。该装置主要由上铲刀、下铲刀、吸风压板、下模组成。其中除小面纸一侧为上下铲刀和吸风压板,纸框其余三侧均只有上铲刀和吸风压板。铲边成型装置示意图如图3 所示。
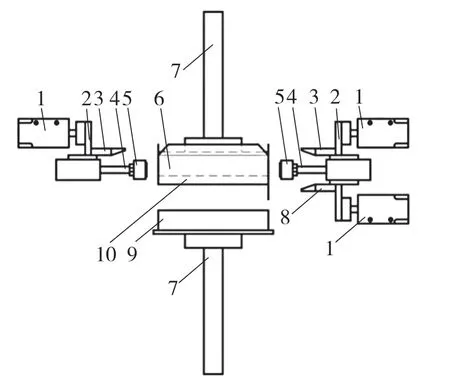
图3 铲边成型装置示意图Fig.3 Schematic illustration of blade forming device
工作过程如下:(1)升降主轴将围好的纸框下推至折边工位的指定位置,吸风压板在驱动气缸②的作用下向半成品条盒运动,接触条盒的表面,见图4(a);(2)吸风压板贴紧纸框,吸风打开,同时上模吸风关闭,纸框被固定在4 个吸风压板围城的框内,上模退走,见图4(b);(3)4 工位上铲刀全部水平推出,使高于纸框的面纸形成90°折边,方便黏贴,小面纸机头下铲刀推出铲边,见图4(c);(4)小面纸下铲刀收回,见图4(d);(5)下模上升,将铲好边的小面纸折入纸框内,完成包边工作,见图4(e);(6)小面纸侧驱动气缸②向前运动,吸风板与下模产生一定的挤压,形成小面纸保压,使得小面纸与灰纸板完全贴合,见图4(f);(7)吸风压板吸风关闭,压板与上铲刀退回至初始位置,见图4(g);(8)下模吸风关闭,下模收回,条盒围框成型,见图4(h)。成型框运离成型折边工位的整个铲边成型工位动作完成。
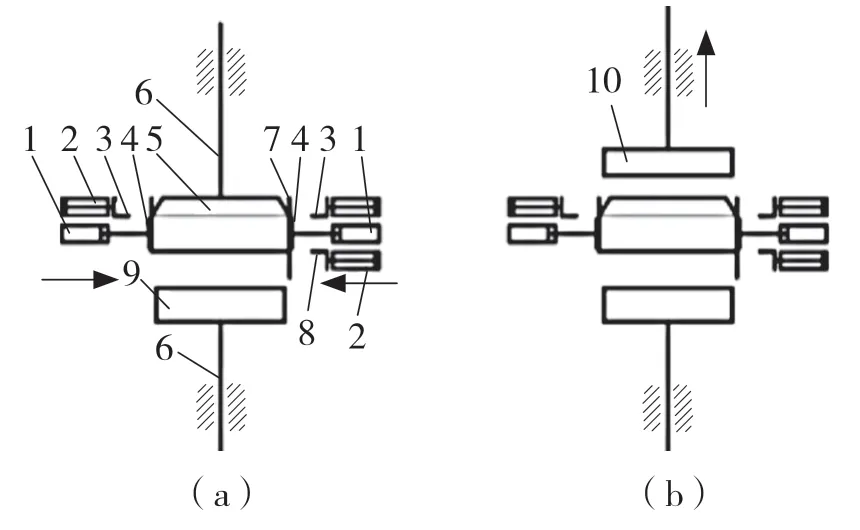
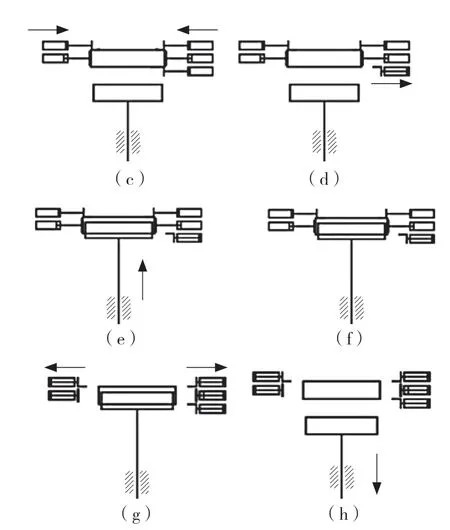
图4 铲边成型工位工作流程示意图Fig.4 Schematic diagram of molding station work flow
2 问题分析
2.1 问题描述
在纸框完成围框机中成型折边工位所有工序后,现存在如下现象:成品条盒小面纸包边处出现空边,如图5 所示。这个现象会使纸框品质不达标。首先确定现存在的问题。铲边成型工位动作完成后,部分条盒出现小面纸空边现象,不符合成型纸盒生产的品质要求[6]。

图5 小面纸空边现象示意图Fig.5 Schematic illustration of empty edges of small paper
2.2 系统功能组件分析
在建立组件模型之前,首先需要确定技术系统,并根据改技术系统的定义,确定改技术系统的作用对象、技术系统组件、超系统组件[7]。技术系统的功能是实现纸框面纸折边,因此系统的作用对象是贴上小面纸的半成品纸框,技术系统的组件为上模、下模、上铲刀、下铲刀、吸风压板、驱动气缸、升降主轴,技术系统的超系统为机架,电机、真空泵。基于以上组件进行组件功能模型分析,分析各组件间的作用,如图6 所示。

图6 组件功能模型Fig.6 Component function model diagram
2.3 因果链分析
因果链分析是在组建功能模型的基础上,通过构建因果链指出事件发生的原因和导致的结果,层层递进,最终得到问题产生的根本原因。对当前系统进行因果链分析,得到因果链如图7所示。
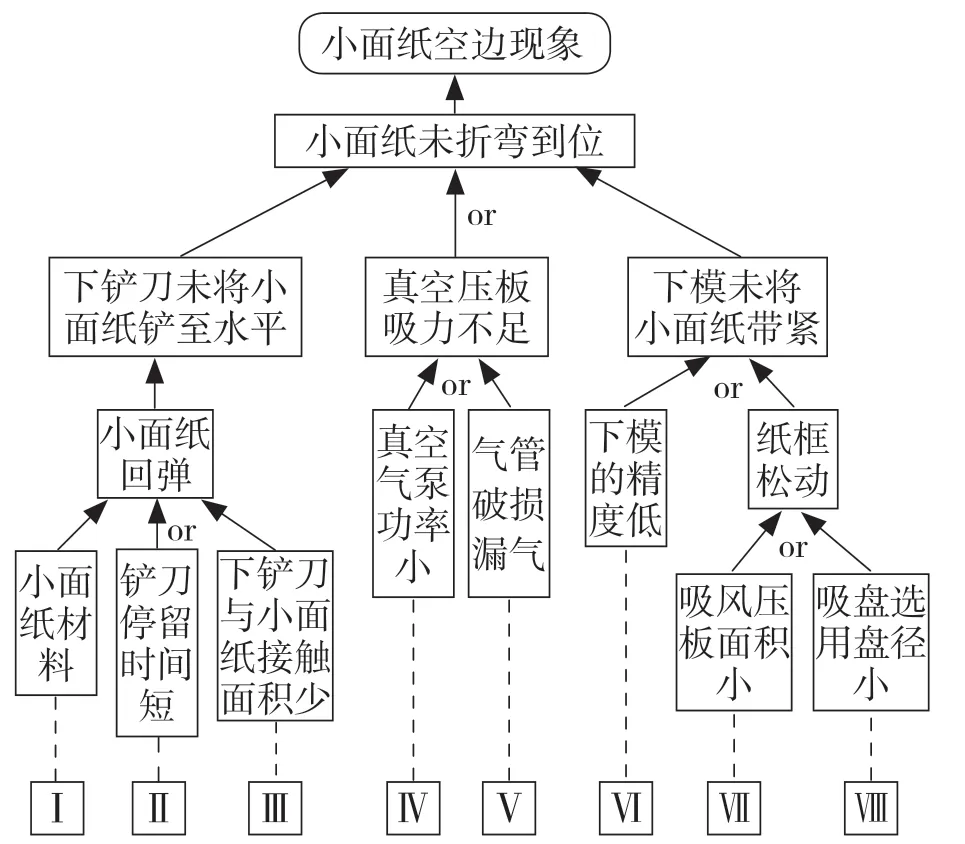
图7 小面纸空边现象因果链分析Fig.7 Causality chain analysis of empty edge of small surface paper
对小面纸空边现象因果链分析得到的8 个原因进行实验分析。针对原因I,通过实验对面纸的材料进行实验,结果表明面纸材料符合实际要求,故不再考虑;针对原因II,在加长铲刀停留时间后,对小面纸回弹现象没有根本改善,不能作为根原因;针对原因IV 和原因V,经过样机运行100 个物料进行围框,记录出现物料偏移的情况,经测试后确认气管不存在破损现象,真空泵吸力满足正常工作需要,故不再考虑;针对原因VII 和原因VIII,通过观察样机运行中的纸框松动现象,最终选取增大吸盘盘径,纸框松动问题得到解决。针对原因III 为样机在实际运行过程中的某种状态,以及原因VI 下模精度低,在运行过程中无法带紧面纸,可以使用TRIZ 理论进行进一步研究。因此原因III 和原因VI 为该问题的2 个根原因,转换成关键问题:①如何让下铲刀与小面纸有充分接触面积;②如何提高下模精度。
3 基于TRIZ 理论对现有工程问题求解
3.1 问题①:针对如何让下铲刀与小面纸有充分接触面积的问题
3.1.1 通过物场模型及标准解解决问题
针对问题①,首先定义问题的物场模型[8]。该物场模型的作用对象是下铲刀,被作用对象是贴在灰纸板上的小面纸,其中下铲刀对小面纸的作用力不足,它们之间的作用场是机械场。物场模型如图8 所示。对作用力不足的模型,采用标准解S1.1.2 内部合成物场模型来解决。得到解决方案①,在铲刀前端增加一段略高于铲刀最高平面的刮片,使下铲刀工作的时候与小面纸的底端有更大接触面积,使其更好地贴合在灰纸板底端。解决方案①如图9 所示。
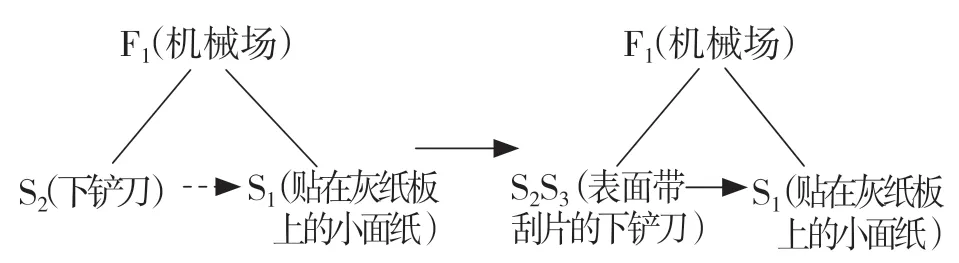
图8 解决方案物场模型图Fig.8 Physical field model diagram

图9 解决方案①Fig.9 Solution ①
(1)确定物质:S1-小面纸,S2-下铲刀。
(2)确定场:F1-机械场。
解决方案物场模型如图10 所示。由标准解S2.2.4 动态性[9]得到解决方案②,即将下铲刀后端平面改成为由两滚筒组成的弧面,通过滚筒弧形表面在工作过程中反复压实,达到预期的铲边效果。解决方案②如图11 所示。
针对这一物场模型,还可以采用标准解S2.1.2 双物-场模型来解决。解决方案物场模型图如图12 所示。得到解决方案③,给原有的系统中增加一个气动场,在下铲刀处增加一个喷气装置,提前给小面纸铲边处一个折弯的力,方便下铲刀工作时,更容易令小面纸形成90°铲边。解决方案③如图13 所示。
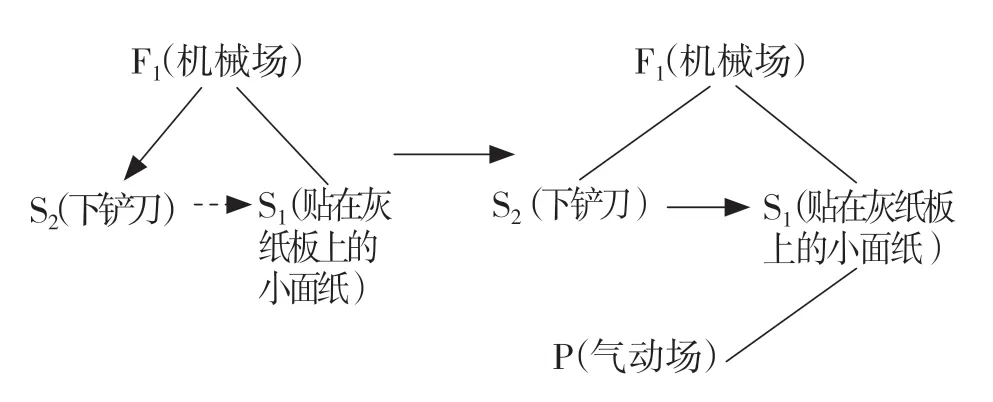
图12 解决方案物场模型图Fig.12 Physical field model diagram
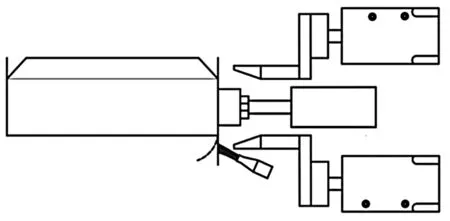
图13 解决方案③Fig.13 Solution ③
3.1.2 通过技术矛盾解决问题
技术矛盾是指在改善一个参数的同时,随之产生的其他的问题[10]。针对问题①,首先想到要解决小面纸空边这个现象,就需要改善下铲刀的形状,使小面纸能更好地贴合在灰纸板下方,这样就不会出现小面纸空边现象。而改变铲刀的形状会使铲刀的加工更复杂,因此恶化了制造难度。通过分析可知,待改善的参数是No.12——形状,被恶化的参数是No.32——可制造性。根据所定义的工程参数查询矛盾矩阵,得到对应的发明原理[11],如表1 所示。
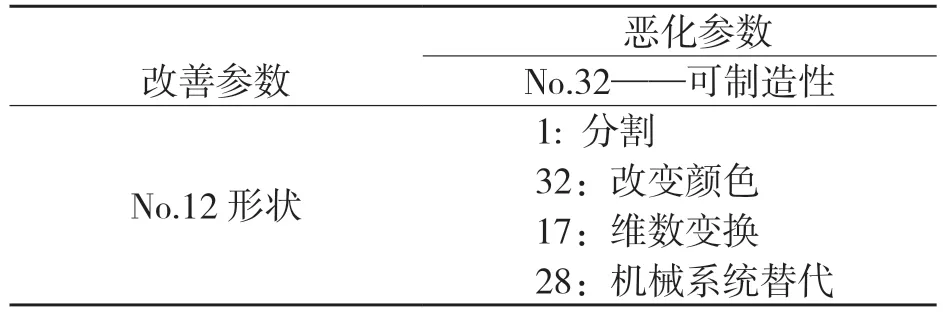
表1 矛盾矩阵表Tab.1 Contradiction matrix
查表,运用发明原理#1 分割原理得到解决方案④,即将下铲刀设计成两块由销柱连接的板,两板的尾端用弹簧连接,铲刀进给时,纸框挤压弹簧,弹簧给纸框一个向上的力,使小面纸更牢固地贴合在条盒下端。解决方案④如图14 所示。
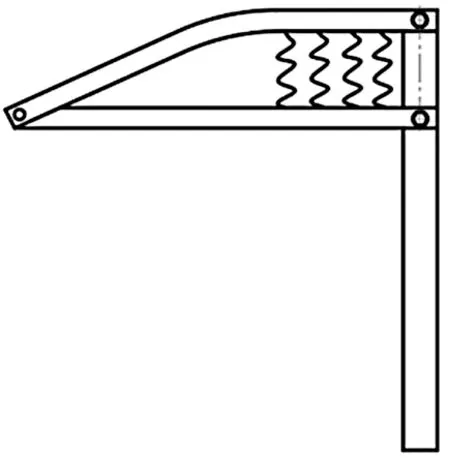
图14 解决方案④Fig.14 Solution ④
但是,改善了设备的可操作性必然增加装置的制造难度,会恶化可制造性。查表可知,待改善的参数是No.33——可操作性,被恶化的参数是No.32——装置的可制造性[12]。根据所定义的工程参数查询矛盾矩阵,得到对应的发明原理,如表2 所示。
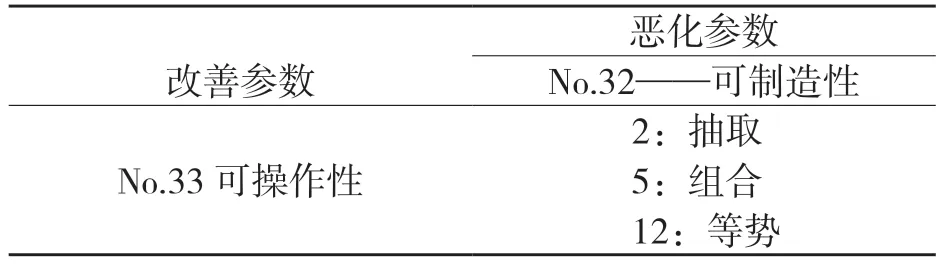
表2 矛盾矩阵表Tab.2 Contradiction matrix
根据这对技术矛盾查询矛盾矩阵得到的发明原理#5 组合原理,由该发明原理得到解决方案⑤,即将下铲刀与吸风压板组合起来,铲刀长度不能影响下模顺利进入纸框进行包边。组合式下铲刀示意图如图15(a)所示,铲边状态示意图如图15(b)所示。
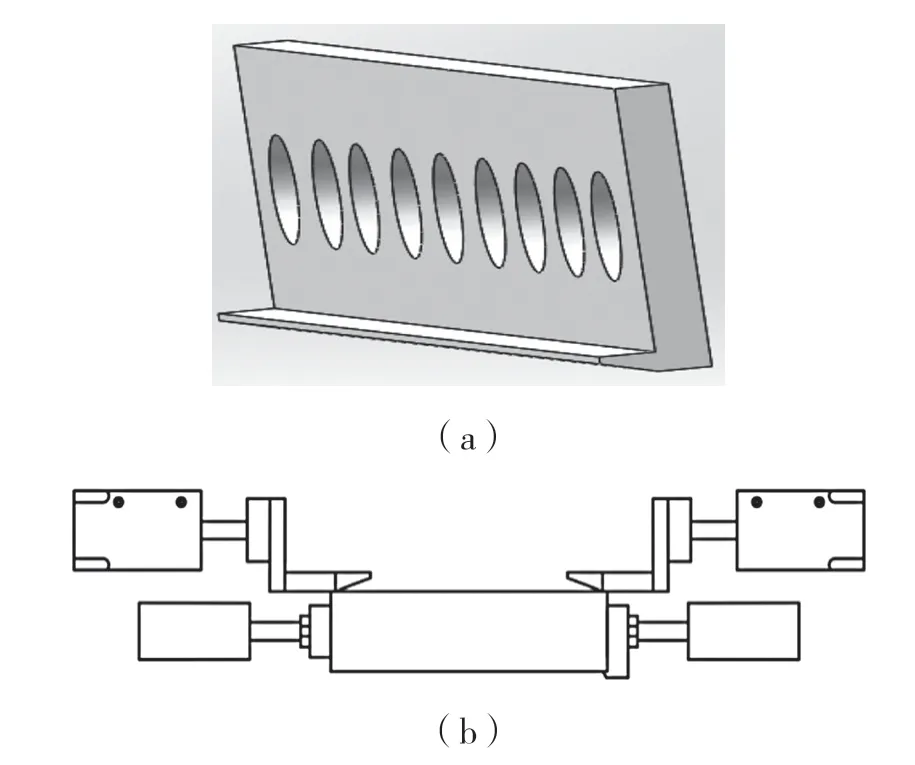
图15 解决方案⑤Fig.15 Solution ⑤
3.2 问题2:针对如何提高下模精度的问题
3.2.1 物理矛盾解决问题
物理矛盾是指同一参数具有相反的并且合乎情理的需求。具体可通过3 种方法解决:(1)分离矛盾需求;(2)满足矛盾需求;(3)绕过矛盾需求,再利用分离原理尝试解决,然后利用分离原理推荐的发明原理来构建解决方案模型,最后转换为实际方案[13]。具体流程如下:针对如何提高下模精度这个问题,首先考虑到下模要略小于纸框,方便下模带着小面纸顺利进入纸框,因此下膜需要小。但如果下模过小,下面进入纸框时,无法顺利进入纸框,所以在进入纸框时下模要小,方便模具顺利进入。但过小的纸框会使折边效果差,造成纸框品质不合格,这就形成了一对物理矛盾,即下模在刚进入纸框时要小,因为方便进入,但是在开始折边时要大,因为要使小面纸平整地贴在纸框内侧。针对该物理矛盾适用“基于时间分离”来解决,选择“时间分离”运用发明原理11——事先防范原理,将下模进行改进,在进入纸框前,弹簧为原长状态电磁铁装置处于失电状态,小面纸调节吸风板处于原始状态,下模大小略小于纸框,当下模顶端进入纸框时,磁铁装置得电,弹簧处于伸长的状态,通过调节小面纸边的吸风板,使小面纸被下模带紧,平稳折入纸框内。解决方案⑥如图16 所示。
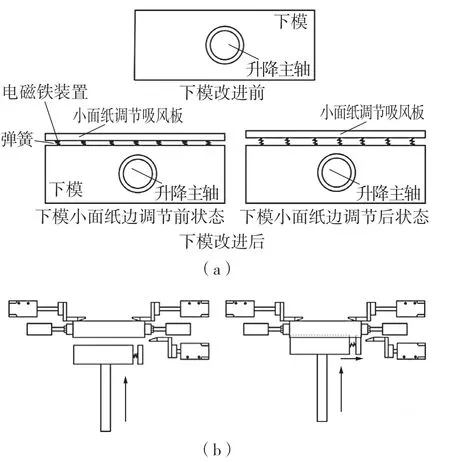
图16 解决方案⑥Fig.16 Solution ⑥
4 方案评估与实施
经过以上的分析和求解得出如表3 所示的6个方案,结合经济性以及有效性对所有方案进行可用性评估[14]。其中经济性包括方案的复杂程度和对原设备的改动大小,这两点直接决定材料费用以及人工成本。有效性包括方案解决问题的实用性及稳定性。经过分析与评估,最终选择方案①和方案⑥同时进行实施,小面纸空边的问题被解决,围框纸盒合格率达到99%,达到行业标准。
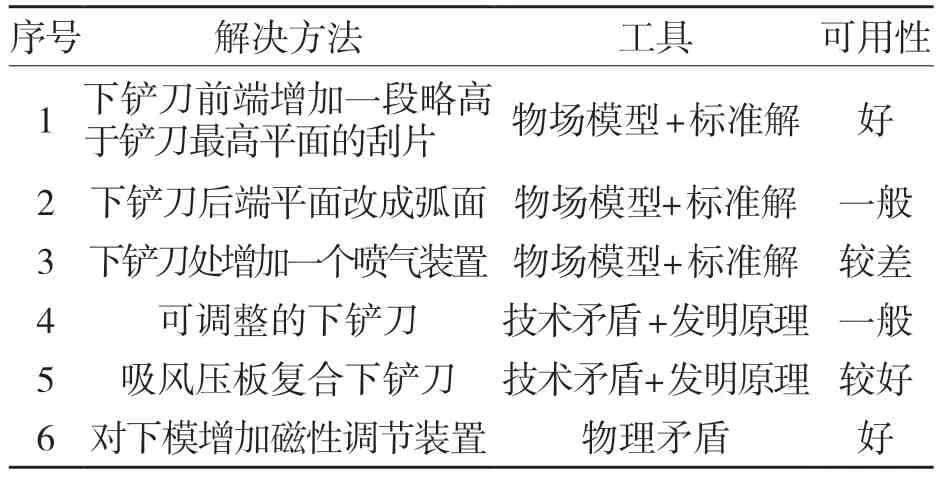
表3 方案汇总表Tab.3 Programme matrix
5 结论
通过对围框机在实际生产中遇到的小面纸空边问题进行问题描述和定义,再利用功能模型及因果链分析找到造成小面纸包边后空边现象的根本问题,利用物场模型、技术矛盾、物理矛盾等工具将这些根本问题转化为TRIZ 问题模型[15]。再通过TRIZ 理论工具对问题模型进行处理,通过标准解推荐的构造物质来弥补不足效应,从而想到在下铲刀上增加新的刮片来弥补铲刀工作上的不足,通过发明原理11,从而想到对下模增加磁性调节装置,再进行评估与选择。最后将这些方案模型根据实际项目情况结合机械设计相关知识转化成实际解决方案。为后续工程人员解决实际问题提供了一定的参考和借鉴。
