基于TP700的自动化生产线分拣监控系统设计*
2022-10-28张强
张 强
(宜宾职业技术学院,四川 宜宾 644003)
0 引言
随着工业自动化技术和水平的发展,物料自动化分拣监控技术已成为现代企业柔性自动化生产线中非常重要的环节。目前企业中的自动化生产线分拣,特别是在中小企业,存在准确度不高、操作性不强、可视性差和生产效率低等缺点,已经不能适应现代企业生产的要求。为此,本文设计了一种基于触摸屏的自动化生产线分拣监控系统控制方案,可有效提高系统的稳定性和可操作性,提升企业生产效率。
1 系统方案设计
1.1 控制要求
本系统控制要求具体如下:①当传感器检测到下料处有物料,则对应气缸动作,将物料送到传送带上;②当传感器检测到金属物料时,则对应气缸动作,将物料送到对应料箱;③当传感器检测到塑料物料时,则对应气缸动作,将物料送到对应料箱;④当传感器检测到其他物料时,则对应气缸动作,将不同颜色物料送到对应料箱;⑤传送带可以根据物料多少通过变频器实现调速;⑥分拣系统通过触摸屏实现有效监控。
1.2 系统框图
自动化生产线分拣监控系统主要由控制器(PLC)、触摸屏(HMI)、变频器、传感器、限位开关、电磁阀和气缸等组成,其结构框图如图1 所示。
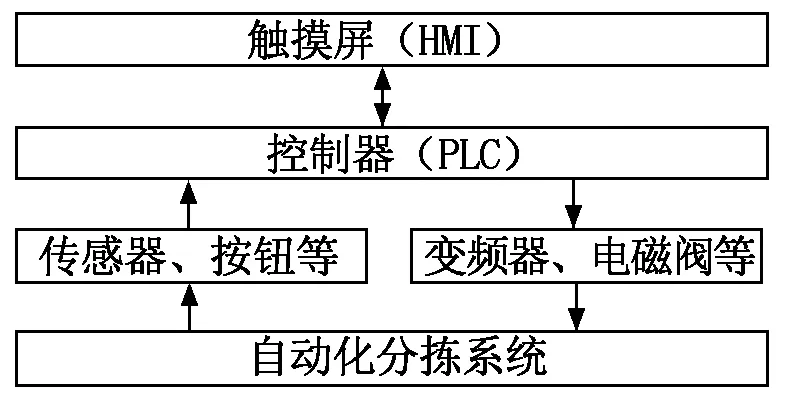
图1 自动化生产线分拣监控系统结构框图
2 系统硬件设计
2.1 PLC选型
SIMATIC S7-1200是西门子公司推出的基于TIA Portal的新一代控制器产品,具有模块化、紧凑型的结构,以及可扩展性强、灵活度高的特点。通过全集成自动化TIA Portal软件平台,可实现控制系统快速开发和调试,为各种工艺任务提供有效的自动化解决方案,满足不同自动化系统控制需求。S7-1200是目前工业化自动控制产品PLC的典型代表。本系统选用CPU1214C DC/DC/DC作为系统控制器。
2.2 触摸屏选型
本系统选用的HMI是西门子触摸屏TP700。TP700是西门子公司生产的新一代7英寸精智面板,具有功能强、集成性和兼容性优等特点,完全能够满足现场总线中复杂的交互式任务要求,其通过最高标准工业通信的通信接口(PROFINET)与PLC通信,实现全面的自动化解决方案。
3 系统程序设计
自动化生产线分拣监控系统程序设计流程如图2所示。图2中,SA为金属材料检测传感器,SB为塑料检测传感器,SC为颜色检测传感器。
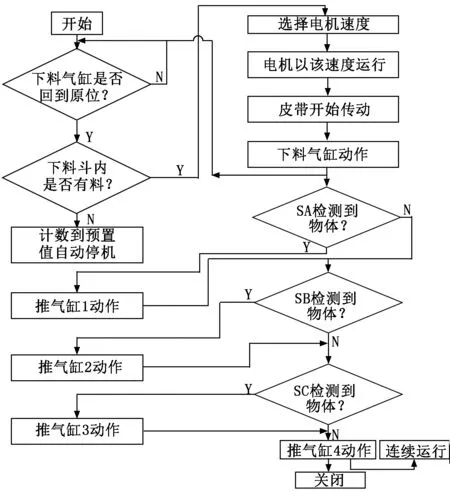
图2 自动化生产线分拣监控系统程序设计流程
4 监控组态
本系统通过TIA Portal软件进行组态。TIA Portal基于全球工业自动化发展,几乎适用于所有自动化任务,用户能快速、直观地开发和调试自动化系统,具有高效性、完整性和应用性等特点。
(1) 在项目中,创建PLC项目,添加S7-1200的CPU、I/O等模块,注意与PLC硬件型号一致,并设置相关参数,S7-1200PLC组态如图3所示。
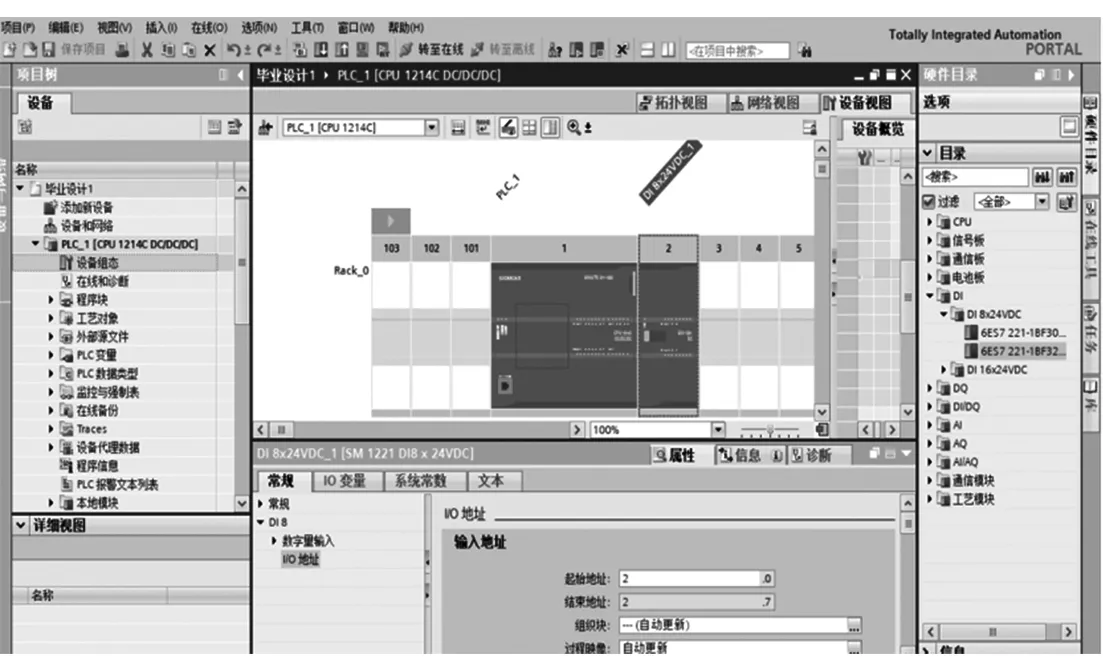
图3 S7-1200PLC组态
(2) 在项目中,创建HMI项目,添加TP700触摸屏,注意与HMI硬件型号一致,并设置相关参数,TP700触摸屏组态如图4所示。
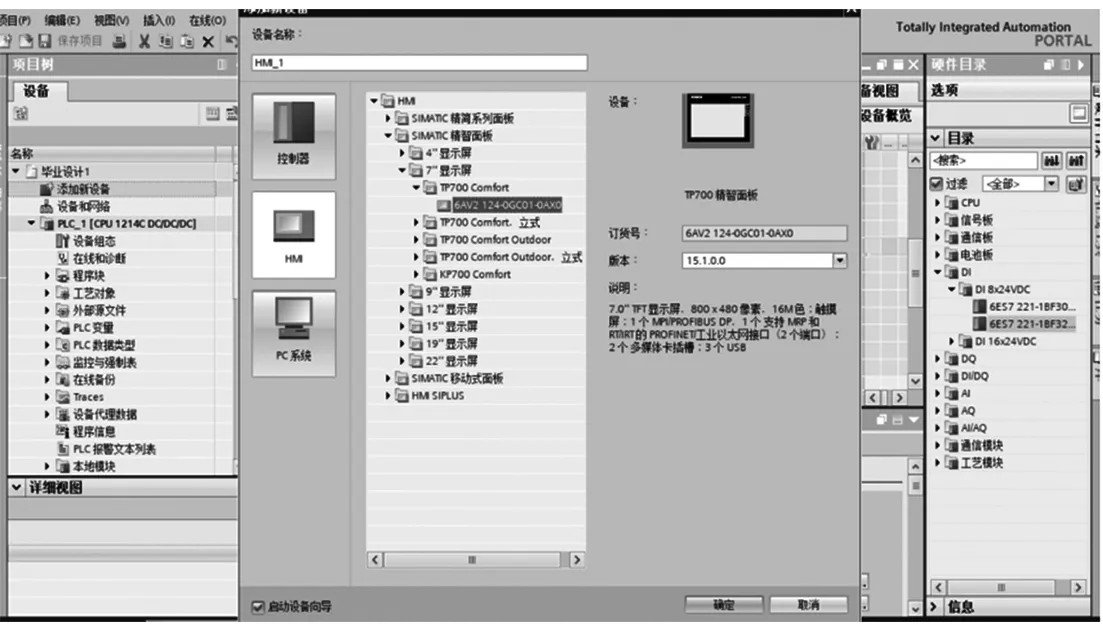
图4 TP700触摸屏组态
(3) 点击“设备和网络”,分别组态S7-1200和TP700的通信参数,应保证PLC的IP地址和触摸屏IP地址在同一网段下,并建立通信连接,S7-1200与TP700通信连接组态如图5所示。
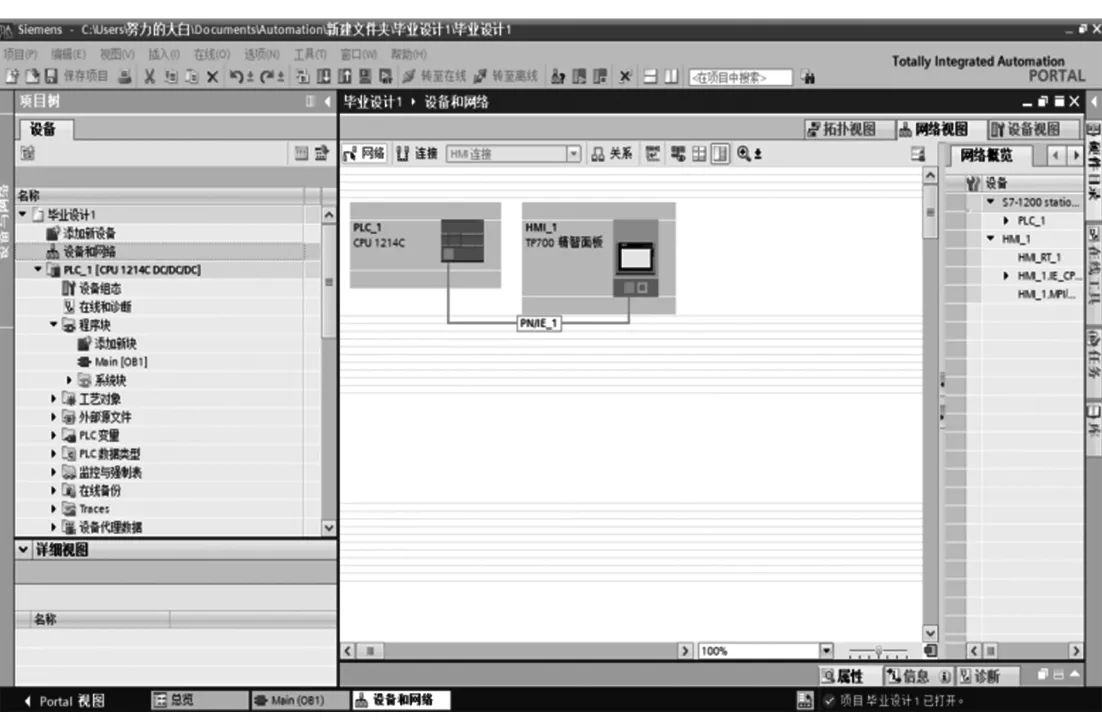
图5 S7-1200与TP700通信连接组态
(4) 在HMI变量表中创建HMI变量,系统HMI变量如图6所示。
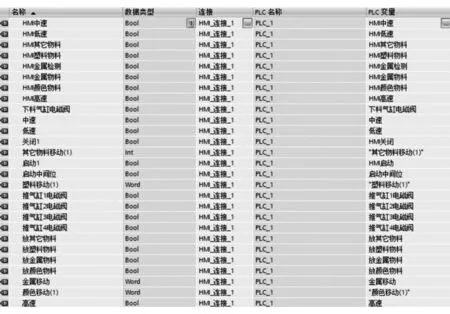
图6 HMI变量
(5) 组态过程画面。过程画面主要有主画面和监控画面,系统运行后首先进入主画面,两个画面可相互切换,监控画面如图7所示。
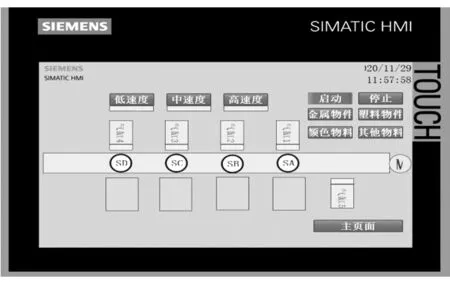
图7 监控画面
5 结束语
本文介绍的自动化生产线分拣监控系统方案使用TIA Portal 作为系统集成自动化软件,控制器选用西门子S7-1200PLC,HMI选用TP700触摸屏。系统经过调试和实际运行,结果表明应用该系统可有效提升自动化生产线分拣的准确性和可操作性,进一步提高企业的生产效率。
