PVC 共聚树脂浆料汽提新工艺的开发
2022-10-26姚新斌张志良张伶俐
姚新斌,张志良,张伶俐
(天辰化工有限公司,新疆 石河子 832000)
聚氯乙烯(PVC)树脂因其难燃性、耐磨性、抗化学腐蚀性、综合机械性、制品透明性、电绝缘性及比较容易加工等特点,在工业、建筑、农业、日常生活、包装、电力、公用事业等领域大量应用,成为目前世界上应用最为广泛的塑料品种之一。按照聚合方式,聚氯乙烯主要可分成四大类型,即悬浮法聚氯乙烯、乳液法聚氯乙烯、本体法聚氯乙烯和溶液法聚氯乙烯。悬浮法聚氯乙烯是产量最大的一个品种,约占世界PVC 总产量的80%左右,国内总产量的94%[1]。2020 年全球聚氯乙烯总产能约为5 817 万t/a,主要生产地集中在亚洲、美洲和欧洲地区,中国PVC 总产能约占全球总产能的45%,为全球占比最高。预计到2025 年,全球聚氯乙烯总产能将达到6 194 万t/a[2]。
目前中国PVC 共聚树脂主要有氯醋共聚树脂、氯乙烯-丙烯酸酯、氯乙烯-丙烯腈无规共聚树脂及丙烯酸酯聚合物接枝共聚树脂。在悬浮工艺PVC 共聚树脂聚合反应中,聚合转化率控制在80%~85%,终止反应后仍有15%~20%未反应的VCM 残留在浆料中,为了降低VCM 消耗,改善PVC 共聚树脂质量,减少其制品在加工和使用过程中对环境的污染和对人体的危害,需要将未反应单体进行回收处理。回收过程分为自压回收和汽提处理回收两步进行,经自压回收约85%,所剩15%需要通过汽提加以回收,汽提处理回收工序决定了树脂产品中VCM 的残留量。
1 存在的问题
均聚型PVC 浆料为未反应的VCM、固体、水的悬浮液,在这3 项存在的浆料中,未反应的VCM 在其中的分配比例(重量比)近似为1∶1 000∶100。在均聚型PVC 树脂浆料负压汽提处理过程中,主要通过控制汽提塔的真空度、温度和停留时间等工艺参数,实现一定的负压状态,使浆料沸腾温度低于其饱和蒸汽压下的沸点,蒸汽自下而上经塔板孔上升,在水的常压沸点温度以下使浆料在汽提塔每层塔板上均处于沸腾状态,未反应单体在汽提塔中扩散与传质,提高VCM 脱吸速度,达到蒸汽加热高温汽提条件下相同的效果,最终使VCM 从树脂颗粒的微孔中溢出进入气相中,周而复始,从而达到脱除VCM 和其他单体的目的。由于均聚型PVC 树脂颗粒形态和VCM 在树脂颗粒内部扩散速度的影响,汽提塔底温度一般控制在110 ℃左右,其他工艺参数根据情况进行相应调整,树脂中残留VCM 能够达到预期的目标。
而PVC 共聚树脂往往因为第二、三功能单体的接枝共聚,共聚树脂浆料除未反应的VCM、固体、水的悬浮液,还含有一定量未反应的第二、三单体。且共聚树脂因第二、三单体的引入,树脂产品玻璃化转变温度与通用型PVC 树脂相比会降低5~15 ℃。以高抗冲氯乙烯-聚丙烯酸酯共聚树脂(ACR-g-VC)为例,悬浮聚合中引入第二单体ACR 抗冲改性剂,ACR 为“核-壳”结构,玻璃化温度较低[3]。有研究表明,ACR-g-VC 共聚物包含均聚型PVC、接枝PVC 的ACR 和未接枝ACR,由于ACR 玻璃化温度较PVC 低得多,ACR-g-VC 共聚物的塑化时间小于聚合度接近的均聚型PVC[4]。采用与均聚型PVC 树脂同样的汽提处理工艺脱吸ACR-g-VC 共聚树脂残留的VCM 时,高温环境下汽提塔中树脂塑化程度较均聚型PVC 树脂程度大,更易粘结在汽提塔的塔盘上,堵塞筛孔,造成汽提塔无法正常运行,此外还会造成黑黄点严重超标情况发生。当降低汽提塔的控制温度,虽然会减少出现粘结塔盘现象,但单体VCM 残留会超标。所以传统的均聚型PVC 树脂负压汽提工艺已经不能满足PVC 共聚树脂的生产需要。
针对此情况,通过分析ACR-g-VC 共聚树脂浆料中各项指标对负压汽提脱出VCM 残留的影响,对均聚型PVC 树脂负压汽提工艺进行优化设计,开发出适合PVC 共聚树脂浆料负压汽提的新工艺,解决PVC 共聚树脂浆料玻璃化温度较低、高温易塑化、未反应单体脱吸难题。
2 负压汽提工艺中的各项指标对共聚树脂VCM 残留的影响
2.1 PVC 共聚树脂浆料残留气体分析
PVC 共聚树脂是将原料氯乙烯(VCM)与共聚的第二单体醋酸乙烯酯、ACR、酸酐等在引发剂、分散剂、缓冲液、终止剂及其他助剂的作用下聚合而成。反应结束后,树脂浆料通过沉析槽输送至汽提塔,经VCM 脱吸后获得了合格的PVC 共聚树脂。共聚浆料中残留气体因PVC 共聚树脂的种类、生产工艺及生产配方不同而差异较大,但从气相回收气体分析测定,共聚树脂汽提回收的气相中残留的主要仍是VCM。以ACR-g-VC 共聚树脂为例,分析结果见表1。
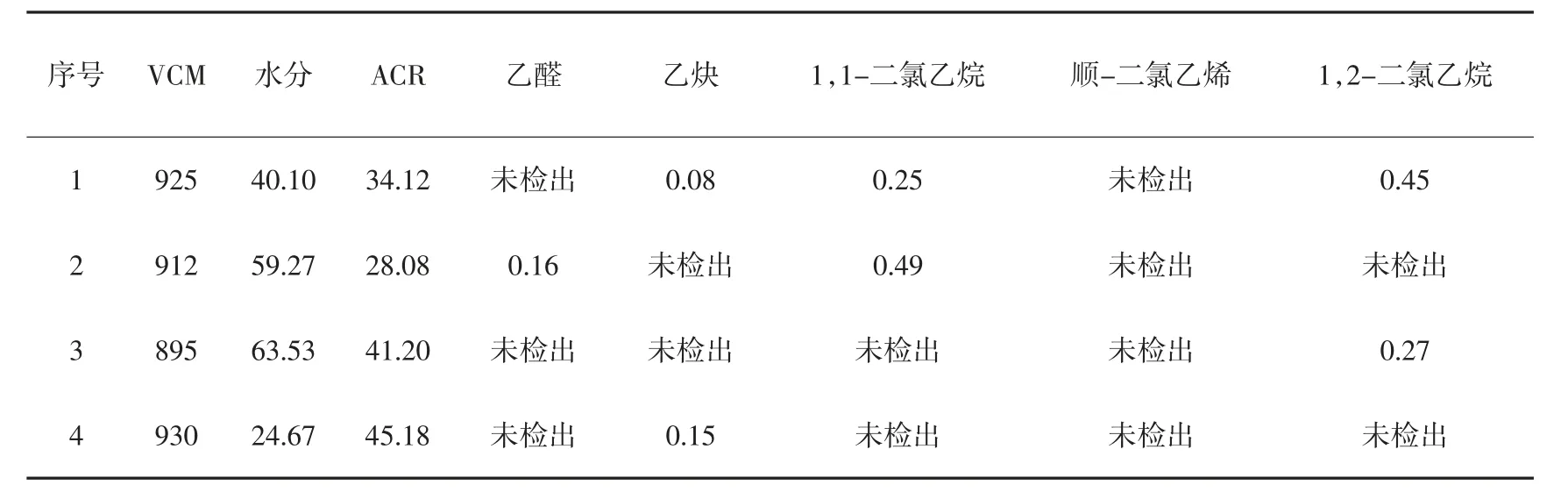
表1 ACR-g-VC共聚树脂残留分析结果 μg/g
由表1 可知,ACR-g-VC 共聚树脂汽提回收的气相残留中,共聚树脂VCM 含量较高,且存在一定量第二单体,说明采用均聚型PVC 树脂负压汽提工艺,难以满足两种或多种单体残留气体的脱除。
2.2 真空度对残留VCM 含量的影响
采用负压汽提控制有利于降低PVC 浆料的VCM 蒸汽分压,降低浆料液层高度,减小浆料的静压阻力,有利于浆料在塔板上沸腾,提高VCM 脱吸速度。
在一定环境温度下,汽提塔塔顶真空度越高,汽提效果也越好,能够显著增加残留VCM 的脱吸率。通过汽提压力、温度与残留VCM 的关系可知,在同样环境温度,负压条件下树脂中VCM残留量更低,汽提压力、温度与残留VCM 的关系图见图1。

图1 汽提压力、温度与残留VCM的关系
在实验过程中发现,特定的温度下,适当降低系统的压力可以有效提高残留VCM 的脱除速率,但汽提塔真空度控制太大,存在物料流速降低,造成下料不畅。尤其是在进行共聚树脂浆料脱吸时,由于共聚树脂中ACR 类软单体的存在,会导致浆料在上层塔板上堆积得越来越多,向下流动的越来越少,使上行的蒸汽受阻,塔顶温度骤减,而塔底温度则迅速上升,很快下层塔板就会因无料而变干,高温导致塑化产生杂质粒子;而此时,操作人员为了不使塔底温度过高而减小蒸汽流量,导致下行的阻力突然减小,上层塔板上的PVC 浆料则会迅速下降,产生“掉料”现象,下料速度过快又会导致残留VCM 脱吸效果不好、VCM 残留超标。
考察一定温度下能够实现共聚树脂浆料沸腾、有效脱除VCM 的最佳负压值。以ACR-g-VC 共聚树脂为例,具体试验数据见表2。

表2 真空度对残留VCM含量的影响
通过以上试验可知,在一定塔顶温度下,真空达到-55 kPa 左右时,浆料才会达到充分沸腾,PVC 共聚树脂残留VCM 含量才明显越少。同时也发现真空度太大,会造成塔内浆料流速降低,下料不畅而影响汽提塔处理能力。因此,结合试验实际状况,真空度最终确定控制在54.5~60.0 kPa,上下压差控制在7.5~8.5 kPa。
2.3 汽提温度对VCM 残留的影响
汽提塔是在负压条件下利用汽提塔中的高温水蒸气带出树脂浆料中的VCM,实现低于常压操作温度条件下的VCM 脱除。而VCM 脱吸温度(氯乙烯沸点-13.4 ℃)对脱吸速度及树脂中残留VCM 含量影响很大。脱吸温度控制越高,树脂中残留VCM含量越低,但脱吸控制温度过高,会使PVC 迅速分解而变色,进而形成黑黄点,并分解出大量HCl,影响浆料pH 值,造成酸性腐蚀,影响浆料的流动性。基于以上真空度的研究结果,在试验允许条件下,进行树脂-55 kPa 下脱吸,不同温度下VCM 残留见图2。
由图2 可知,在-55 kPa 条件下,温度达到80 ℃以上,脱吸速度发生突变,VCM 残留量最低。这是因为共聚树脂浆料在80 ℃的沸点便达到沸腾,对VCM 脱吸起着蒸汽蒸馏作用,为VCM 沸腾脱吸创造了条件,加速了树脂颗粒表面的VCM 迅速脱除后,又为颗粒内部VCM 的扩散提供了有利条件。

图2 不同温度下VCM残留
2.4 汽提停留时间对VCM 残留的影响
对均聚型PVC 树脂而言,延长汽提时间有利于减少PVC 浆料中残留VCM 含量,但汽提时间过长,会使产品变色发黄,甚至产生次品。基于这个理论,针对ACR-g-VC 共聚树脂特性,将浆料树脂在汽提压力-55 kPa、汽提温度80 ℃下进行VCM 的脱吸,统计了不同时间段VCM 残留及树脂的变色情况,结果见表3。

表3 汽提时间对VCM残留的影响
由表3 可见,汽提停留时间对树脂的质量有很大的影响,汽提时间过短,树脂VCM 残留偏高,汽提时间过长,树脂的黑黄点明显增加,所以,控制好停留时间至关重要。根据以上实验研究,平均停留时间以8~12 min 为宜。
3 工艺设计与优化
结合PVC 共聚树脂浆料的特性,以负压汽提工艺中的各项工艺指标对共聚树脂VCM 残留的影响分析为依据,对均聚型PVC 树脂浆料负压汽提装置工艺及控制参数进一步的优化,实现共聚树脂中VCM 单体回收达标。主要完成以下几方面的优化和设计工作。
3.1 喷淋水供给系统、蒸汽供给系统、汽提塔的改进
为实现负压汽提高效脱吸共聚树脂浆料中的VCM,防止共聚树脂浆料在汽提中粘结塔板、封堵筛孔,保证汽提塔的正常运行,同时也可达到降低树脂产品中的黑、黄点、红料的概率,提高共聚树脂质量。对喷淋水供给系统、蒸汽供给系统、汽提塔都进行了改进,改进示意图见图3。

图3 喷淋水供给系统、蒸汽供给系统、汽提塔改进示意图
喷淋水供给系统扇形立体分布于汽提塔的右侧,设置数量与汽提塔塔板数量一致;喷淋水供给系统采用全自动旋转水雾热水喷淋,热水温度为(80±2)℃,全自动旋转水雾喷淋利于操作,且无死角,喷洒均匀,热水利于保持系统温度,防止塔温降低,影响脱除效果。蒸汽供给系统包括主蒸汽供给和辅助蒸汽供给,分别设于汽提塔的底部和左侧1/2处位置,真空泵通过管线与汽提塔顶部相连。蒸汽供给系统中辅助蒸汽供给量小于主蒸汽供给量,促使蒸汽从塔底向塔顶的方向增加。
3.2 汽提装置塔板间距及孔径的选择
汽提塔处理能力与塔板间距的大小、操作弹性、塔板效率、塔径有密切关系。一般选择较大的塔板间距时,在相应的生产能力和运行条件下的塔径可小些,同时塔高要相对增加。由于汽提塔装置设于室内,塔板间距不能过大,塔板间距与塔径的关系见表4。
结合现有汽提塔为穿流式筛板塔,塔内径500 mm,塔内共有24 块塔板,板间距250 mm,筛板孔孔径8 mm,筛孔数量530 个,塔板四周间隙5 mm。从表4可以看出,该汽提塔塔板间距操作弹性比较大,可以选用比较大的塔板间距。通过试验,共聚树脂汽提塔板间距由250 mm 改为300 mm,以此来提高汽提塔的处理能力。此外,还对汽提塔塔板筛孔做了扩大改造,以此来改善共聚树脂浆料在汽提中粘结塔板、堵塞筛孔的现象,并提高汽提塔的处理能力。
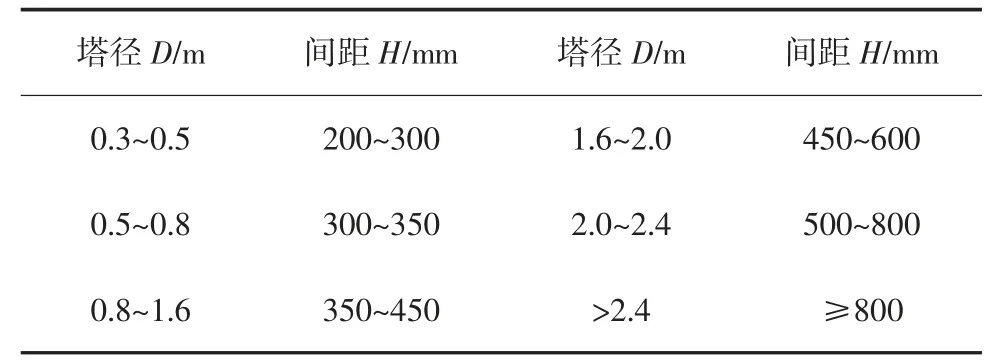
表4 塔板间距与塔径的关系
已知塔体直径500 mm,塔孔直径8 mm,筛孔数量530 个,塔板四周间隙5 mm。该塔在操作压力50 kPa,操作温度110 ℃,浆料流量1.2~1.8 m3/h 运行时,各项指标基本正常,浆料流量在1.5 m3/h 为最佳操作状态,蒸汽流量约1 t/h。
计算如下:

蒸汽流速:0.324 63÷0.027 404 35=11.85(m/s)。(因为计算关联关系,不考虑浆料占用孔径,所以实际流速比计算所得流速要大)。
以此蒸汽流速作为标准,可以计算2 m3/h、3 m3/h浆料流量时的总通过面积,进而得出孔径(在塔直径和孔数不变情况下),计算结果见表5。

表5 浆料流量与孔径之间的对应关系
按照上述的计算,当汽提塔因浆料流量增加或超过使用弹性区域流量时,可首先按表5 中结论增加孔径来改善汽提塔能力。结合ACR-g-VC 共聚树脂浆料流量情况将塔孔直径8 mm 扩大为10 mm。通过对塔板间距及筛板孔径的改进,有效提高了汽提塔的处理能力,保证了树脂的产品质量。
3.3 真空泵的选型
PVC 共聚树脂浆料新工艺的重要关键设备是真空泵,真空泵的主要功能是从真空室中抽除气体分子,降低真空室内的气体压力。为了满足各种产品的工艺要求、工作效率以及装置寿命的需要,在不同的真空区段需要选择不同的真空系统配置。
通常选择泵的真空度要高于真空设备真空度半个到一个数量级。根据PVC 共聚树脂浆料处理新工艺中汽提内负压真空度要求,真空泵的真空度范围满足工作需求,使汽提系统达到要求的真空度,真空泵的真空度及性能直接决定了该工艺的实施,在通过对几种泵的性能进行对比研究后,最终选用了设计紧凑、采用不锈钢轴、并有统一防腐蚀设计的纳西姆真空泵,该泵真空度可达到100 kPa,耗水量低于普通泵的50%,并可在恶劣工况下连续运行长达20 000 h 无需维护,并保证稳定运行。
3.4 工业化共聚树脂负压汽提工艺及参数的调试与试运行情况
完成真空泵的选型及喷淋水供给系统、蒸汽供给系统、汽提塔的优化与改进后,进行PVC 共聚树脂浆料汽提系统调试运行。进汽提塔的共聚树脂浆料的固含量调整为25%,设定进塔流量为(1.3±0.2)m3/h,依据试验结果确定真空度为55 kPa,塔顶温度80 ℃,塔底温度85 ℃,塔顶压力(-55±1)kPa,上下压差控制在(8.0±0.5)kPa 范围。以ACR-g-VC共聚树脂浆料汽提为例,对共聚树脂浆料汽提的各项控制数据和对应成品ACR-g-VC 共聚树脂指标抽样检验,结果见表6。
由表6 可知,通过对工艺过程调整与优化后,ACR-g-VC 共聚树脂汽提塔可实现PVC 共聚树脂产品杂质粒子数小于50;VCM 残留量小于7 μg/g,达到了预期效果。
4 总结
通过对PVC共聚树脂浆料残留气体含量,负压汽提真空度、温度及停留时间对VCM残留的影响分析为依据,对均聚型PVC树脂负压汽提工艺喷淋水供给系统、蒸汽供给系统、汽提塔和汽提装置塔板间距、孔径及真空泵进行优化与改进,解决了采用均聚型PVC树脂负压汽提工艺处理共聚树脂浆料因共聚树脂玻璃化温度低、易塑化、未反应单体成分复杂难回收等问题造成的产品质量下降。
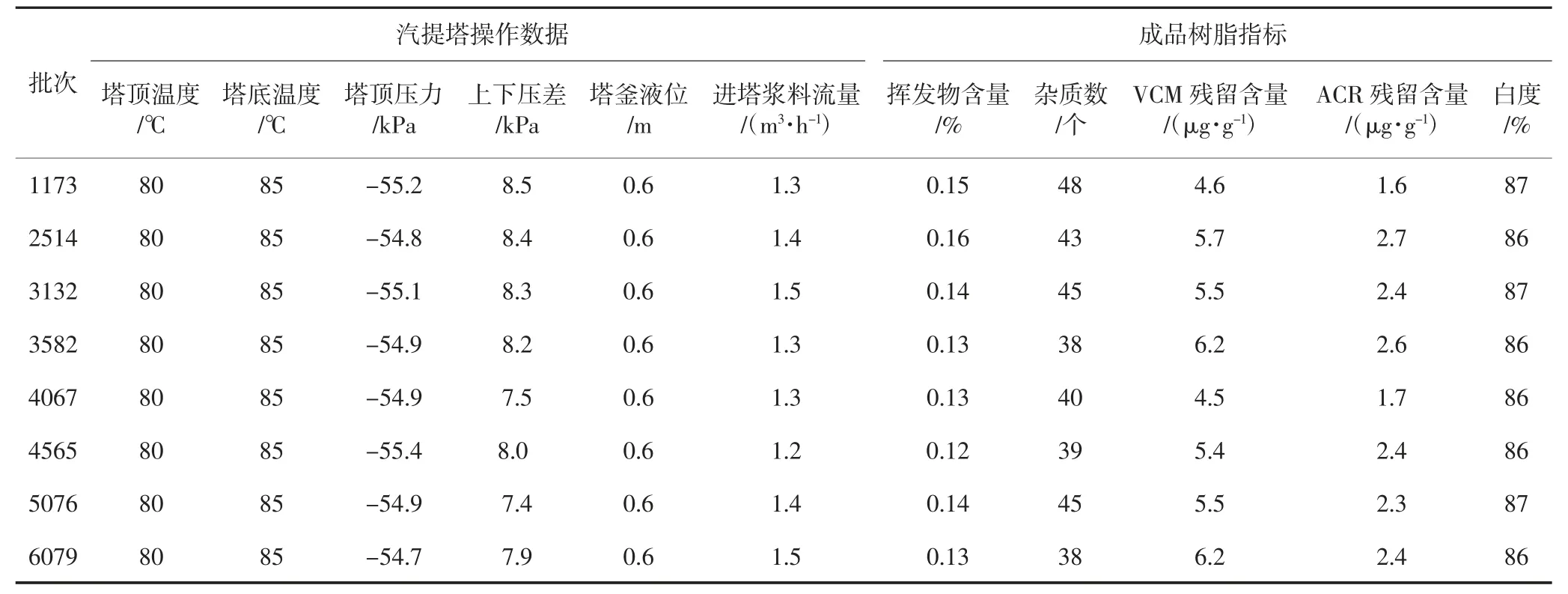
表6 汽提塔操作数据与对应成品树脂指标
