汽车座椅骨架气体保护焊飞溅的原因及控制措施
2022-10-18吴涛
吴涛
江西江铃集团奥威汽车零部件有限公司 江西省南昌市 330200
1 引言
CO作为保护焊气体,具有成本低、效率高、质量好等优势被广泛应用于船舶、车辆以及其他机械制造类企业中,但在生产过程中存在许多不可避免的因素,进而造成气体保护焊飞溅,影响了汽车座椅的焊接质量与效率。因此,有必要采取电控或是改变CO气体焊接条件以及工艺参数来提升焊接方案的经济性,以此适应我国焊接生产发展需求。
2 汽车座椅骨架气体保护焊飞溅的原因
2.1 CO2气体引起的飞溅
这种飞溅是由于CO气体的氧化性引起的,在焊接碳钢时,金属熔池发生如下反应:
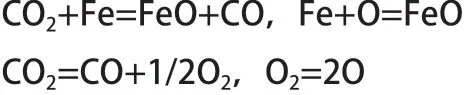
熔滴及熔池中的氧化反应非常激烈,因溶入熔池中的压FeO又被C元素还原,即:

由于生成的CO不能及时逸出熔池,便形成气孔。熔滴中的CO气体,在电弧高温作用下急剧膨胀而发生剧烈爆炸形成飞溅。
2.2 过渡特性的影响
(1)短路过渡焊的飞溅主要来源于短路初期的瞬间短路飞溅及短路末期的电爆炸飞溅,此外还有冶金飞溅。当熔滴与熔池接触时,焊丝端部与熔池形成液态小桥,短路电流突然增加,使缩颈小桥迅速加热,最后导致小桥金属发生汽化爆炸,引起飞溅。
(2)细颗粒过渡,随着电流的增加,熔滴过渡变为颗粒状态过渡。此时,由于二氧化碳气体为多质分子,二氧化碳气体电弧分解吸热引起电弧收缩,孤根面积缩小,故引起较大的斑点压力,使熔滴上挠,阻碍熔滴过渡,形成大滴状过渡,引起较大的飞溅。
现阶段,汽车座椅骨架气体保护焊飞溅的主要原因有以下几方面:一、焊工综合业务能力不强;无论何种气体的焊接,都要求焊工将干伸长度及焊枪倾斜角度控制在合理范围内,避免干伸长度过长、焊枪过于前倾或后倾造成气体飞溅。二、产品零件因素;在生产过程中,若设计不合理,则会造成零件配合件间隙超标的问题,使得焊丝直径无法满足焊接要求。三、焊接电压参数;根据焊接作业指导书以及工艺规范参数与标准,汽车座椅骨架的焊接电压应控制在1-2v范围内,并且要在确定焊接电流后微调焊接电压,以此避免保护焊飞溅问题的产生。四、保护气体;汽车座椅焊接一般采用二氧化碳气体或二氧化碳气体与氩气的混合气体作为保护气体,混合气体可有效避免保护焊飞溅问题的产生。五、焊接焊丝;采用含Ti、AL、Zr合金元素的低飞溅率焊丝可有效减少焊接飞溅问题的发生几率,但大范围使用会提高生产成本,而且部分产品焊接对焊缝外观要求并不高,以此应合理选择焊丝。
3 控制气体保护焊飞溅的措施
3.1 电控方法
3.1.1 波形控制法
波形控制法主要是根据汽车作业不同焊接阶段的特点设置相应的电流与电压,采用的逆变频率高达20-30kHz。波形控制法包括新脉冲短路波形控制法、新短路波形控制法、表面张力过渡控制、AWP波形控制法,其中AWP波形控制法主要针对CO为保护气体的焊接,避免因瞬时短路形成的大颗粒飞溅与由于电爆炸而形成的细颗粒飞溅,影响焊缝的成形。在利用AWP波形控制法过程中,运用脉宽调制技术降低回路的电流,以此降低由于瞬时短路形成的大颗粒飞溅;当形成缩颈后,通过控制系统强制降低短路电流,以此避免由于电爆炸而形成的细颗粒飞溅,并在较大电流作用熔池的情况下,使得焊缝成形良好。
3.1.2 弧焊电源外特性控制法
弧焊电源外特性控制法包括切换两组电源外特性、复合外特性以及三维外特性的控制。其中,切换两组电源外特性的控制方法与波形控制法相比,虽具有较好的控制效果,且产生的飞溅小,但需要较大的液桥电流,与减少保护焊飞溅的目标无法完全相符。复合外特性的控制方法对动态响应要求较高,在一定程度上增加了生产成本与商品化难度。三维外特性控制通过调整工作点来输出最佳的焊接电流与电压,以此达到减少飞溅的目的,具有较好的应用效果。
3.1.3 外加磁场控制法
作用于短路过渡飞溅的磁感应强度与焊接规范存在一最佳匹配。在某一恒定的焊接规范下,外加纵向磁场作用二氧化碳气体保护焊短路飞溅时,存在一个最佳的磁场范围,在这个范围内,其降低飞溅的作用最为明显。在一定的外加磁场强度下,二氧化碳气体保护焊熔滴经过电弧区的过渡频率增加,减小了短路峰值电流和短路初期的短路电流,减小了短路初期的飞溅;外加磁场对短路液桥会产生径向向内的磁致压力,从而加速了液桥的断开,降低了短路末期的能量积累,减少了短路末期电爆炸飞溅。外加纵向磁场焊接电弧具有很强的拘束作用,可防止熔滴排斥出来产生的飞溅。
外加磁场控制法是一种新型的焊接控制技术,通过改变外加电磁场的大小,来改变焊接飞溅率。以此提升二氧化碳气体保护焊短路过渡中的保护焊飞溅的控制效果,对提高焊接质量与效率具有十分重要的现实意义。
3.1.4 在焊接回路中串联大的电感
采用中等电流规范CO气体保护焊时,因弧长较短,同时熔滴和熔池都在不停的运动,熔滴与熔池极易发生短路过程,所以CO气体保护焊除大滴状排斥过渡外,还有一部分熔滴是短路过渡,在焊接回路中串联大一些的电感,使短路电流上升速度慢一些,这样可以适 当的减少飞溅。
3.2 控制焊接工艺
在焊接汽车座椅骨架的过程中,焊丝碳质量分数超过0.08%,在很大程度上增加金属颗粒的飞溅效果,并会造成其送丝不畅、堵塞导电嘴。与此同时,CO气体保护焊工艺控制效果不佳、送丝速度较快、焊丝成品表面油污、电弧电压偏低等,都会造成气体保护焊飞溅,进而影响汽车座椅骨架的焊接质量与效率。
3.2.1 严格控制焊丝成分
C、Mn、Si、S、P等是焊丝的主要成分,其中,Mn、Si必须与焊接标准的要求相符,并配有一些Ti、Zr、Al等脱氧剂,以此降低汽车座椅骨架焊接飞溅发生率,保障保护焊工艺效果的增强。在实际施工过程中,宜使用纯度高于99%的CO气体作为保护气体,并采用集中供气的方式对工件进行焊接。与此同时,应适当调节焊接直流回路电感值、电流、电压等参数,避免对保护焊飞溅造成影响。由Q195碳素结构钢、10与20优质碳素钢焊接而成的汽车座椅骨架,具有良好的塑性、韧性以及良好的加工性能、焊接性能,其化学成分如下表1所示。
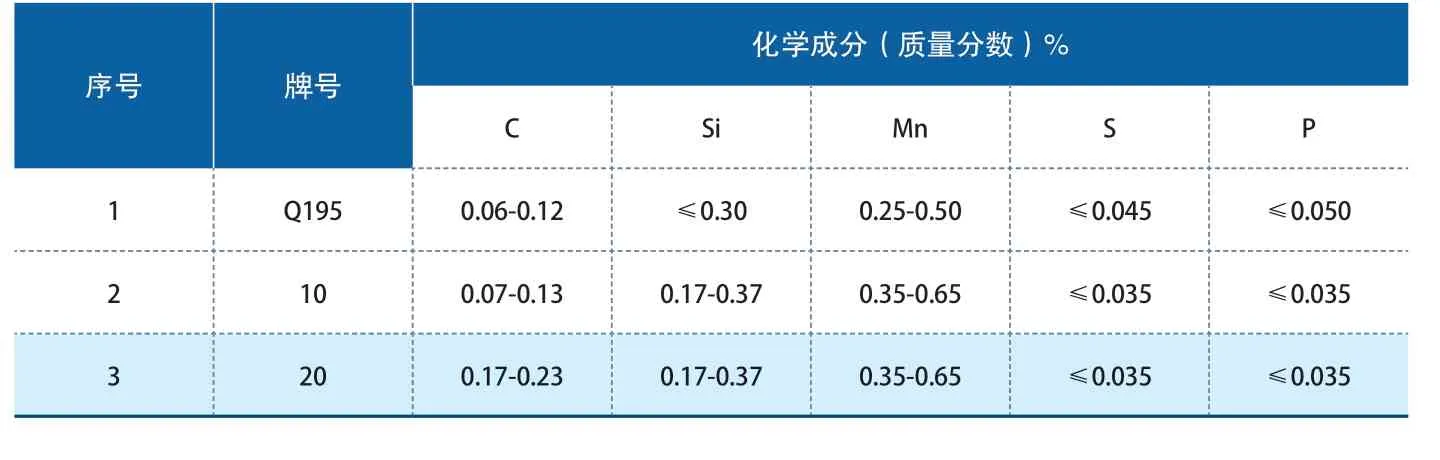
表1 Q195碳素结构钢和10、20优质碳素结构钢的化学成分
3.2.2 控制焊丝生产过程
焊丝是汽车座椅骨架气体保护焊作业的重要组成部分,通过控制其生产过程可以降低飞溅问题的产生几率。在焊丝生产过程中,应该严格控制润滑剂和模具的更换次数,必须每六小时更换一次模具,每十二小时更换一次润滑剂,为减少焊丝表面的油污与杂质,应使用棉纱缠绕在层绕打轴工序处和镀铜收线处,以此避免焊接过程中燃烧的杂质造成保护焊飞溅。
3.2.3 正确选择焊接规范参数
汽车座椅CO气体保护焊工艺参数的控制包括:一、焊丝直径、电流、电压的控制。电弧长度、熔滴过渡形式与焊接电流以及电弧电压具有十分密切的联系。
选择合适的焊接电流区域,在CO电孤中,对于每种直径焊丝,其飞溅率和焊接电流之间都存在图1所示的规律:即在小电流区(短路过渡区)飞溅率较小,进入大电流区(细颗粒过渡区)飞溅率也较小,而中间区飞溅率最大。所以在选择焊接电流时,应尽可能避开飞溅率高的电流区域。
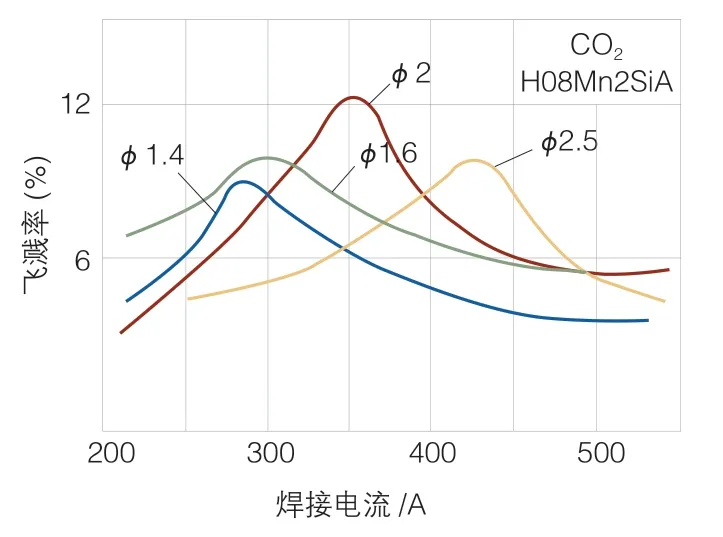
图1
低电压是实现CO气体保护焊短路的重要因素,但是过低的电压会影响焊接过程的稳定性,当电压超过允许的最高值时,又会造成大颗粒的长弧过渡。因此,按照焊丝的标准将焊丝直径、电流、电压控制在合理范围,才能保证较少飞溅的产生,进而促进焊缝成形良好。例如,焊接材料为北京固本CO气体保护焊丝时,焊丝直径、电流、电压参数如表2所示。

表2 焊接参数
二、焊丝伸出长度。在CO为保护气体的汽车座椅焊接过程中,焊丝电阻热会随着焊丝伸出长度增加而增大,使得过快的焊丝熔化速度加重飞溅。为提升焊接生产效率,一般将焊丝伸出长度控制在焊丝直径的10-15倍范围内,并且不宜超过20mm,以此避免焊丝段熔问题的发生,确保焊接质量的提升。此外,企业还应切实加强焊工专业技能,避免由于人员自身因素影响焊接质量与效率,以此充分发挥出正确工艺参数的优势与作用。三、电源极性。C0气体保护焊采用正极性时由于电弧受压力,飞溅剧增且颗粒大,因此一般采用直流反极性接法。直流反极性接法是CO气体保护焊有效实施的标准,较低含氢量的焊缝金属有利于焊缝熔深的增大,进而保障焊接稳定、焊接飞溅小、焊缝成形好,为汽车座椅骨架CO气体保护焊飞溅防控奠定坚实的基础。
3.2.4 焊丝表面加入活性元素
为使焊缝熔深与焊接工艺要求相符,可在焊丝的表面涂抹一层活性物质,以此改变焊丝的性能,增加焊丝活性,避免产生大颗粒飞溅,进而实现汽车座椅CO气体保护焊质量的提升,并在一定程度上提高焊接效率、节约能源。与此同时,为充分发挥出保护气体的优势与价值,可在CO气体中加入一定含量的氩气,当氩气含量增加至50%时,可极大提升控制飞溅的效果,不仅降低清理耗费的时间,还降低了焊接材料损耗,实现焊接金属性能指标的提高。
3.2.5 采用Ar+CO混合气体作为保护气体
在Ar+CO混合气体保护中,当二氧化碳含量较少时,尽管电场强度增加,跳弧电流也增大,但仍可保持射流过渡状态。因此,当适量的二氧化碳同时加入氩气中时,弧根特性明显得到改善,焊接时电弧稳定性提高,改善了电弧刚度,并使得焊丝端部过渡到熔池的熔滴表面张力减小,颗粒缩小。所以采用混合气体保护焊焊接时焊缝成形美观,焊接飞溅极少。
3.2.6 采用脉冲二氧化碳气体保护焊接法
(1)脉冲可控过渡二氧化碳气体保护焊接法。
(2)负脉冲电流诱导过渡二氧化碳气体保护焊接法。
另外,混合气体保护焊的焊缝成形非常美观,而二氧化碳气体保护焊焊缝成形则不怎么好。究其原因,二氧化碳气体在电弧温度区间热导率较高,加上分解吸热,消耗电弧大量热能,从而引起弧柱及电弧斑点强烈收缩,即使增大电流,弧柱和斑点直径也很难扩展,因此很容易产生飞溅。而采用混合气体保护焊,混合气体中氩含量较大,这时电弧电场强度较低,有利于电弧扩张,以产生跳弧现象,使得电弧成为锥状、焊丝端头成为铅笔尖状,而形成射流过渡特点。
4 结语
综上所述,通过对汽车座椅骨架CO2气体保护焊飞溅原因的分析,可采用波形控制法、弧焊电源外特性控制法及外加磁场控制法减少飞溅,同时还需加强焊工的专业知识与技能培训;此外,控制焊接工艺可以有效改善焊缝成形,并减少焊接汽车座椅骨架的气体保护焊飞溅,或是采用混合气体来改善焊接工艺,以此实现焊接质量与效率提高的目标。
