智能相机及传感器在动力总成装配防错中的应用
2022-10-18陈鑫李辉卢从坚经伟明姜松伶
陈鑫 李辉 卢从坚 经伟明 姜松伶
柳州赛克科技发展有限公司 广西柳州市 545000
1 引言
2021年,全国汽车销量累计达到2630万辆,同比增长4%,汽车制造业正在蓬勃发展中,产销量的增加会给车企带来不可预知的售后质量隐患,而作为有汽车心脏之称的动力总成,更不可出现质量事故,轻则抛锚,重则车毁人亡。所谓防患于未然,发动机制造过程中的质量监控尤为重要。制造业的迅猛发展,导致防错设备的需求与日俱增,制造业带动了智能视觉防错设备及传感器的更新迭代,智能相机、光电传感器、视觉系统等等防错装置层出不穷,应用于动力总成装配过程质量监控中,能有效提高发动机制造质量,预防质量问题逃逸。
2 发动机密封胶智能视觉系统防错
发动机总成由多个零件装配而成,但每一个零件的配合都必须严丝合缝,发动机是一个密封的整体,型体较大的零件,如前盖、油底壳、凸轮轴罩盖等壳体件与缸体的配合,一般由密封硅胶来保证零件配合面的密封性,防止发动机在运行工况下出现机油泄漏。
发动机的零件配合面涂胶走势并非一个完整的几何图形,传统检测方式依靠人工目视检查,使用游标卡尺测量胶宽,不仅效率低下且存在较高误判率,长期人工检查会增加制造成本及生产节拍。
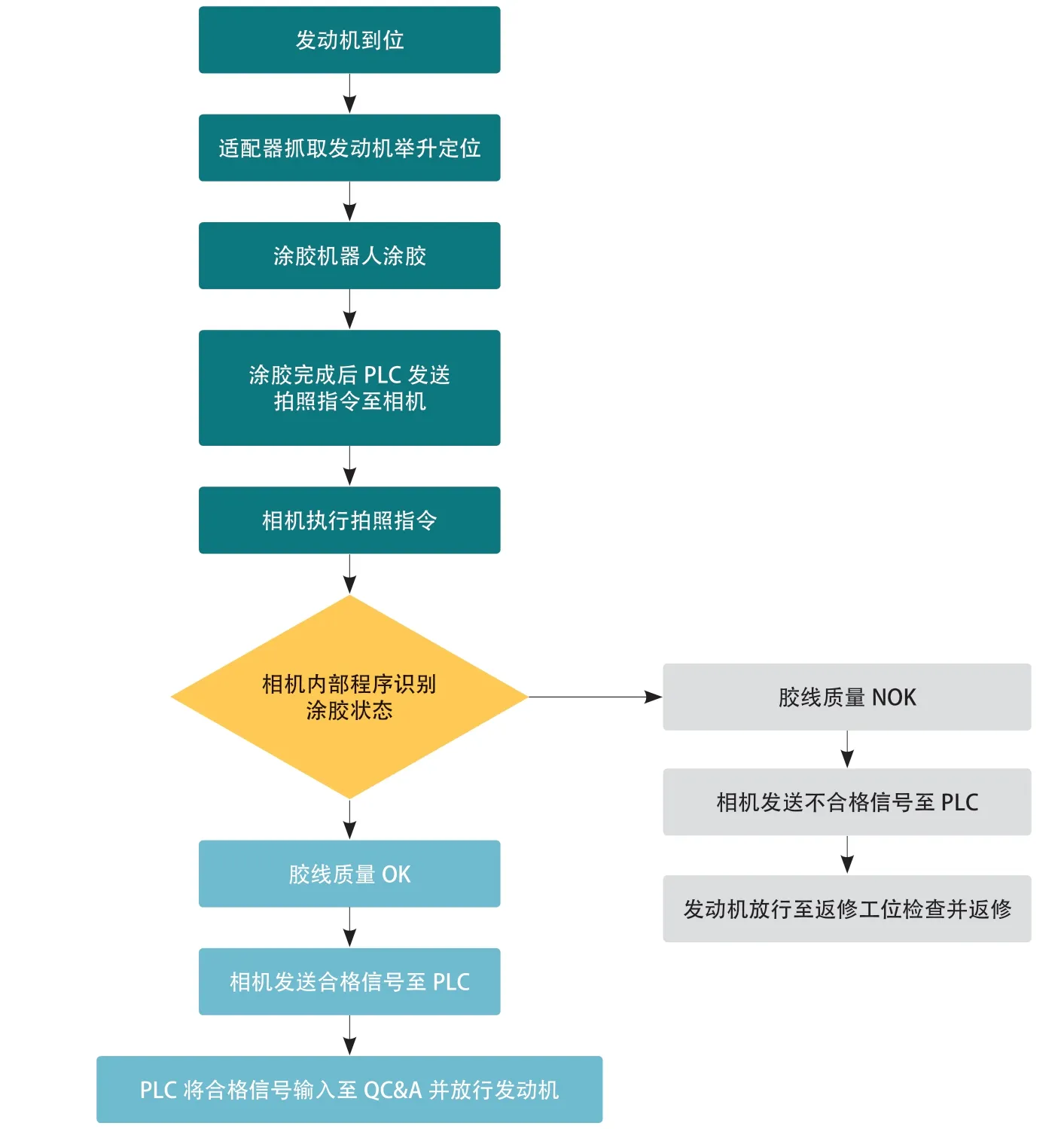
笔者所在发动机工厂某涂胶站采用康耐视CAM-CIC-5000R-14-G型号工业相机搭配COG-VC5-120-000视觉控制器的智能视觉系统,能很好识别胶线走势,若在车间环境光线较暗情况下,对比度不明显,可配合Betterway品牌BWTX30500X29R6W-24V-BC型号相机灯,灯光闪烁瞬间相机拍照,即可形成如图1的二维图像,智能视觉系统内置胶线识别程序,可根据涂胶工艺要求进行图像示教,设置不同参数及阈值,识别各个位置的密封胶,有效识别涂胶宽度、胶线走势、断胶等多个问题。智能视觉系统相比传统方法检测涂胶质量,大大降低了误判率,既可细微入至识别细小缺陷,又能降低生产节拍,从拍照检测判断再将信号与PLC进行交互,过程不超过10s,高效把控发动机密封质量。

图1 智能视觉系统形成二维图像
2.1 智能视觉系统运行常见问题
工业4.0时代制造业自动化率普遍提升,智能制造是每一个工厂的追求,但自动设备并非完美无缺,偶发故障不可避免,智能视觉系统也一样存在影响运行的问题。
根据笔者工厂智能相机工位运行经验,以下问题需重点关注:
①相机误判率;视觉系统存在一定误判率,为避免因误判导致生产中断,前期防错规划及调试需收集大量图片样本,包括合格及不合格图片,持续示教相机以提高合格率;
②相机与PLC交互问题;相机拍照判断合格,但信号传输至PLC显示不合格,或PLC发送拍照指令但相机不执行等问题,会导致生产中断,建议相机安调过程注重交互程序逻辑合理性,并备份程序,预防设备运行过程程序缺失导致交互中断,可立即恢复备份程序;
③工控机影响相机运行;工控机存储相机程序,不建议与多个相机共用,避免程序调用过程出现不可预知错误,可增加显示屏,便于程序调试;
④图像存储;相机若监控多个点位,或多个相机同时运行,需各自单独保存文件夹区分OK及NG图片,并关联发动机EUN码,便于区分故障图像,进行程序优化;
⑤相机外设;工厂光线对相机运行有一定影响,建议增加暗箱将光线调试至相机最佳状态;相机及暗箱不可安装在设备支架或托盘辊道,避免晃动影响程序判断,独立支架安装外设是最佳选择。
流程1 涂胶工位相机运行模式
3 发动机标签码与缸体码防错
一辆汽车由成千上百的零件组装而成,为了对汽车的零部件进行精确追溯,重要零部件都有唯一的编码,在装配过程会把这个编码与整车车架号绑定,车企通过车架号即可查询到所有重要零部件的精确编号。汽车零部件中最重要的就是发动机总成,一旦装配出厂,就不可随意更换,私自更换发动机,更改汽车动力后不进行备案是违法行为,所以发动机对于汽车具有唯一性,而是否为原厂发动机只能靠发动机编码来识别。
发动机缸体刻印有一个具有唯一性的编码,在出厂前会额外打印黑色及白色标签,标签码与缸体码一致,用于整车装配扫码绑定及销售随车查询。因涉及法律法规要求,发动机标签编码与缸体码的字符必须完全一致,人工目视检查难免发生错漏,此时就需引入一个智能视觉系统识别字符。
3.1 智能视觉系统字符识别
康耐视XMIS8200是一套优秀的智能视觉系统,通过收集字库示教相机,足以应对各种字符的识别判定。XMIS8200将整套完全独立的视觉系统精密压缩在极小空间内,完全适应生产线的紧凑结构,可在较小空间内完成相机布局,可自动识别缸体码,工作台人工操作按钮识别激光打印的标签码,如图2及图3。
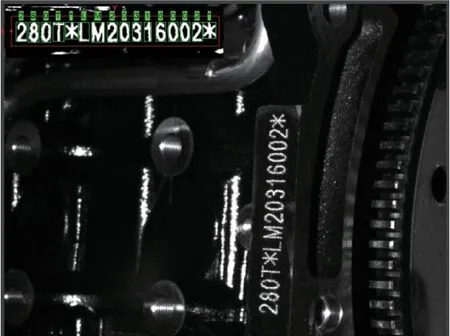
图2 智能系统识别缸体码

图3 智能系统识别标签码
智能视觉系统采集以上3种图片并识别字符后,内置程序自动核对字符一致性,若字符均一致,则判定合格,完成三码一致防错,合格信号传递至PLC放行发动机,保证发动机合法合规性。
3.2 字库收集示教
智能视觉系统出厂具有图片采集功能,但不能直接识别字符,需要收集数据进行调试示教,康耐视XMIS8200智能视觉系统在前期调试阶段需进行字符字库收集,针对发动机缸体码及标签码字符数量,同时涵盖大写字母及阿拉伯数字的情况下,需收集约400台量发动机的标签码字符,收录于相机内置程序中作为字库依据,以此示教程序识别字符。程序示教完成后,每一台发动机缸体码及标签码由相机拍照记录,程序自动调取字库校核图像中的字符,识别出缸体码、标签码后进行对比判定。
4 光电传感器在连杆配对中的应用
发动机连杆与连杆盖在安装轴瓦前需进行震断处理,此过程造成的断裂缺口具有唯一配对性,若两个连杆混装连杆盖,则会造成轴瓦与曲轴不贴合,发动机运行工况下轻则顶气门,重则引发爆缸故障。因此连杆与连杆盖在装配过程的配对尤为重要,此处介绍一款简单实用的光电传感器作为配对防错装置——邦纳S18-2VNFF150-Q8型号光电开关。
邦纳S18-2VNFF150-Q8利用光束发射与接收判断操作员工是否拿起相配对的连杆盖与连杆,发动机包含4套连杆,共有8个连杆零件,笔者工厂通过非标设计,将8个光电传感器集成布置在工作台,分别感应一个零件,拿取传感器感应的连杆盖进行装配就必须拿取其相匹配的连杆,若拿取另一连杆,则光电传感器信号传递至PLC判断拿取错误,可连接蜂鸣器或指示灯提醒员工操作有误,达到防错效果。
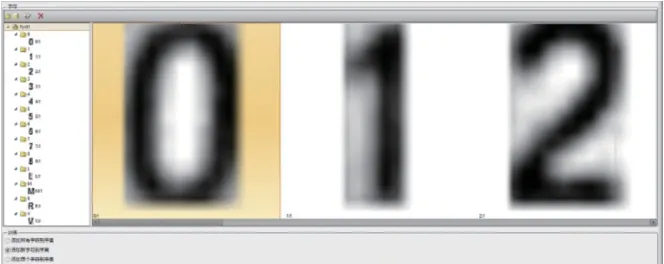
图4 字符字库收集

图5 光电传感器
5 其它智能视觉系统及传感器防错案例
发动机零部件众多,防错装置应用也多种多样,除以上列举防错案例外,以下零件也可配置智能视觉系统及传感器进行防错判定:
①进排气凸轮轴链轮防错;发动机装配过程进排气链轮不可装反,装反则进排气凸轮轴相位混乱,无法精准控制气门开启及关闭,链轮防错可采用邦纳IVU2PTCW08智能视觉相机,对链轮区分标识进行识别,达到装配防错效果;
②发动机气门间隙检测防错;采用机械挺柱的发动机需进行气门间隙检测,一般使用卡钳式气门检测工装,更换位置测量8组气门间隙,但若未移动卡钳进行测量,存在漏测风险,可使用邦纳Q4X激光传感器对卡钳进行定位,每一组气门间隙测量位置设置一个传感器进行防错;
③机油泵垫片及油底壳垫片装配防错;部分发动机的油底壳和机油泵设计有密封垫片,人工安装后依靠目视检查不易发现安装错位,也存在漏装风险,可采用邦纳IVU2PTCW12智能视觉相机,识别垫片无漏装且安装在正确位置;
④高压油泵滚子挺柱漏装防错;高压直喷发动机油泵下设计有油泵滚子挺柱,此零件在装配油泵后无法目视检查,可在装配过程采用邦纳Q4XTKLAF600-Q8激光传感器,通过激光测距识别已装配油泵滚子挺柱;
⑤凸轮轴轴承盖防错;未采用一体式凸轮轴罩盖的发动机设计有固定凸轮轴的凸轮轴轴承盖,以四缸机为例,共有10个轴承盖需依次按顺序安装,人工安装存在混装风险,可采用康耐视XMC5000R14型号智能视觉系统进行轴承盖字符标记识别,以达到防错效果。

图6 油底壳垫片及链轮智能系统相机识别
6 结语
制造业应秉承“质量三不”原则把控制造过程质量,制造出工艺精湛、客户满意的产品,本文所论述的各项防错实例,适用于装配过程防错,使产线自动化、智能化,防止质量缺陷逃逸,打造高质量动力总成,助力制造质量发展。
