人机界面典型故障维修及升级改造方法研究
2022-09-27张金龙蔡宇安
张金龙,蔡宇安
(陕西重型汽车有限公司,陕西西安 710200)
0 引言
人机界面(Human Machine Interface,HMI)常被大家称为“触摸屏”,是利用显示屏显示,通过输入单元写入工作参数或输入操作命令,实现人与机器信息交互的数字设备。连接的主要设备种类是PLC,也可以连接交流变频器、直流调速器、仪器仪表等工业控制设备。压力机是通过电机带动滑块做直线往复运动,对坯料进行成形加工的锻压机械。压力机因其动作平稳、工作精度高、生产效率高,易于实现机械化、自动化,广泛应用于汽车制造业。人机界面因其能实现强大的控制和显示功能大量应用在压力机中,人机界面通过数据通信线与PLC 连接,安装在压力机的操作面板上(图1)。

图1 压力机的操作面板人机界面
生产工人通过人机界面设置压力机的各种设备运行参数、查看设备各部位操作运行条件、调用模具参数、分班次工件计数等;设备维护人员通过查看人机界面设备运行实时参数、I/O 点通断情况、故障报警记录等,提高了设备巡检、维护保养的便利性。人机界面是压力机的核心部件,由于压力机滑块上下往复运动频次高、振动大,长期运行中人机界面可能会出现一些故障,造成压力机停机。对于进口人机界面,车间设备维护人员一般没有自主维修和改造升级的经验,大多都是采取采购新备件进行更换,或者寻求厂家上门服务,导致设备停机的时间较长,花费较大。对此现状存在的反思:
(1)压力机在用的人机界面厂家主要有西门子、三菱、欧姆龙、富士、Pro-face、光洋等,都属于高价值进口备件,而且数量多,基本上单价都在1 万元左右,采购成本高、周期长。面对损坏的人机界面,除了采购新备件对其更换,维护人员需要提升自主维修能力,实现修旧利废再利用,降低设备维护成本。
(2)随着时代的发展,工业自动化水平的提高,人机界面迭代速度较快。当原有型号的人机界面停产无法采购时,新型的人机界面无法直接使用,在程序文件版本和通信接口上与原有的都不一样,这时就需要对原有的人机界面进行系统升级改造。厂家上门服务收费通常都在5000 元左右。除了依靠厂家,维护人员应具备实现自主系统改造升级的能力。
以汽车制造行业冲压设备压力机在用的人机界面为例,详细介绍人机界面典型故障维修及升级改造方法,对设备维护人员更好的掌握人机界面,实现自主维修及升级改造,降低设备维护成本提供一些帮助。
1 人机界面介绍
人机界面产品由硬件和软件2 部分组成(图2),硬件部分包括处理器单元、显示单元、输入单元、通信接口、数据存储单元等。人机界面软件分为两部分,即运行于人机界面硬件中的系统软件和运行于电脑Windows 操作系统下的画面组态软件。不同厂家的人机界面硬件会使用不同的画面组态软件,应用前都必须先使用人机界面组态软件制作工程文件,再通过电脑和人机界面产品的串行通信口连接,把编制好的工程文件上传到人机界面中运行。
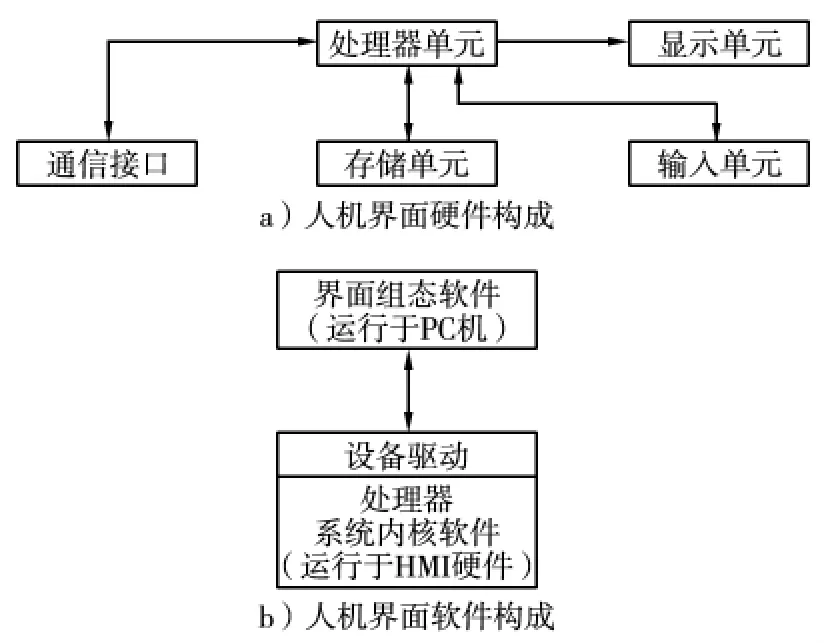
图2 人机界面的构成
人机界面触摸屏分为电容屏和电阻屏,面对各种复杂的使用环境,用户可以根据自己使用需求选择适合的触摸屏。
电阻屏与电容屏主要是区别在于:电容屏是人体静电驱动原理,在触摸屏幕时由于人体电场,手指与导体层间会形成一个耦合电容,四边电极发出的电流会流向触点,而电流强弱与手指到电极的距离成正比,触摸屏控制器会计算电流的比例及强弱,准确算出触摸点的位置。电容屏可以实现多点触控技术,精度较高、成本也相对较高,多运用在商用显示产品、自助终端产品;电阻屏是作用力驱动原理,当手指接触屏幕时,两层ITO 发生接触,电阻发生变化,控制器根据检测到的电阻变化来计算接触点的坐标。电阻屏不能实现多点触控,但相对于电容屏的优势有:①电阻屏适合工业环境比较恶劣,灰尘多,温差大的环境;②电阻屏能够用任何物体来触摸,适用于一些需要戴手套操作的工业使用场景;③电阻触摸屏的精度只取决于A/D 转换的精度,而且比较省电,性价比高。压力机因其工作环境,人机界面的触摸屏通常选用电阻屏。
2 人机界面典型故障维修
人机界面常见的故障现象及维修方法:
(1)屏幕黑屏,屏幕上的信号灯不亮:此故障主要出现在交流110 V 或220 V 供电的人机界面上,故障原因大多为人机界面内部直流电源模块烧坏,此直流电源模块(图3)的作用是将交流110 V 或220 V 电压转变为直流12 V 或24 V 给人机界面主板供电。屏幕上的信号灯不亮,说明主板没电,更换直流电源模块(图4)即可修复。
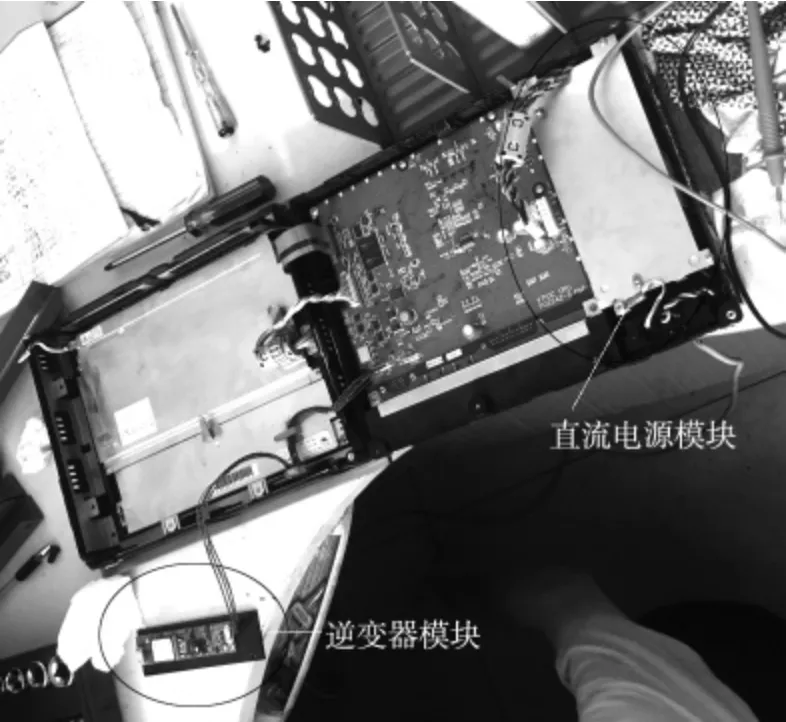
图3 人机界面内部模块位置

图4 人机界面内部直流电源模块
(2)屏幕黑屏,屏幕上的信号灯绿灯亮:此故障在交流110 V或220 V 和直流24 V 供电的人机界面上都会出现,故障原因大多为触摸屏内部逆变器模块烧坏,此逆变器(图5)的作用是将人机界面主板出来的直流电压转变为交流电给人机界面的屏幕供电,以此点亮屏幕。屏幕不亮,屏幕上的信号灯亮绿灯,说明主板及通信都正常,只是屏幕没电所以不亮,此时更换逆变器模块即可修复。
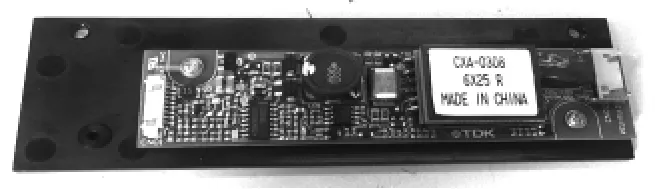
图5 人机界面内部逆变器
(3)屏幕亮,屏幕信号灯为红灯且闪烁:一般为通信故障,检查人机界面内部、外部接线是否有松动,或者接线是否正确。
(4)屏幕亮,屏幕信号灯为绿灯,但是屏幕触摸不灵敏或者没反应:一般原因为触摸屏内部进灰尘或者油污了,打开触摸屏清洁内部灰尘或者油污即可。对于触摸点击位置出现偏移的情况,可以进入系统设置进行屏幕校准。
(5)屏幕花屏:触摸显示屏出现花屏现象一般是因为屏幕排线与触摸屏主面板的接触不良造成,针对这类问题通过重新插拔排线即可解决;对于液晶屏硬件老化造成的花屏,只需更换内外屏后即可以解决问题。
3 人机界面升级改造
人机界面升级改造一般有以下3 个步骤:
(1)将原有旧人机界面内的程序文件通过电脑下载下来,需要旧人机界面对应版本的编程软件和数据线。
(2)将下载下来的人机界面程序文件通过电脑上传到新型升级的人机界面里,需要新人机界面对应版本的编程软件和数据线。有的厂家的人机界面程序文件还需要经过文件版本转换后才能上传,需要注意。对于设置有密码的人机界面程序文件,需要输入密码才能完成上传、下载。同时在人机界面程序文件中对于关键的系统参数设置可设置密码保护,提升安全级别。
(3)将新人机界面安装接线上电调试,设置通信接口与PLC进行通信。有的人机界面升级后通信接口与之前不一样,比如之前是25 孔的插头,现在变成9 孔的插头,这时就需要一根转换接头线进行转换,要注意转换接头接线正确才能实现通信成功,否则会报通信故障。
举例来具体说明人机界面升级改造的方法。冲压车间一台台湾金丰生产的400T 机械压力机,配置的是日本Pro-face GP2500 系列人机界面,电源供电为直流24 V,在一次作业过程中滑块运行至下死点区域附近时人机界面突然黑屏,机床操作面板依然有电,压力机停机。经检测,故障为人机界面损坏。因Pro-face GP2500 系列的人机界面早已经停产,现升级后型号为GP 4500 系列,GP 4500 系列人机界面与GP2500 系列在程序文件版本和通信接口上都不一样,需要进行升级改造后才能投入使用,升级改造的步骤具体如下:
(1)准备工作。需要准备的工具如图6 所示。
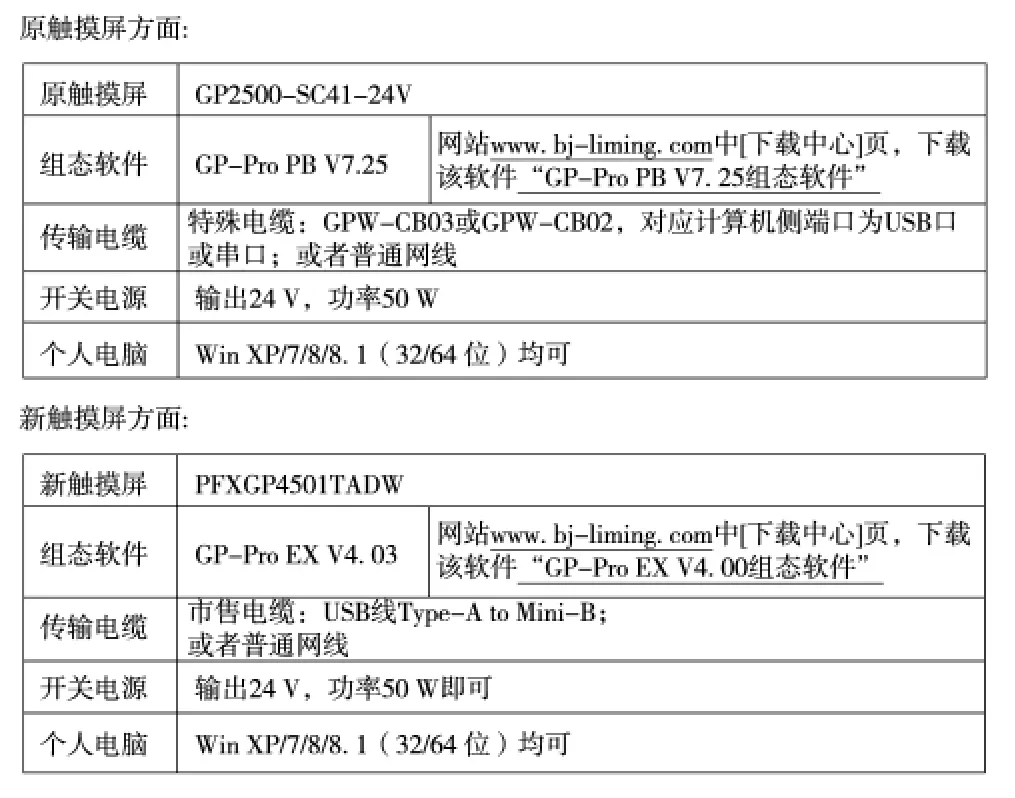
图6 人机界面升级需要的准备
(2)软件安装。在上述网站下载GP-Pro PB V7.25 软件和GP-Pro EX V4.03 软件后,参照文档说明进行安装。
(3)原人机界面程序文件下载。先将GP2500S 触摸屏和已成功安装好组态软件的电脑使用传输电缆GPW-CB03(或者GPWCB02)连接起来,上电启动触摸屏。打开组态软件GP-Pro PB V7.25,工程管理器界面如图7 所示,选择“传输”下拉菜单里的“接收”,设置读取程序的保存位置,并为其设置好文件名称后,保存即可。

图7 GP-Pro PB V7.25工程管理器界面
(4)程序文件转换。旧触摸屏程序(程序名.prw)必须经过转换才能为新触摸屏(程序名.prx),这里需要用到程序转换工具Project Converter(图8),该工具在安装组态软件GPProEX 4.03 时已经被自动安装。
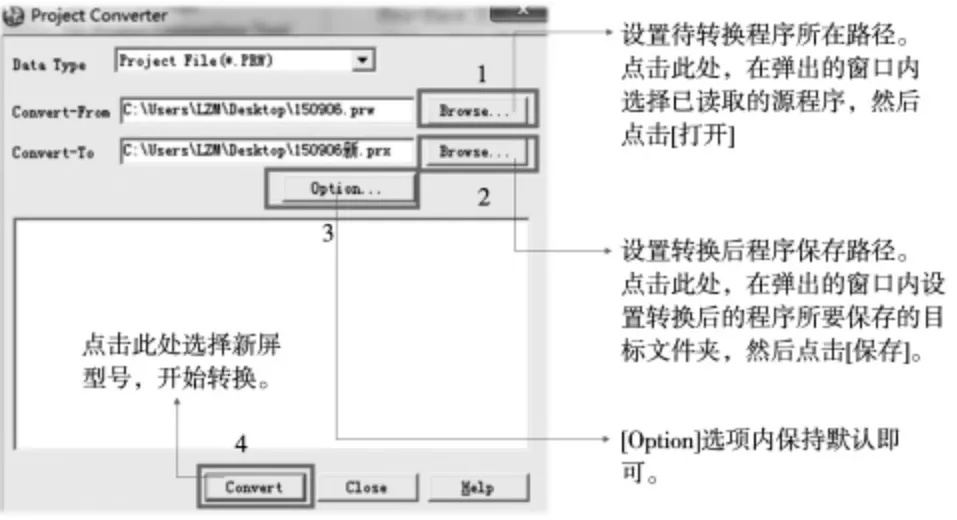
图8 程序转换工具
(5)将转换后的程序文件上传到新人机界面中。将电脑与新触摸屏GP4501TW 通过USB 线连接。新程序文件处理完成后,点击打开传输工具,传输设置,通信端口选择USB,点击发送工程开始程序传输,中间若提示是否全部传输,选择“是”,待其传输结束即可。
(6)升级后的新人机界面上级试机。完成程序文件上传后,将升级版的GP4501TW 人机界面上机测试,如果通信正常将会显示如图所示画面,信号灯为绿灯常亮,人机界面画面有设备实时参数显示,运行正常(图9)。

图9 人机界面显示正常
4 人机界面升级改造的关键节点及注意事项
升级换型时需要注意,GP2500S 等旧触摸屏一般通过25P针型的COM1 口通信;GP4501TW 等新触摸屏COM 口为9P 针型口,旧的通信电缆无法适用。
有2 种解决方案:
(1)更换新的通信电缆,以适配新通信口。这种方法需要重新走线,成本高、工作量大,一般不采用。
(2)依然使用旧电缆,再外加一根转接线。转接线的接线如图10 所示,线序不能接错,否则会出现通信故障。插线时一定要确认是COM1 或COM2 端口,与软件设定一致。

图10 转换线接线方法
5 结束语
人机界面在工控领域广泛应用,但因其结构复杂、升级换代较快、采购成本较高,使用有一定技术难度,维护成本较高。面对困难不要害怕,要敢于技术攻关,要有敢于挑战的心态,只有了解人机界面的结构和原理、人机界面编程软件的应用、人机界面与PLC 的通信,才能更好的掌握人机界面,实现自主维修及升级改造,降低设备维护成本。
