融合实测数据的航空结构件修配量迭代寻优及评价方法
2022-09-20郭飞燕孟月梅王明阳侯志霞
陈 帅 郭飞燕 孟月梅 王明阳 侯志霞
1.中国航空制造技术研究院数字化制造技术航空科技重点实验室,北京,100024 2.北京科技大学机械工程学院,北京,100083
0 引言
航空大型结构件具有尺寸大、结构复杂、精度要求高等特点,其性能通过产品设计、制造与装配三者共同保证,其中装配环节对产品性能有不可忽视的影响[1]。航空大型结构件通常按“零件—组合件—部件—大部件”的顺序完成装配任务,其高性能装配是实现产品功能的前提与基础,而装配精度则是体现产品机械结构性能、保证产品装配质量的重要指标[2]。产品最终装配精度受装配过程中的多种偏差源因素耦合影响而难以保证。
现行的装配精度预测方法[3-5]主要利用设计模型的几何尺寸、公差、装配工艺等信息,构建装配尺寸链,利用蒙特卡罗等算法对装配精度进行仿真验证,由于其计算依据主要为设计信息,缺乏装配现场测量数据,导致与实际装配情况偏离较大。随着数字化测量、工业互联网通信、海量数据存储及处理等技术的发展,相关设施装备如激光扫描仪、工业现场总线、计算机存储硬件等不断推陈出新,为实测数据在工业现场的应用奠定了良好基础;同时,海量点云数据的精简及处理、基于实测数据的模型重构、数字化预装配等关键技术的突破,使得将实测数据融入装配精度的累积计算成为一种可行的思路。张微[6]通过获取实际构件点云数据,提出了一种基于实测数据的数字化预装配方法,得到壁板位姿调整中可能出现的干涉情况,从而提高装配协调准确度。BAO等[7]通过虚物实化与实物虚化操作,提出了一种三维几何模型与海量检测数据融合的“半实物装配”技术。朱永国等[8]以装配偏差实测数据为基础,引入测量信息论,提出了小样本数据驱动的影响结构件装配质量的关键偏差源诊断方法,并应用在航空壁板装配中。针对航空结构装配过程中的各类偏差源,上述研究仍存在以下问题:①如何利用实测数据分析计算偏差的准确值以提高精度预测准确性;②如何利用实测数据降低事后装调决策的不确定度,精准指导操作人员执行装调指令。
数字孪生技术因具有“虚实融合、以虚控实”的典型特点而在装配精度预测中得到了探索性的应用。易扬等[9]提出了一种复杂产品数字孪生装配模型表达与精度预测方法,将数字孪生装配模型表达划分为装配对象模型与装配工艺模型,采用装配偏差传递更新迭代机制计算产品装配误差。周石恩[10]采用改进影响系数法,将定位后的薄壁件误差作为输入,提出基于孪生数据的薄壁产品定位-装配精度预测方法,考虑了特征配准与物理干涉等情况预测薄壁件真实误差,可指导薄壁件定位和装配操作。在装配精度控制方面,孙崇飞等[11]将飞行器多舱段精密装配中的误差敏感度分为3级指标,提出了装配误差敏感度量化分析方法,并通过对比分析理论计算和蒙特卡罗仿真求得的特征级敏感度指标值,验证了在多工位装配中的可行性。SUN等[12]从产品可装配性预测和装配工艺优化两方面提出了数字孪生驱动的装配调试对策,保证高精密产品最终装配性能。在航空大型零部件的实际装配过程中,由于具有结构尺寸大、易变形等典型特点,工程现场经常在最后环节采用修配法对产品装配精度进行修配或填隙等质量补偿措施,上述研究虽可有效评估装配精度累积数值,但缺乏在不满足装配要求时的修配控制指导策略。
修配法[13]是指在装配过程中,通过修配装配尺寸链中某一组成环的尺寸,使封闭环满足装配精度要求的一种装配补偿方法,其中,要修配的组成环称为修配环,修配的尺寸称为修配量。现场修配时,由于无法事先预知修配量与修配区域,工艺人员缺乏明确的修配指导,故往往凭经验通过反复拆卸试装的方式使装配精度满足要求,效率低、盲目性强。对于修配补偿方法的研究,陈亚军等[14]通过分析装配尺寸链,求解出修配环尺寸与修配量极值;HELING等[15]建立关联尺寸链的公差-成本优化模型,提出了多种不同的统计公差成本优化方法;TLIJA等[16]提出了基于困难系数评价与拉格朗日因子的尺寸公差分配方法,定量评价制造难度。为保证产品尺寸误差,目前常见的修配量计算方法主要以装配尺寸链为基础进行分析,但计算结果是零件的修配尺寸范围,难以事先确定装配件上的具体修配区域以及修配量大小,缺乏定量化的科学指导。
本文提出了一种融合实测数据的修配量迭代寻优及量化评价方法。首先提出修配仿真优化总体方案,明确修配量寻优目标,即修配质量、成本及难度。然后根据目标特点及重要性确定迭代寻优策略:①采用改进粒子群算法结合修配仿真方法,并在传统有限元及公差分析的基础上,融合多偏差源的实测数据,以装配精度保障为目标对修配量进行寻优计算;②针对修配难度、成本等定性主观因素,采用模糊综合评价法对多组修配方案二次择优,从而在装配前事先量化确定优化的修配量,避免修配盲目性,科学指导装配现场。
1 修配仿真优化总体方案
修配方案指产品在本站位为保证装配精度所需的修配补偿信息,主要指修配区域及修配量。传统修配方法存在以下问题:①精确性不足,传统修配量计算方法以装配尺寸链为基础,未考虑零组件实际加工状态,得到的仅为大致修配范围,修配过程充满不确定性;②修配成本高、效率低,修配方法主要为人工操作,依靠操作人员对零件不断反复试装、测量与修配,最终仅能满足装配精度,难以兼顾修配成本及效率。针对上述问题,借助产品实测数据,本文提出融合实测数据的修配仿真优化方法,在虚拟空间中仿真实际修配过程,以修配质量、成本、难度为目标,借助智能优化算法及综合评价法计算并优化修配量,事先实现修配方案的精确生成,提高产品装配效率。
提出的修配仿真优化总体方案如图1所示。在进行修配量寻优前,首先按修配环选取原则[17]对修配区域进行选取:①选择形状较简单、修配区域较小的零件;②选择便于加工及拆卸的零件;③一般不选择公共组成环的零件。之后,主要从修配质量、成本、难度三个方面逐步对修配量进行多目标优化。修配质量指修配后的装配精度,该目标能够量化,本文将其作为首要目标参与优化。粒子群算法具有搜索速度快、效率高,适用于实值型处理等优点,适于以装配精度保证为目标进行寻优。修配成本、难度等目标与材料属性、修配效率等因素相关,难以直接量化,主观性较强。模糊综合评价方法能够根据模糊数学隶属度理论把定性评价转化为定量评价,具有结果清晰、系统性强的特点,能较好地解决模糊且难以量化的问题,适于各种非确定性问题的解决。因此,本文根据优化目标特点及重要程度选取不同优化方法,先后进行两次优化。首先,利用改进粒子群算法与修配仿真交互,完成以修配质量为目标的优化,得到多组“较优解”;之后,以修配成本及难度为目标,采用模糊综合评价法对得到的“较优解”进行综合评价,最终得到一组最优的修配量以指导现场修配。
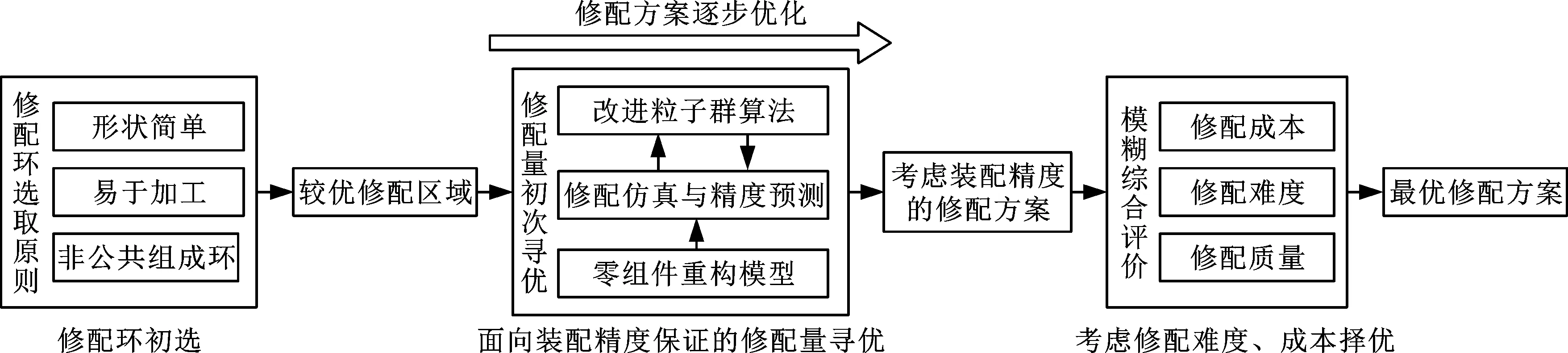
图1 修配仿真优化总体方案Fig.1 Repair simulation optimization overall plan
2 面向装配精度保证的修配量寻优
修配量具体指装配结构上协调区域的加垫或打磨量。传统修配量的计算通过构建装配尺寸链,利用极值法求解修配环尺寸的极值。这种方法能得到使封闭环尺寸误差满足要求的修配量尺寸范围,但存在以下问题:①仅适用于保障尺寸误差,而曲面位置偏差等形位误差由于具有测量计算复杂、非线性的特点,难以通过极值法进行保障;②计算时仅涉及整体零件的修配尺寸数值,没有考虑各修配区域的修配难易程度及修配量配合,无法得知零件上多块区域修配量的具体分布情况,可能导致修配量过大,成本较高。
粒子群算法具有不依赖于目标严格的数学性质、易于工程实现等优点。此外,它是非确定性优化算法,有更多机会求解全局最优解,适用于不同修配区域的修配量计算问题。本文提出基于改进粒子群优化(improved particle swarm optimization,IPSO)算法的修配量寻优计算方法,结合修配仿真与装配精度预测,利用IPSO实现不同区域修配量的寻优计算,流程如图2所示。首先通过IPSO寻优计算得到一组当前各区域的最优修配量,按该组修配方案进行修配仿真,得到该修配情况下的目标装配精度,并将精度值传递给IPSO算法作为函数适应度,以此参与后续的寻优迭代。满足结束条件后,停止迭代并输出一组本次寻优得到各修配区域的修配量。不断重复上述优化过程,得到多组可行的修配方案。
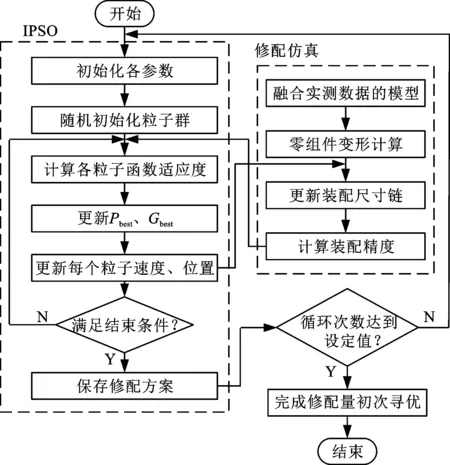
图2 基于IPSO的修配量计算Fig.2 Calculation of repair quantity based on IPSO
本文以涉及两个零件修配区域的曲面外形装配偏差控制为例,从曲面位置偏差计算、基于IPSO的修配量寻优计算、修配仿真及装配精度预测三方面出发,具体阐述该方法。
2.1 曲面位置偏差计算
曲面位置偏差是表征曲面实际位置与理论位置变动量的指标,其值为实际曲面到其理论位置距离的最大值,如图3所示。
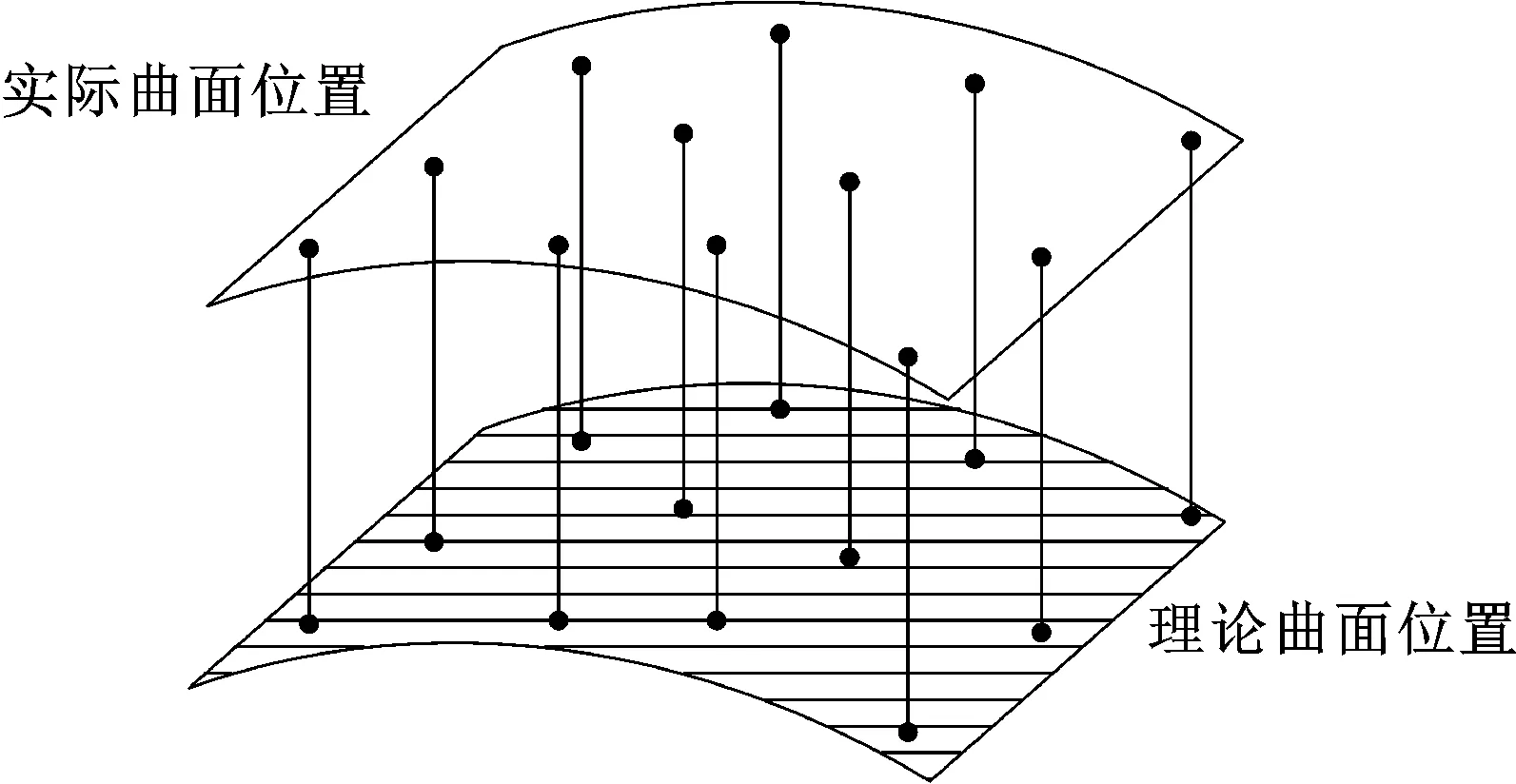
图3 曲面位置偏差示意图Fig.3 Schematic diagram of surface position deviation

(1)
则曲面位置偏差D可表示为
D=max(di)i=1,2,…
(2)
利用上述公式进行计算时,采用以下简化策略:①将某点在理论曲面的投影作为其理论位置;②根据曲面形状、大小,选择合适数量、位置的点代表曲面上的所有点。
2.2 基于改进粒子群算法的修配量寻优方法
对于大型航空结构件,考虑其装配误差的累积传递过程,修配后的装配精度与各个修配区域的修配量存在复杂非线性关系。修配量寻优问题的数学模型如下:
minE(x)=f((x1±ε),(x2±ε),…,(xn±ε))
(3)
式中,E(x)为修配后的目标装配偏差,在本例中为曲面位置偏差,由式(2)计算得到;xi为第i个修配区域的修配量,正值表示加垫,负值表示打磨;ε为一个较小的量,代表修配误差,与垫片加工误差、修配工艺有关,0<ε<|xi|;(xi±ε)为第i个修配区域的修配范围,通常修配范围不超过1 mm,因此-1 mm≤(xi±ε)≤1 mm。
式(3)所示的寻优问题可能存在多组局部最优解,使用标准PSO算法求解容易陷入局部最优,降低寻优效率。本文将随机权重[18]与异步变化学习因子[19]融入标准PSO算法,使算法具有更强的修配量寻优能力。改进PSO算法的粒子速度与位置迭代公式为
vi,t+1=wvi,t+c1r1(pbest,i-xi,t)+c2r2(gbest-xi,t)
(4)
xi,t+1=xi,t+vi,t+1
(5)
式中,xi,t、vi,t分别为t时刻第i个粒子的位置和速度;w为随机惯性权重;c1、c2为异步学习因子;r1、r2为随机因子,通常在0~1之间取值;pbest,i为第i个粒子当前个体最优;gbest为当前全局最优。
随机权重
w=μmin+rand()×(μmax-μmin)+σ×randn()
(6)
式中,μmin、μmax分别为随机惯性权重的最小值与最大值;rand()为0~1内均匀分布的随机数;randn()为正态分布的随机数;σ为标准差。
异步变化学习因子
c1=(c1e-c1s)(t-tmax)/tmax+c1e
(7)
c2=(c2e-c2s)(tmax-t)/tmax+c2e
(8)
式中,c1s、c2s为学习因子c1与c2的起始值;c1e、c2e为学习因子c1与c2的终止值;c1s=c2s=0.5,c1e=c2e=2.5,c1与c2异步增减。
使用IPSO算法进行修配量寻优计算时,需根据具体修配问题及修配工艺定义相关参数:①粒子的维数代表修配区域的个数,本例中设置粒子维数d=2;②粒子的位置矩阵xi,t代表该粒子找到的修配方案,由式(5)更新,位置矩阵中的各元素代表各修配区域的修配量,因修配量不超过1 mm,所以|xi,t(j,1)|≤1;③粒子的速度矩阵vi,t由式(4)更新,它确定了位置矩阵寻优的方向与步长,代表修配量寻优时的增量,为了不使粒子位置增加过快而导致寻优能力下降,设置|vi,t(j,1)|<0.2;④IPSO算法的适应度是评价每个粒子优劣的指标,本例的适应度为应用修配方案修配后的曲面位置偏差,计算公式为式(2),需要在虚拟环境中修配仿真后得到;⑤针对本例,将IPSO寻优结束条件设置为修配后曲面位置偏差满足要求,即寻优得到的修配方案均可使曲面偏差满足要求。
通过定义上述参数值及修配工艺约束,结合修配仿真得到的适应度值进行寻优,得到一组可行修配方案。IPSO算法为非确定性优化算法,在对含有多组局部最优解的问题寻优时,每次寻优得到的结果不同,通过多次循环上述寻优过程,得到多组可行修配方案。
2.3 修配仿真与装配精度预测
修配仿真指在仿真环境中按修配方案精确模拟修配,预测修配后的装配精度,评价修配质量。
2.3.1模型重构
修配的本质是改变组成环零件的尺寸。为了提高仿真精确性,需要在产品设计模型的基础上,利用实测数据对模型进行重构。本文在构建装配模型时以装配关键特征为重点,在满足修配区域外形精度及装配仿真准确度的基础上,降低点云处理及模型构建难度,提高模型构建效率。其中,装配关键特征指具有一定工程意义且可发生装配约束(如对齐、贴合、同轴、相切等)的几何元素与拓扑关联的集合[20],它以一定的几何结构为载体,为装配关系服务。
以装配关键特征为重点重构产品模型的步骤如图4所示,通过逆向工程重构产品关键特征,将设计模型中关键特征对应的几何元素替换为重构几何,通过缝合和实体化[21],生成能表达装配关键特征几何元素实际位置和形状偏差分布的产品重构模型。

图4 模型重构步骤Fig.4 Model reconstruction process
2.3.2装配精度预测
航空大型零部件的装配受多种偏差源影响,主要包括零组件制造偏差εzz、工装定位误差εdw、柔性件变形偏差εbx和装配测量误差εcl,忽略人为因素和环境因素产生的误差,则装配精度误差
εz=f(εzz,εdw,εbx,εcl)
(9)
本文在传统有限元及公差分析的基础上,借助实测数据,将真实偏差融入装配精度预测过程中,提高预测结果的准确性。装配精度预测基于产品重构模型,包含零组件制造偏差;利用实测工装定位点对产品进行定位,考虑工装定位误差;利用传统有限元分析方法,确定因重力、夹紧力产生的柔性件变形偏差,并叠加至产品重构模型中;装配测量误差主要由仪器测量精度导致,通过仪器标称精度计算装配测量误差。
考虑多偏差源的装配精度预测流程如图5所示。首先将带有零组件制造偏差信息的产品重构模型利用采集的装配工装定位点进行定位,并通过有限元分析计算由于自身重力或夹紧力等因素产生的变形,叠加到模型中;随后,将装配顺序、装配约束关系等定义在模型中,通过尺寸分析软件实现装配尺寸链的自动生成。
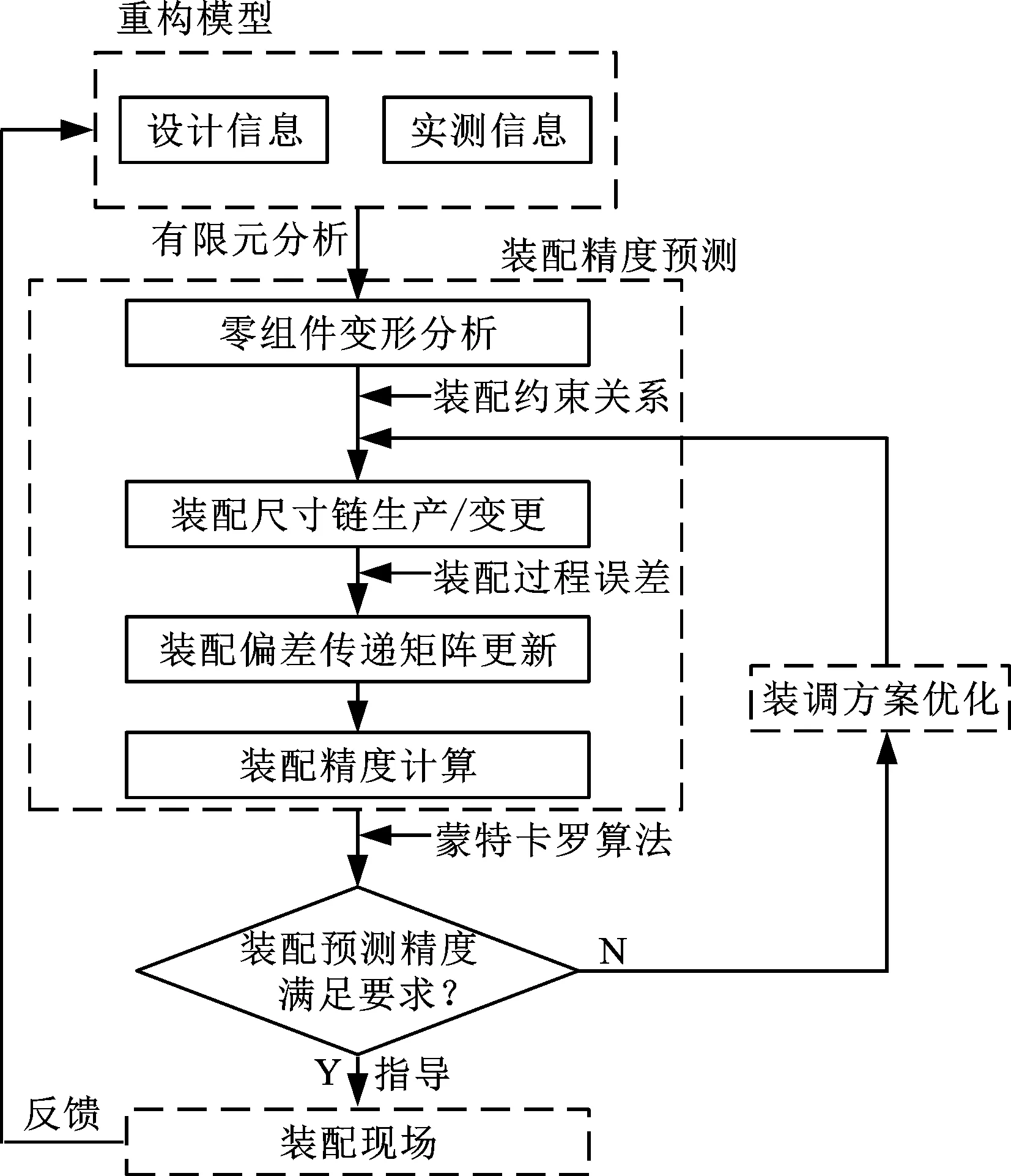
图5 考虑多偏差源的装配精度预测Fig.5 Assembly accuracy prediction process considering multiple sources of deviation
修配集中于产品表面,在利用蒙特卡罗算法计算装配精度时,应重点关注带有装配约束关系的产品模型表面存在的偏差。利用实测数据重构模型时,不可避免地存在模型表面重构偏差,它包括测量误差εcl与重构算法误差εsf。测量误差主要由测量仪器产生,可仅考虑仪器标称精度的影响;重构算法误差指使用CAD造型软件拟合点云产生的最大误差,可通过偏差检测功能得到。模型表面重构偏差是重构表面与真实零件表面存在的偏差,其偏差范围为(-εcg,εcg),表达式为
εcg=∑(|εcl|,|εsf|)
(10)
得到模型表面重构偏差后,利用蒙特卡罗算法计算装配精度,判断其是否满足工艺要求。若不满足,则优化装配方案,再次计算装配精度,如此迭代,直到装配精度满足要求。进而使用优化的装配方案指导现场装配,形成装配方案“优化-反馈-改进”机制,实现装配过程中的“虚实融合、以虚控实”。
2.3.3模拟修配
模拟修配是在虚拟环境中模拟实际修配的过程。将重构模型修配区域表面按修配量进行偏移以模拟修配操作,向外偏移代表加垫,向内部偏移代表打磨,通过偏移带有装配约束关系的表面,实现组成环尺寸的更改,继而利用蒙特卡罗算法得到模拟修配后的目标装配精度。模拟修配量与实际修配量存在修配偏差εxp,因此,对于模拟修配表面与实际修配表面存在的偏差,其偏差范围为(-εm,εm),其计算公式为
εm=∑(|εcg|,|εxp|)=∑(|εcl|,|εsf|,|εxp|)
(11)
3 基于模糊综合评价法的修配方案评价择优
基于IPSO对修配量寻优是以装配精度保证为目标,以修配工艺为约束进行的,得到的修配方案未考虑成本、难度等因素。修配方案评价择优即权衡修配成本、难度等因素对多组修配方案作综合量化评价,进而得到最优修配方案。本文从修配成本、修配质量及修配难度三方面对各修配方案进行综合评价,图6所示为综合评价指标。

图6 综合评价指标Fig.6 Comprehensive evaluation index
(1)修配成本包括修配时所需的材料成本与时间成本。材料成本Icost为修配过程中的材料消耗,包括垫片材料消耗及零件打磨消耗;时间成本Itime为修配方案所需工时,包括垫片加工用时、零件打磨用时,与修配区域个数、面积及修配量成正比。计算公式如下:
Icost=|L|SN
(12)
Itime=K(|L|SN)=KIcost
(13)
式中,|L|为加垫或打磨量;S为修配区域的面积;N为修配区域的个数;K为正比例系数,与加垫加工效率、打磨速度有关。
(2)修配质量Iquality是指修配完成后目标的装配偏差最大值。本文在进行修配量计算时利用终止条件的设置,使所得到的目标装配偏差均满足要求,但偏差最大值有所不同。
(3)修配难度是指修配方案实施时的困难程度,主要为定性指标,包括特征材料、特征复杂度、特征面积。其中,特征材料Imat指修配区域的材料,主要影响对该区域打磨的难度;特征复杂度Icom指修配区域的复杂度,主要与该区域形状、粗糙度有关,区域形状主要为曲面或平面,其中曲面复杂度大于平面复杂度;特征面积Iarea指修配区域面积总面积,总面积越大则修配难度越大,计算公式为
Iarea=SN
(14)
常用多目标综合评价方法有D-S证据理论[22]、灰色关联度评价[23]、模糊综合评价法[24]等。修配成本、难度等目标难以直接量化,主观性较强,而模糊综合评价方法能根据模糊数学隶属度理论把定性评价转化为定量评价,能较好地解决模糊且难以量化的问题。本文选择模糊综合评价的方法,依据修配方案综合评价指标来量化评价初步寻优生成的修配方案。步骤为:①根据综合评价指标建立模糊综合评价指标集;②建立模糊综合评价评价集,用于描述各指标评价结果;③进行单因素模糊评价,获得单因素评判矩阵;④采用层次分析法或专家评估法确定因素权向量;⑤建立模糊综合评价矩阵;⑥确定系统得分,完成对修配方案的评价,从中择优指导现场装配。
4 应用验证
4.1 应用背景和需求分析
某型中央翼盒外部结构如图7所示,主要由上下壁板组件、前后梁组件组成,其中上壁板组件由上壁板和左右肋缘条组成。由于肋缘条直接与中机身侧壁板相连,工艺要求肋缘条位置偏差在-0.5~0.5 mm内。本文以中央翼盒总装时(指将上下壁板与前后梁进行组装的阶段)肋缘条位置偏差控制为例,借助实测数据重构产品模型,对总装完成后肋缘条位置偏差进行预测,事先生成修配方案,并在装配现场进行应用验证。
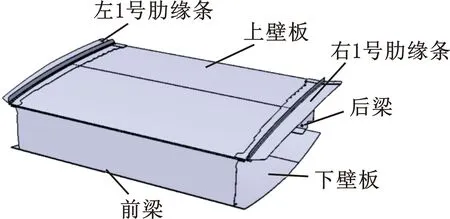
图7 中央翼盒外部结构简化图Fig.7 Simplified diagram of the external structure of the central wing box
4.2 修配方案生成软件工具开发
为了便捷高效地生成修配方案,开发了修配方案生成软件工具。利用Microsoft Visual Studio作为开发平台,基于MFC对话框进行程序编写,其功能结构如图8所示,主要包括修配工艺参数设置模块、修配仿真交互模块、IPSO修配量寻优模块以及模糊综合评价模块。软件以IPSO修配量寻优为核心:寻优前输入修配区域个数、修配量范围等修配工艺参数;寻优中与修配仿真信息交互,传输过程修配量与目标装配精度;寻优后将修配方案输出并按修配成本、修配难度等因素进
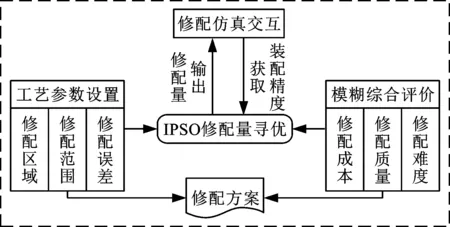
图8 修配方案生成软件功能结构Fig.8 Repair plan generation software functional structure
行模糊综合评价,最终生成修配方案文件。软件工具主界面如图9所示。
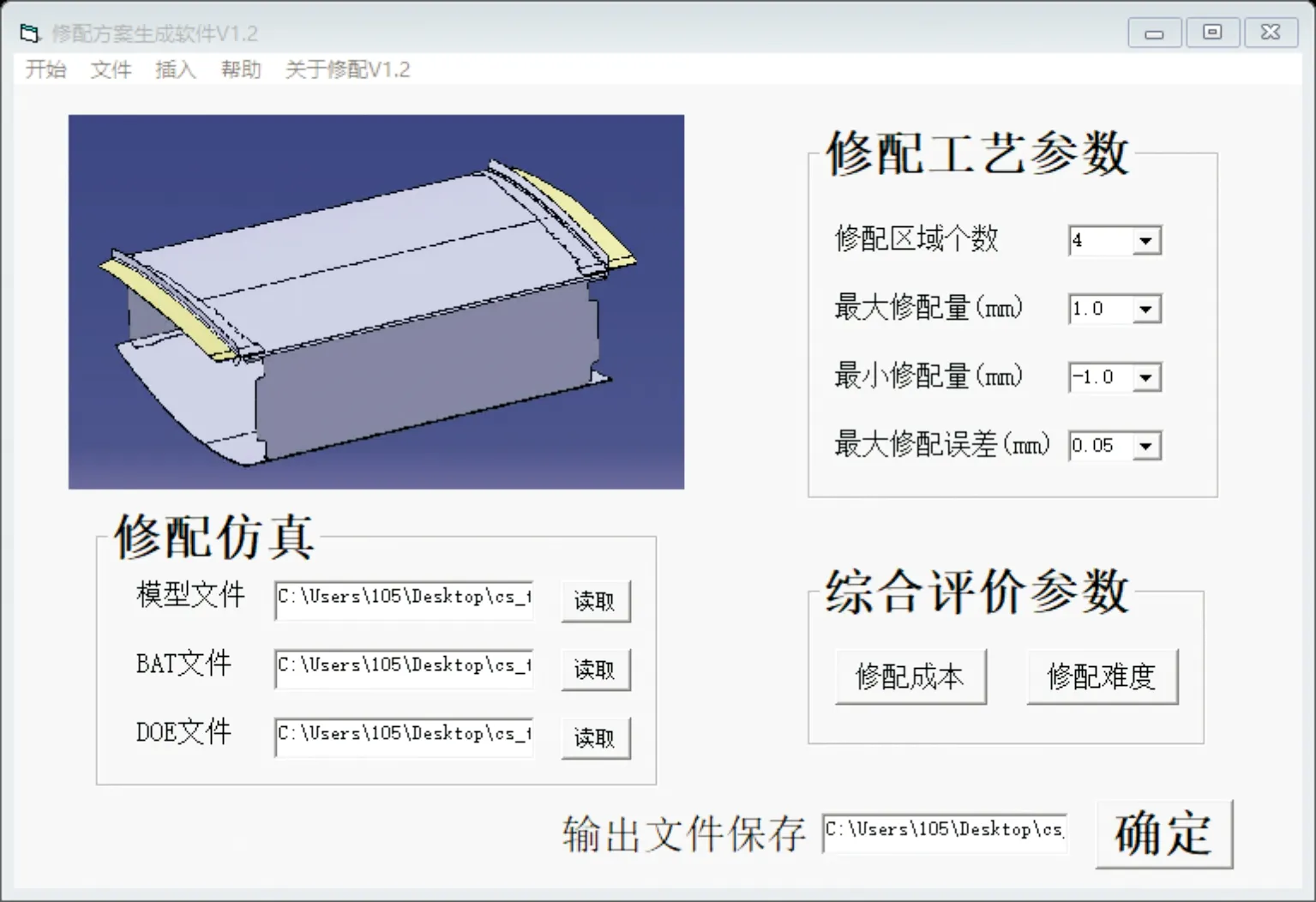
图9 修配方案生成软件主界面Fig.9 The main interface of the repair plan generation software
4.3 装配偏差预测与修配方案生成
本节从总装站位中央翼盒模型的重构、基于重构模型的肋缘条偏差预测、面向肋缘条偏差控制的修配方案生成三方面对所提方法进行应用。
(1)总装站位中央翼盒模型重构。结合装配工艺确定中央翼盒在总装站位的关键特征,选取左右肋缘条连接面、前后梁与上壁板组件的配合面、前后梁与下壁板组件的配合面作为关键特征。采用激光跟踪仪对上述关键特征进行测量,部分测量点坐标数据如图10所示。利用实测数据进行几何重构,并采用Deviation Analysis功能检测点云与重构曲面的偏差,如图11所示,曲面重构算法偏差最大约为0.03 mm,满足特征重构的精度要求。将重构特征缝合与实体化,得到中央翼盒在总装站位的重构模型。
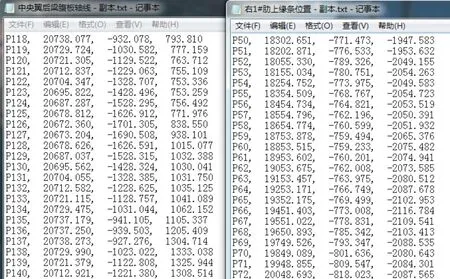
图10 关键特征实测数据(部分)Fig.10 Key feature measured data(partial)
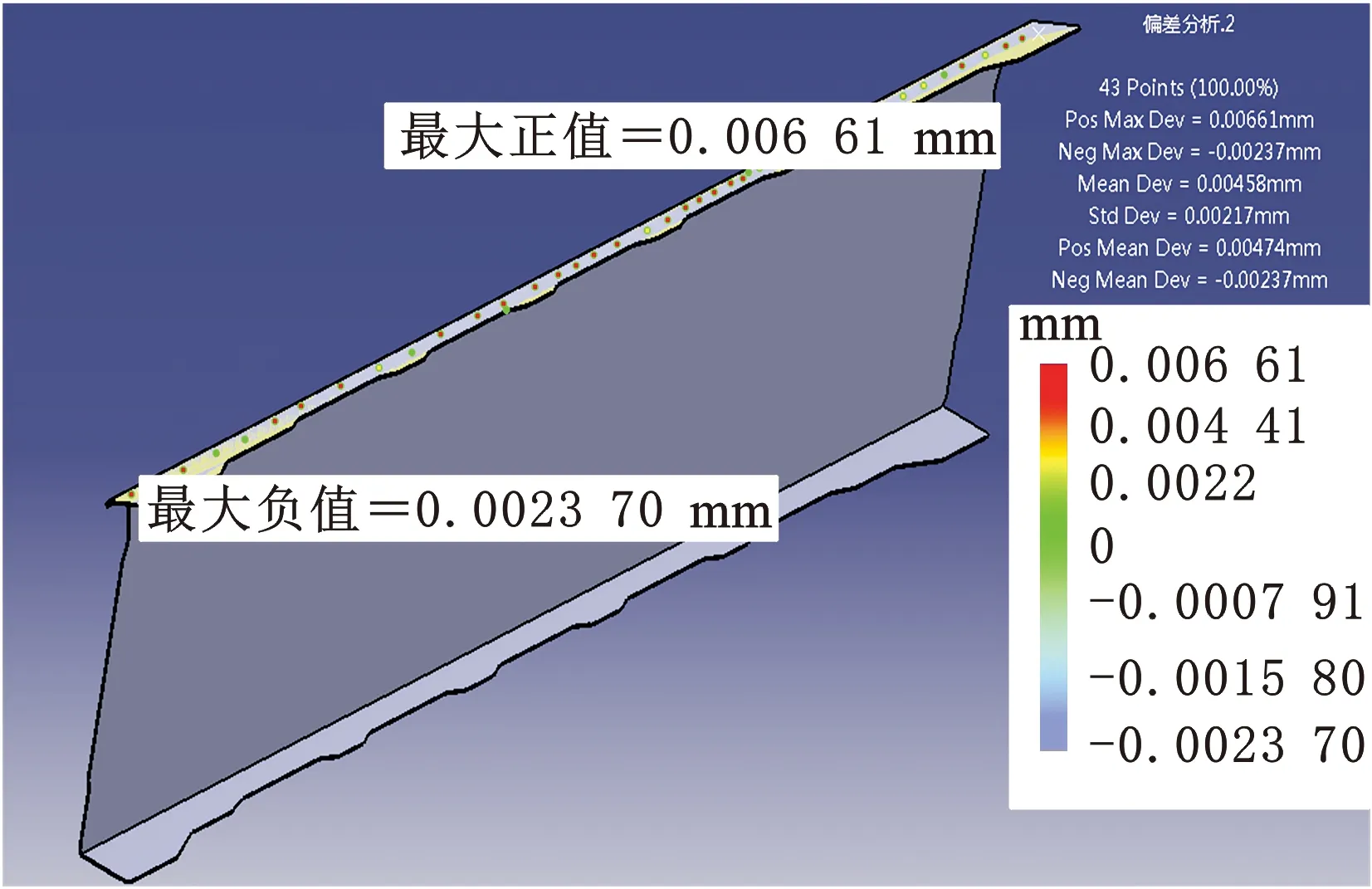
(a)前梁与上壁板组件配合区域的重构面

(b)肋缘条连接面的重构曲面图11 关键特征面曲面重构(部分)Fig.11 Key feature surface reconstruction(partial)
(2)基于重构模型的肋缘条位置偏差预测。选择3DCS公差分析软件作为装配偏差预测平台。首先将重构模型导入3DCS软件,利用3DCS有限元柔性模块计算上壁板由于自身重力产生的变形,具体步骤为:①将上壁板、型架及夹紧装置导入3DCS软件中生成3DCS模型;②将简化后的上壁板组件导入ABAQUS软件,添加材料属性并划分网格,如图12所示;③将网格文件导入FEA模块,生成刚度矩阵文件并在该模块中模拟计算上壁板的变形。接着,按装配工艺在重构模型表面定义装配约束,约束关系为面面配合。重构算法偏差取0.03 mm,按标称精度得到激光跟踪仪的点位测量误差约为0.032mm,按式(10)计算出本次模型表面重构偏差约为0.062 mm,将其定义在模型表面的约束误差中。然后,在左右肋缘条连接面上分别选取24个测量点,这些点与装配后的理论位置偏差代表左右肋缘条的位置偏差,图13为测量点位置分布示意图。最后,通过蒙特卡罗算法计算装配完成后左右肋缘条测量点处的位置偏差,结果采用箱型图表示,如图14、15所示。可以看出,左右肋缘条测量点处的位置偏差有部分不满足工艺要求,需要通过修配法保证其位置偏差。
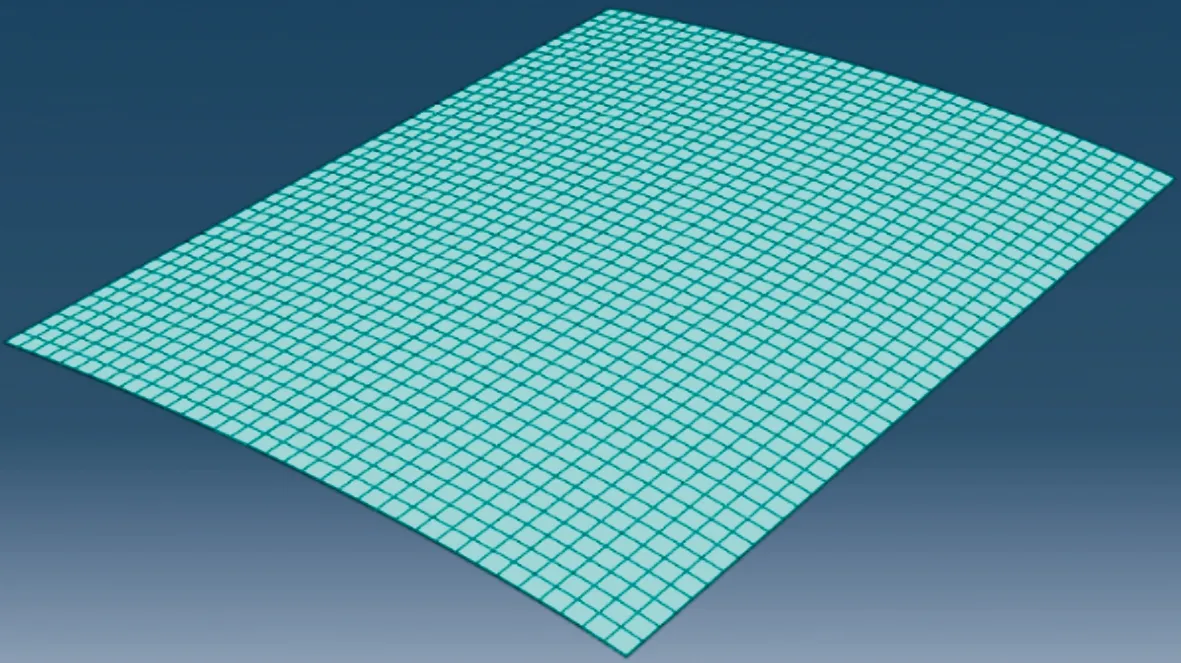
图12 上壁板网格划分(简化)Fig.12 Upper siding meshing(simplified)
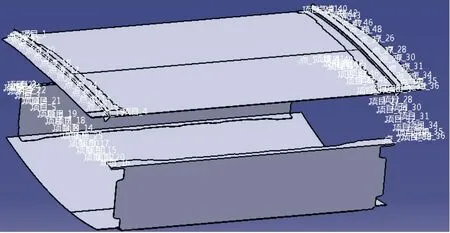
图13 测量点位置分布Fig.13 Distribution of measuring points
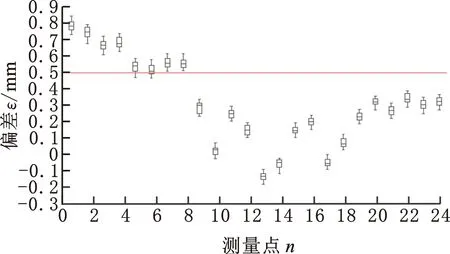
图14 左肋缘条测量点装配位置偏差Fig.14 Assembly position deviation of left rib strip measuring point
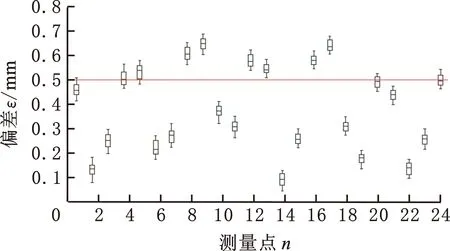
图15 右肋缘条测量点装配位置偏差Fig.15 Assembly position deviation of right rib strip measuring point
(3)面向肋缘条位置偏差控制的修配方案。利用修配方案生成软件生成具体方案。首先根据修配环选择规则,选择形状简单、非公共组成环的前后梁的上表面两端作为修配区域,如图16所示。左肋缘条位置偏差通过1、2号修配区域的修配保证,右肋缘条位置偏差通过3、4号修配区域的修配保证,按式(11)计算修配表面偏差,根据修配工艺设置修配参数,利用IPSO算法计算各修配区域的修配量,生成修配方案。设置修配材料等综合评价参数,对生成的修配方案进行定量综合评价,利用文字-图片-数据相结合的形式表达,最终生成的修配方案文件如图17所示。修配方案文件中包含多组修配方案,各组修配方案的成本、难度等因素不同,文件中按模糊综合评价法进行排序,装配时从中选择最优修配方案(1号方案)指导修配。
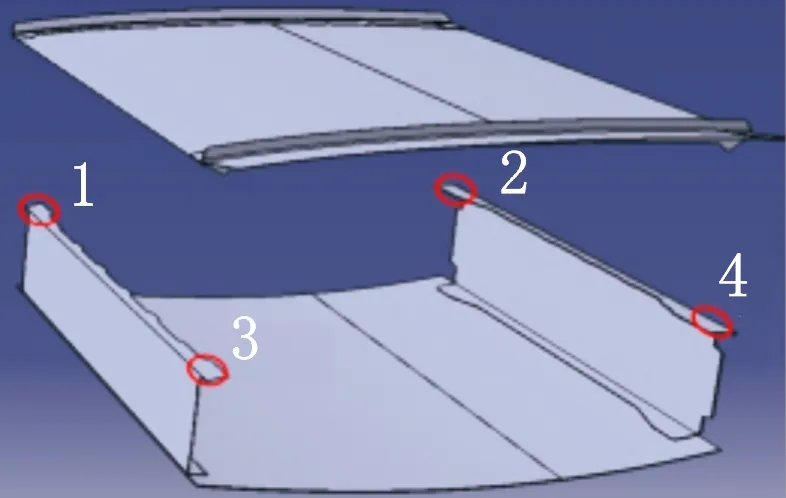
图16 修配区域示意图Fig.16 Schematic diagram of repair area
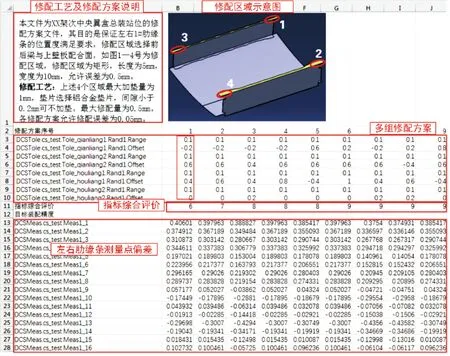
图17 修配方案文件Fig.17 Repair plan
对于左右肋缘条位置偏差控制的修配方案,传统的修配文件仅给出“区域允许加垫量不超过1 mm,打磨量不超过0.5 mm”的描述,不涉及具体的修配区域及修配量值,且无法实现指导修配区域的整体分布情况,导致装配人员需要凭借经验反复修配,装配效率较低。本文通过分析多个修配区域的配合情况,在所生成的修配方案文件中,明确给出了不同装配区域所需的修配值,避免了修配的盲目性。另外,通过给出多组备选的修配方案,并按模糊综合评价法进行排序,可更好地适应现场装配情况。通过优化计算,本文所得到的最优修配方案为:1号区域打磨0.2 mm,2、3区域加垫量分别为0.6 mm、0.4 mm,4号区域不需要修配(图16),各区域的修配量均在工艺允许修配范围内。
4.4 现场应用效果分析
在中央翼盒各组件采用工装定位并完成预装配后,采用激光跟踪仪对肋缘条连接面进行测量,得到修配前肋缘条位置偏差,结果如表1所示。右上缘条连接面偏差范围为-0.022~0.647 mm,左上缘条连接面偏差范围为-0.155~0.783 mm,均不满足偏差工艺要求,需要进行修配调姿。该测量结果与肋缘条装配偏差预测结果(图14、15)相吻合,证实了装配精度预测结果的可信性。

表1 左右肋缘条修配前的位置偏差Tab.1 Position deviation of left and right ribs before repairing mm
根据上述修配方案,装配人员对前梁贴合面1号区域打磨0.2 mm,2号区域加垫0.6 mm,对后梁3号区域加垫0.4 mm,垫片选择铝合金可剥垫片。总装完成后,采用激光跟踪仪对肋缘条连接面位置进行测量,偏差分析结果如表2所示。修配后,右上缘条连接面偏差范围为-0.394~0.0724 mm,左上缘条连接面偏差范围为-0.498~0.252 mm,均满足工艺要求。以上结果表明:所提修配方案能够切实保障目标装配偏差满足要求。相比于工程上传统修配调姿方法,本文所提方法通过修配仿真考虑了各修配区域的配合关系,有助于减少需要的修配区域及修配量,降低修配成本及难度。

表2 左右肋缘条修配后的位置偏差Tab.2 Position deviation of left and right ribs after repairing mm
5 结论
(1)针对航空大型结构件一次装配成功率低、装配偏差难以预测的问题,基于传统有限元及公差分析方法,结合实测数据,提出了融合多类偏差源的装配精度预测方法。现场应用表明,所提方法能够实现目标装配精度的准确预测。
(2)针对现场装配时修配区域与修配量无法准确预知导致装配效率低的问题,本文提出基于IPSO的修配仿真优化方法,综合实测数据与修配仿真,实现面向装配精度控制的修配方案的准确生成。在此基础上,针对修配成本、修配难度等定性因素,利用模糊综合评价法对修配方案进一步优化。现场应用表明,所提方法能事先生成准确修配方案,确保目标装配精度满足工艺要求,解决了修配盲目性,提高了装配效率。此外,由于对修配方案进行二次寻优,在一定程度上有助于降低修配的成本及难度。
