双滑枕数控立式车床铣削主轴液力耦合故障分析与处理
2022-07-14文献龙斌
文献,龙斌
中车株洲电力机车有限公司 湖南株洲 412000
1 序言
RQMC双滑枕数控立式车床是德国某公司立式车床系列产品,采用德国西门子840D sl数控系统,机床配备2个电源模块(Active line module)、6个主轴驱动模块(HS1~HS6)、1个刀库驱动模块(双轴CW1、CW2)、4个进给轴驱动模块(X1、Z1、X2和Z2轴)和1个安全门驱动模块(ART)。为了提高生产效率,该数控立式车床配置有2个滑枕和2个刀库,采用双通道工作,能实现2个滑枕同时插补加工,专门为盘类零件的自动化加工而设计开发。
2 故障现象
RQMC双滑枕数控立式车床铣削主轴在执行自动换刀过程中出现液力耦合器未缩回的故障报警(见图1),机床换刀停止。
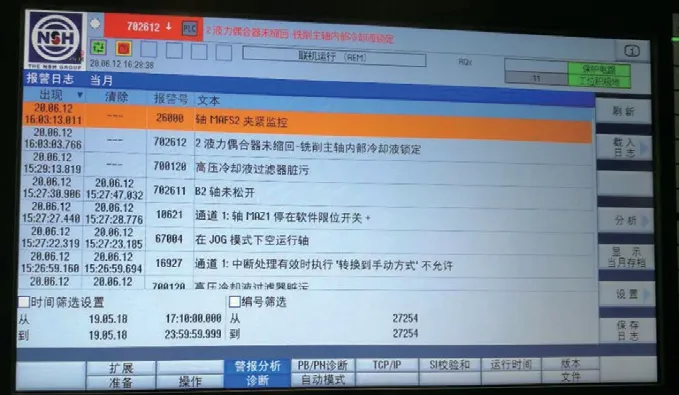
图1 设备故障报警
手动操作机床,将铣削主轴退出换刀区域,打开HMI辅助界面,找到液力耦合器松开和结合按键,手动结合和松开液力耦合器,观察其状态,发现耦合、脱开动作迟钝,在设定的时间内无法执行到位,从而导致故障报警。
3 故障原因分析
通过查阅机床说明书,铣削主轴液力耦合器结合是通过压力油推动液压缸实现的,而松开退回是通过2组碟形弹片实现的[1]。
根据液力耦合器的结构原理,分析造成故障的原因有下几种。
1)液力耦合器结合和松开接近开关损坏。
2)液力耦合器接近开关的线路存在问题。
3)液力耦合器液压缸没有回退到位。
4)主轴耦合角度有偏离。
结合以上可能的原因,查阅机床电气说明书,找到液力耦合器接近开关的信号输入点:E65.4为液力耦合器退回的信号输入,E65.0为液力耦合器结合的信号输入。进入机床PLC监控界面(见图2),输入E65.0、E65.4两个信号点,然后再结合和松开液力耦合器,观察接近开关的状态:发现在结合液力耦合器时,接近开关信号输入正常,而松开液力耦合器退回时,接近开关没有信号输入。首先拆开铣削头侧边盖板,检测液力耦合器松开接近开关的线路,无接触不良和断路现象。然后对比液力耦合器结合接近开关的阻值,判断松开接近开关是否损坏,经判断阻值正常无损坏。最后,故障原因锁定在液力耦合器液压缸没有回退到位[2]。
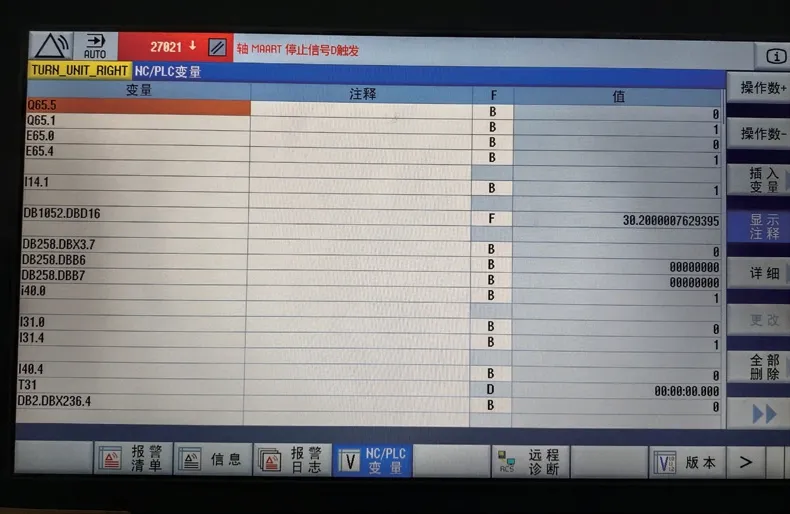
图2 PLC监控界面
4 故障处理

图3 碟形弹片
液力耦合器液压缸回退是靠2组(每组22片)碟形弹片(见图3)实现的,造成回退不到位的主要原因可能是:碟形弹片损坏,液压缸活塞卡滞,或液压缸回油不畅。需对液力耦合器的液压缸进行拆检,注意拆卸液压缸后端端盖时一定要做好刻度记号,防止后续装配位置错误而导致液力耦合器不能正常耦合。拆开液压缸后检查发现,液力耦合器液压缸无卡滞损伤现象,但2组碟形弹片中有几个碟片损坏。更换损坏的碟形弹片后,试机查看液力耦合器是否能正常结合和松开,手动操作液力耦合器执行动作时,因机械结构的特殊性,铣削主轴需要定位在0°,如不能正常执行耦合与脱开动作,则需对主轴的角度或者是液压缸端盖位置进行微调。调整时先将液力耦合器耦合上,断使能,然后调整端盖角度,使主轴的角度显示在0°位置就可以了。液力耦合器手动耦合和松开动作正常且无任何滞后现象说明耦合位置非常理想。若耦合过程中铣削主轴有负载变化或耦合动作缓慢,则说明耦合角度需要进一步调整,直到耦合、松开完全顺畅后方可正常执行自动换刀程序,做进一步测试[3]。
5 结束语
此次数控立式车床液力耦合器故障,是机械、液压和电气等一系列因素综合所致。处理此类故障时,需要对机床机械设计结构原理有充分的了解,对液压控制部分和P L C系统监控有一定水平的认知。在充分分析故障原因和了解机床结构后,才能对其进行处理。