面向整车生产的制造执行系统设计与实现
2022-07-12周鹏飞薛春雷朱健君
魏 磊,周鹏飞,薛春雷,朱健君
(中汽研汽车工业工程(天津)有限公司,天津 300300)
0 引言
作为制造强国建设的主攻方向,智能制造发展水平关乎未来制造业的全球地位,对于加快发展现代产业体系,巩固壮大实体经济根基,构建新发展格局,建设数字中国具有重要作用[1]。数字化工厂是智能制造的基础,而数字化工厂建设的核心之一是MES(Manufacturing Execution System,工厂制造执行系统)[2-5]。我国整车制造领域MES系统的应用虽然只有20多年,但随着汽车行业竞争逐渐激烈,要实现保持良好的增长态势,MES系统对企业降本增效的作用变得不可或缺[6-11]。
数字时代背景下,汽车生产企业同消费者的交互渠道更加丰富,碎片化、个性化的价值需求进一步推动着企业运营模式、生产组织、生产技术的革新[12-13],快速响应市场需求并支撑大规模定制成为汽车生产制造过程所面临的新问题。
因此,以新形势下汽车生产制造过程管理需求[14]为蓝本,研究总结面向整车生产的制造执行系统设计方案,从总体功能需求、业务蓝图设计、系统架构设计、开发技术栈选择、集成与部署方案制定、性能测试等关键环节予以阐释,为当前整车制造执行系统开发提供设计参考,也为开发适应未来大规模定制化、柔性制造的制造管理系统提供思路[15-16]。
1 系统概述
以某品牌新能源汽车生产制造为例,经过多次实际调研与研究,梳理焊装、涂装、总装工艺车间的核心业务及制造执行系统边界,总结明确主要功能需求:
(1)实现上层计划管理与底层工业控制之间的闭环管理。
(2)实现制造质量管理信息化、全过程质量跟踪。
(3)根据生产现场的实时数据进行排产和调度,实现作业指导信息化,生产过程可视化。
(4)支持生产装配柔性、均衡及高效生产运作、大批量混线的生产模式。
2 业务蓝图
在生产计划方面,ERP(Enterprise Resourse Planning,企业资源管理系统)形成的生产计划一般为一车一BOM(Bill of Material,物料清单)的总装上线计划,无焊装和涂装生产计划,可以根据工作日历、节拍、日计划产量推算分解出焊装、涂装上线计划。锁定后的焊装计划可下发给焊装中控系统,包括VIN、车型、64位码信息,由焊装中控下发分装线、主焊线的首工位计划。MES需要与立体库系统对接,向焊装立体库下发涂装生产计划、向涂装立体库下发总装生产计划,包括车型配置信息和计划顺序信息;需要在焊接上线、焊接报交,涂装上线、涂装报交、总装上线、总装最终装配下线等关键工位向ERP上报工时;需要进行订单状态管理,包括接收、分解、调序、发布、取消发布、下载、焊装上线、拉出、拉入、报废、关闭等。
在质量管理方面,MES提供车辆制造过程缺陷标准代码统一维护、车辆质量缺陷绑定、关键件精确追溯、质量(门)管理、证书管理、质量报表自动生成、质量设备数据采集、其他质量数据导入等功能;形成车辆质量设备档案、车辆问题档案、车辆精确追溯件档案、证书档案等文件。
在设备管理方面,MES提供设备清单录入功能,便于维护设备、工具、器具等信息,包括设备编号、保养周期、提前通知的周期、需通知的人员名称和邮件号等;提供定期保养提醒功能:当(当前时间-上次保养完成时间)大于(保养周期-提前通知的周期)时,系统推送邮件给相关人员;维修结果录入,包括维修设备编号、维修人、时间、设备故障的原因、故障解决的方法和更换的零件清单等信息,便于后期责任追溯和问题分析;停机管理,自动采集设备停线记录和设备状态(含设备运行、报警、故障等)。业务总蓝图如图1所示。
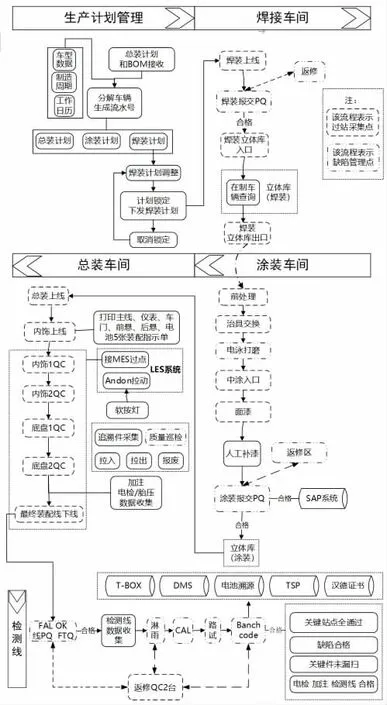
图1 业务总蓝图
3 系统设计
3.1 系统架构
系统采用模块化分层架构模式,主要分为数据层、核心业务层、客户端层、接口服务层四部分。
(1)数据层:包含数据库配置管理模块、数据归档模块。数据库配置管理模块提供对生产数据库及历史备份数据库的可视化界面,对产品数据库定义、初始化、版本升级等进行全局系统性配置;数据归档模块提供对现有数据库的数据备份、数据迁移等功能。
(2)核心业务层:核心服务器支持集群管理,具备负载均衡和故障转移的能力;业务模型包括工厂建模、基础数据管理、生产计划管理、制造过程管理、质量管理、设备管理等核心模块。
(3)客户端层:主要由基于HTML5/CSS3的网页客户端、基于JAVA的安卓客户端、基于Object C的IOS客户端组成,方便在不同的应用场景下通过各类便携式设备访问。使用J2EE的标准化RMI协议实现与核心服务的数据交互,实现高速的业务数据传输。
(4)接口层:适应WebService、Socket、OPC、JMS、定时任务接口等多种接口协议,实现与各类外部应用或是企业级服务总线ESB进行接入,同时具备二次开发和方便部署的能力。
3.2 开发技术栈
系统采用标准的J2EE三层技术架构模型。用户访问层提供基于JSF技术的Web访问、Eclipse技术的RichClient端、以及基于HTML5的跨平台移动应用APP端。业务处理层由Spring框架实现业务处理对象的管理。对所有业务功能操作的权限审核、事务管理和出错处理也由该层实现。数据访问层实现对数据库操作、文件处理的封装。开发技术栈如图2所示。

图2 开发技术栈
3.3 功能框架
系统构建的整体功能框架如图3所示,主要包括生产计划管理、制造过程管理、车辆跟踪与路由控制管理、设备管理、质量管理等五大功能模块。以生产制造为功能主线,以数据接口模块和车辆数据维护模块进行生产数据管理,以现场设备/通信接口模块、数据采集模块、打印管理模块、流程控制模块进行生产流程与设备控制,以生产计划管理模块、产量统计模块、查询统计报表模块等实现网络化车间生产管理与监控。

图3 功能框架
3.4 硬件架构
硬件服务器虚拟化可以节省成本和提高服务器硬件资源利用率。生产过程实时产生的数据量一般较大,为保证系统稳定,共设计服务器5台并采用虚拟化部署,包括MES应用服务器、数据库服务器、MES接口服务器、PMC应用服务器、PMC数据库服务器。各车间部署平板电脑、打印机、扫描枪、LED等硬件设备,通过以太网和服务器进行通信;车间生产设备PLC直接与服务器通信。CCR中控屏用于显示综合生产运行状态。硬件架构如图4所示。

图4 硬件架构
4 系统设计
工厂级系统的搭建,需充分考虑现场生产的重要性,做到高可靠性、高可用性、高扩展性和灵活性。搭建思路以集群控制模式、冗余热备模式、分散均衡控制模式为主,以保证系统的安全性、稳定性、效率性为根本目的。制定部署方案、集成方案、性能测试等来保证系统能够顺利部署。
4.1 部署方案
4.1.1 系统可用性
Web服务器、应用服务器、数据库服务器和异步消息服务器采用双机集群运行模式,平时双机同时工作,对负载压力进行均衡。在某台服务器停机时,另一台自动接管所有后续处理工作,对前台用户无任何停顿感知,保证7×24 h应用无间断。
基础架构层面,采用VMWare的企业虚拟化管理,对单个刀片硬件故障处理透明化,通过VMWare HA可快速转移上层服务器部署单元到其他刀片硬件平台,磁盘存储采用SAN的RAID模式保证数据可靠性。
4.1.2 系统可扩展性
业务应用的可扩展性。随着生产业务的变化系统平台中需容纳更多的功能。由于系统架构的灵活性,采用基于系统动作的插件式开发,可快速开发增加新的系统动作来满足要求。当这些开发完成以后,通过服务配置表进行新功能的发布。而这种扩展,对于系统平台架构本身是不需要做任何更改的。
应用服务器的可扩展性。系统采用开源Tomcat多台应用服务器进行Cluster群集处理,当单台处理能力不够时,可增加应用服务器的数量,形成多台机器的Cluster群集运算。多台应用服务器的部署和版本更新,可以确保即使不停系统也照样能够进行版本更新。
数据库服务器的可扩展性。目前数据库服务器是Data Guard模式部署,可以通过虚拟化在数据库服务器上增加CPU数量、扩充内存达到要求。
4.2 集成方案
系统与企业现有ERP等系统的数据集成通过ITAF框架EAI模块实施,支持Web Service接口。系统通过EAI集成组件,来实现所有进出信息的审核、记录、派发和错误报警功能。通过定制化的业务搜索,可按时间或关键业务信息查询并定位到具体消息。根据不同的应用系统及业务数据传输特点,目前系统可采用FTP,Web Service,MQ,Database等方式与其他系统的接口集成。
4.2.1 统一模块接口
系统的各个业务模块所需的接口业务信息,都统一由接口功能模块来完成。接口功能模块主要采用Web Service模式通过ITAF EAI模块与其他各个系统进行数据信息交换。同时考虑到系统效率及负荷,对于数据传输量要求很大、但实时性要求不高的信息(如BOM、工单等)采用数据集成中间件方式。对实时性要求高的信息,如收发货,查询等,采用Web Service集成,数据信息的格式统一采用XML Schema方式进行描述,同时信息传输的内容也以标准的XML文档,以确保今后接口信息的可扩展性和统一不同业务系统间信息描述标准。
4.2.2 模块间松耦合设计
为避免建立过多的接口定义和消息格式,在系统实施中,系统内部各个模块间的数据信息在数据库层面采用统一的实例,方便业务数据的查询和关联。各个模块在符合SOA设计理念的基础上,在模块间的服务调用从Web Service模式可透明简化为Java Service的内部调用方式,这样既保持业务模块间的松耦合性,又大大减少接口定义的数量。在程序开发上,相同业务服务接口归类成单一服务接口,按调用的业务数据类型进行转发,减少物理接口的数量。
4.2.3 自动接收、发送及监控功能
接口信息的发送支持定时自动发送及人工主动发送。所有的任务都可设定自动发送和接收的时间,精确到秒,同时在紧急情况下可由用户主动触发操作。所有进出的交互信息都有详细的记录,发生的时间、响应及处理结果、信息内容以接口文件形式记录,可随时按接口类型和业务关键信息进行搜索查找。
4.3 性能测试
系统集成开发完成后,主要对MES系统中的重点功能进行性能测试,在生产环境下获取服务器的性能指标,分析不同的数据量和用户量对服务器的配置要求,为项目提供更合理的硬件配置建议。测试的主要指标为请求响应时间、服务器JVM内存使用率、服务器JVM处理器利用率、数据库监控。
4.3.1 测试工况(表1)
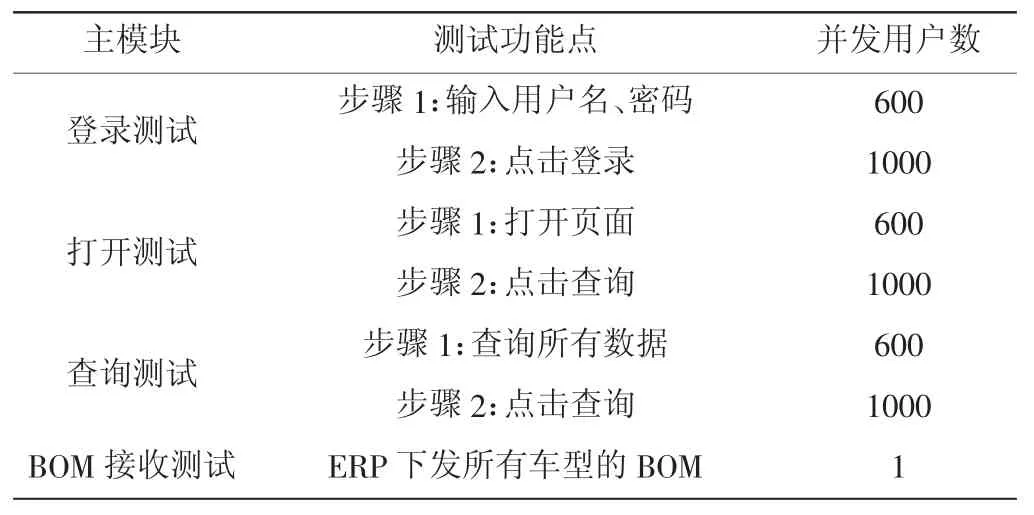
表1 测试工况设计表
4.3.2 测试结果
按照10 h内在线用户600的并发且循环操作1000次或10 h内1000个账号同时操作且循环600次即累计60万次操作计算,同时登录并打开页面并查询后台结果,测试结果各项指标表现良好,现有的硬件及网络能支撑1000人的用户正常应用,JBOSS监控如图5所示,WebLogic监控如图6所示。测试接收16万条物料数据,大概需要25 min,需要消耗内存(配置为最大4 G)最高约为1.5 G,线程最大未超过80个,CPU使用也很小,BOM接口运行稳定,接口JVM监控视图如图7所示。

图5 JBOSS监控视图

图6 WebLogic监控视图

图7 接口JVM监控视图
4.4 性能测试
网页客户端使用Web容器作为客户端,采用HTML5+CSS3.0进行开发,支持产品在不同分辨率、不同浏览器下的页面展示和业务实现;采用Spring3.0进行管理,页面上使用EASYUI、BOOTSTRAP等框架,丰富页面元素、实现异步调用;支持三维、图形及各种特效展示,能够提供不同样式和功能的页面元素和报表组件。网页客户端研发结果,车间工艺建模示例如图8所示,车型参数配置示例如图9所示,数据采集分析示例如图10所示。

图8 车间工艺建模示例

图9 车型参数配置示例

图10 数据采集分析示例
5 结束语
在对整车实际生产过程中制造管理业务需求的分析基础上,从生产计划、质量管理、设备管理等关键环节进行业务蓝图设计,采用模块化分层架构模式,构建系统开发技术栈,对功能框架和硬件架构进行详细设计;依照制定的集成和部署方案进行系统性能测试,实现系统成功上线运行。在某整车制造企业实现制造执行系统的国产化开发及部署实施,替代原有的国外系统,系统运行稳定可靠;技术方案也是企业实现大规模柔性化生产定制的重要技术支撑,为企业数字化转型奠定了基础。