球头铣刀加工过程中的铣削力建模及仿真研究
2022-06-16毕经硕
毕经硕
(南京风电科技有限公司,江苏 南京 210000)
球头铣刀铣削技术,由于其高效率和高精度的轮廓曲面加工优势,在机械制造加工尤其是在航空航天及汽车等复杂零件中得到了广泛的应用[1]。球头铣刀铣削过程中铣削力的研究是铣削加工过程研究的基础也是重点,铣削力的大小对铣削热的产生有一定的影响,刀具的磨损、破损以及刀具的耐用度也会产生影响,最终对加工精度和加工质量有着直接的影响,准确合理的铣削力建模为铣削过程中的动力学分析奠定了基础,铣削力的研究对于分析铣削过程的振动也有积极意义。本研究通过力学模型以及相关计算分析球头铣刀铣削过程。在实际操作中加工工艺由定量分析取代经验、提高铣削加工的工作效率,提供了理论支撑和依据,对后续研究铣削过程中的振动和铣削热具有正向作用。
1 球头铣刀铣削过程中的力学模型
1.1 球头铣刀的几何刃线的建模
球头铣刀工作部分的几何结构相对复杂,其结构如图1所示。
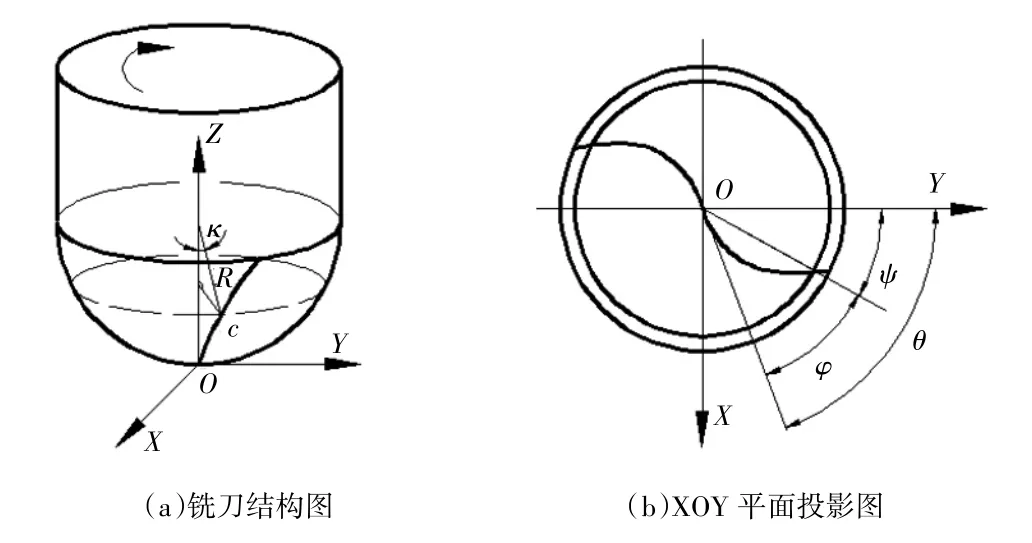
图1 球头铣刀几何模型
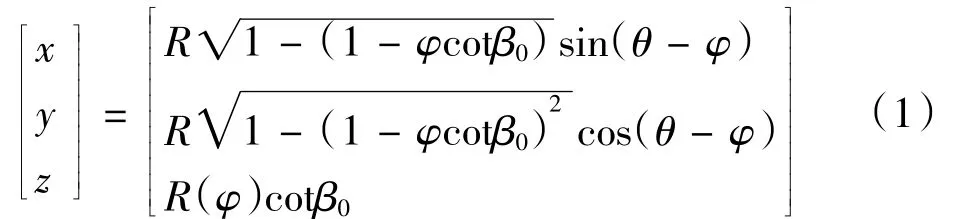
在坐标系O-XYZ中,球头铣刀的顶点位于坐标系的原点,刀具的轴线处于坐标轴Z轴上,球头铣刀半球部分和圆柱部分相交位置处存在的螺旋角称为最大螺旋角,记为β0。假定刀具的进给方向为X轴正向,在运动过程中铣削刃在球头铣刀顶点的切线与轴方向的夹角为刀具的旋转角,记为θ。由于螺旋角的存在,当铣削刃上的某一点从刀具铣削刃刃顶点沿着刀齿向上运动时,它也在沿着逆时针方向进行旋转,旋转的角度称为螺旋滞后角,记为φ[3]。球头铣刀的螺旋线可以看作是近似球面与正交螺旋面的交线。因此,可以通过联立方程来求得铣削刃的螺旋线方程[4]。
1.2 球头铣刀的微元铣削力模型
如图2所示,以Altintas建立的铣削力模型为基础进行相关研究[5-8],其基本模型为:
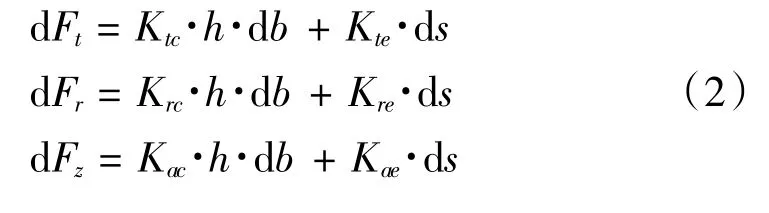
式中dFt为切向铣削力微元,dFr为径向铣削力微元dFz为轴向铣削力微元,h为瞬时切屑厚度,Ktc为切向剪切力系数,Kte为切向犁耕力系数,Krc为径向剪切力系数,Kre为径向犁耕力系数,Kac为轴向剪切力系数,Kae为轴向犁耕力系数,ds为切削刃长度微元,其中。

图2 球头刀微元铣削力
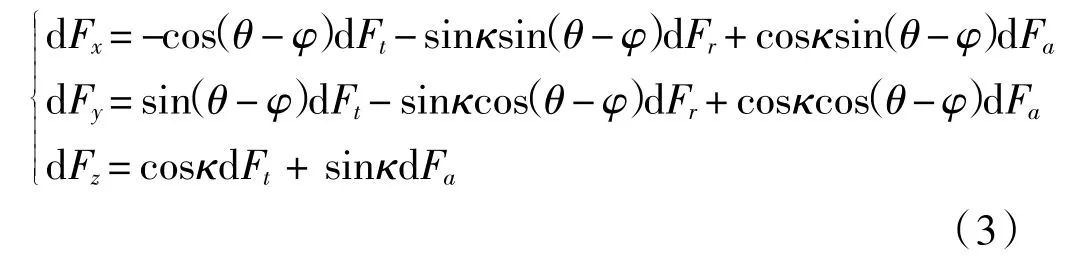
为了便于分析受力情况,将铣削刃上某一微元所受的力在X、Y、Z三个方向进行分解:
1.3 球头铣刀瞬时铣削厚度的计算
在忽略刀具振动且高速旋转的情况下,球头铣刀的铣削轨迹可以近似为圆弧型,可求得某一时刻第Z条铣削刃上第j个微元处的静态切厚为hzj(t)=fzsin(ψj(t)),针对球头铣刀,铣削厚度表示为铣削微元与半球的圆心的连线上的厚度,由图3可以求得在某一微元处的瞬时未变形铣削厚度为:

式中fz每齿进给量;ψ刀具铣削刃上微小铣削单元处的位置角。
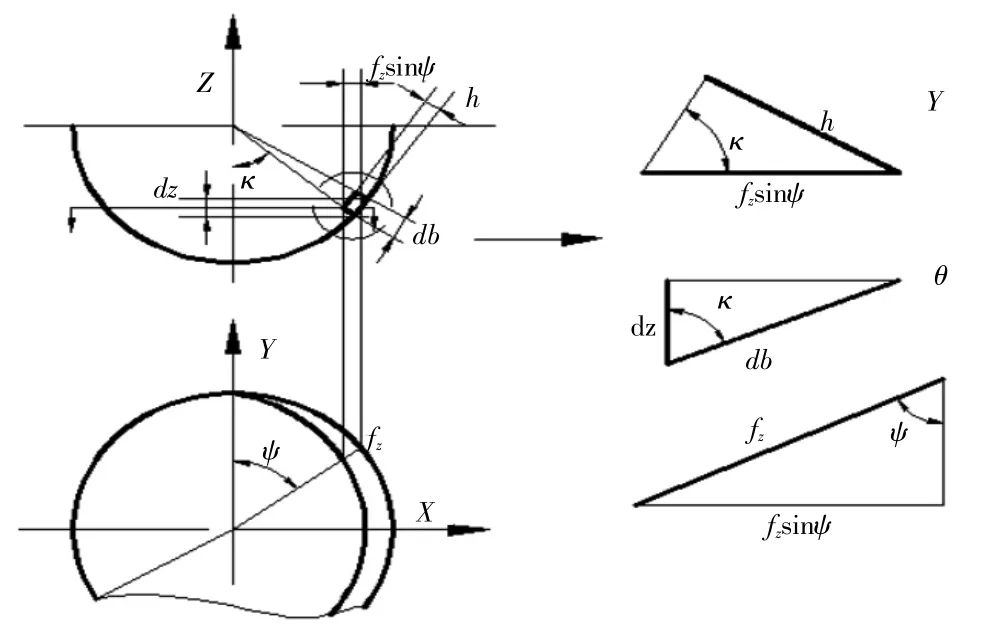
图3 瞬时切削厚度示意图
1.4 整体铣削力计算
综合以上分析,可以求得刀具微元在某一时刻在三个方向上的铣削力,考虑到在铣削过程中会有多条刀刃和同条刀刃上多个微元参与铣削,因此可以以积分的方式求得刀具整体铣削力。
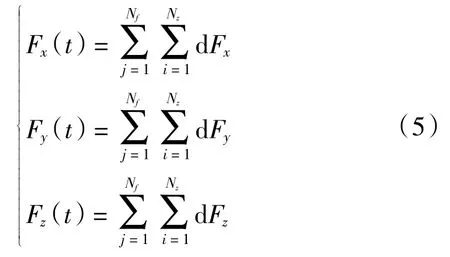
式中Nf为为铣削刀具刀的齿数。
2 铣削力系数的辨识
铣削力系数辨识是铣削力仿真研究的基础,也是球头铣刀加工分析的重要部分,此处仅以已经测得的相关试验数据进行直接使用,不作为重点赘述。
铣削参数:d=19 mm;n=1500 r/min;ap=1.5 mm;fz=0.25 mm/z;Nf=2
其中d为球头铣刀球头部分直径,n为刀具转速,ap为刀具轴向铣削深度,fz为刀具每齿进给量。

表1 球头铣刀铣削力系数
3 铣削力的仿真
加工过程中的铣削参数主要包括沿刀具轴向的铣削深度、径向铣削深度、每齿进给量和转速,研究表明,在所有影响因素中,对铣削力的影响较大的是轴向铣削深度以及每齿进给量。
3.1 轴向铣削深度对铣削力的影响(fz=0.25 mm/toth,n=1 500 r/min,ae=19 mm)
由图4~6分析可知,当其他参数固定的情况下,随着轴向铣削深度的增大,X、Y、Z三个方向上的铣削分力的峰值都会增加。当轴向铣削深度增加时,与加工工件接触的铣削刃长度会随之增大,使得参与的铣削面积增加,进而导致了铣削力的增大,这种趋势与真实的加工状态下的受力情况变化相一致。
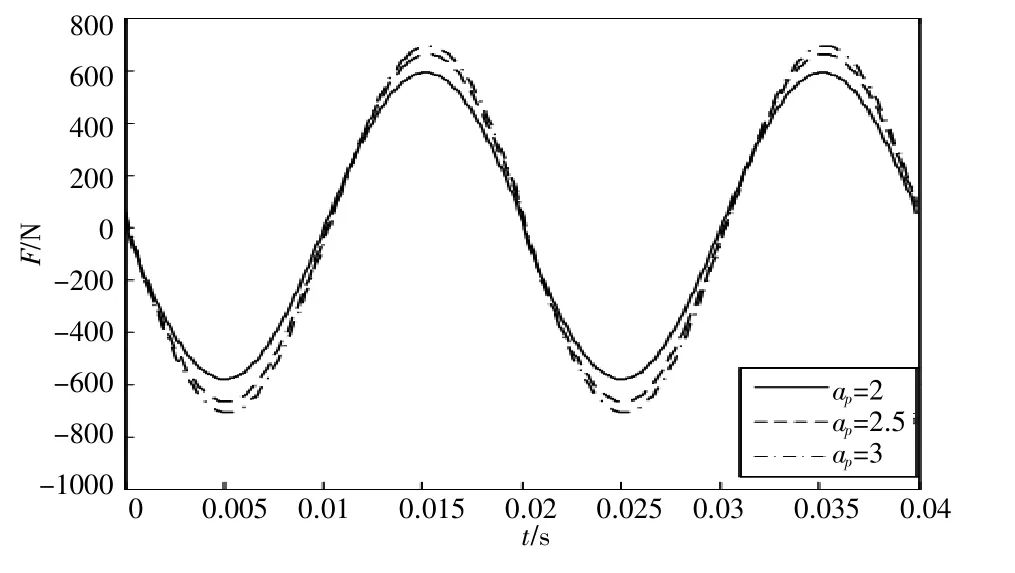
图4 轴向铣削深度对X向铣削力的影响

图5 轴向铣削深度对Y向铣削力的影响
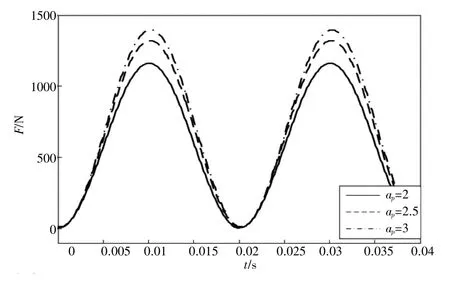
图6 轴向铣削深度对Z向铣削力的影响
3.2 每齿进给量对铣削力的影响(ap=2.5mm,n=1 500 r/min,ae=19 mm)
由图7至图9中的铣削力变化曲线可以看出随着进给量的增大,铣削力会有明显的增加。这是由于进给量对未变形铣削厚度的尺寸效应引起的,在其他参数固定的情况下,每齿进给量增加,使得铣削厚度增大,在计算铣削面积时导致铣削面积的增加,从而引起铣削力的变化。
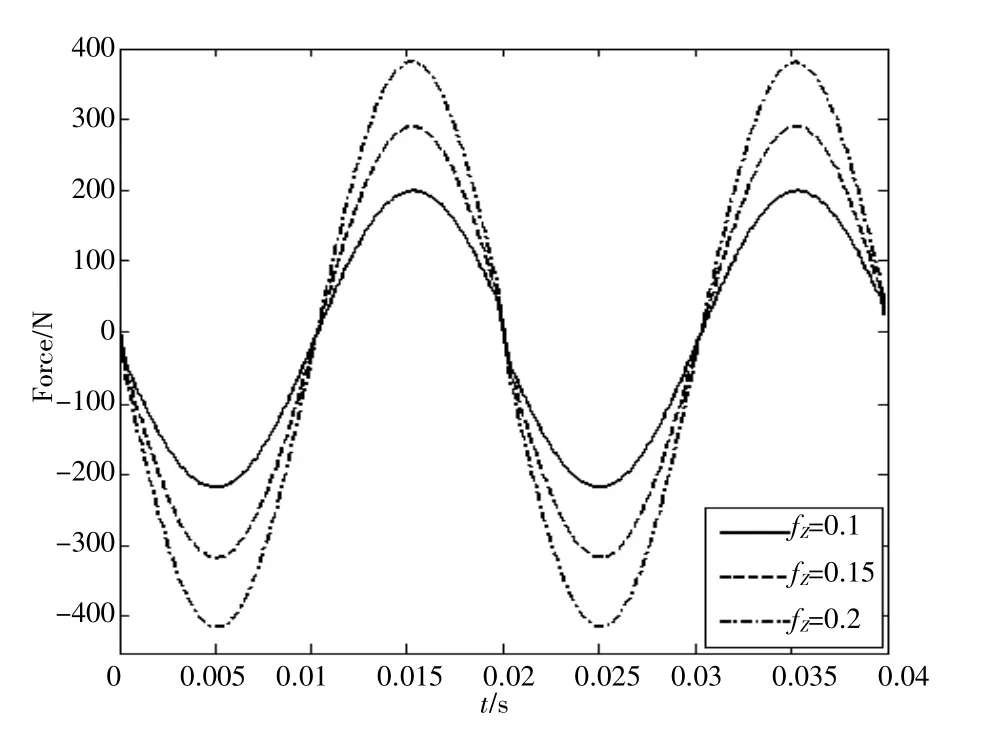
图7 每齿进给量对X向铣削力的影响

图8 每齿进给量对Y向铣削力的影响
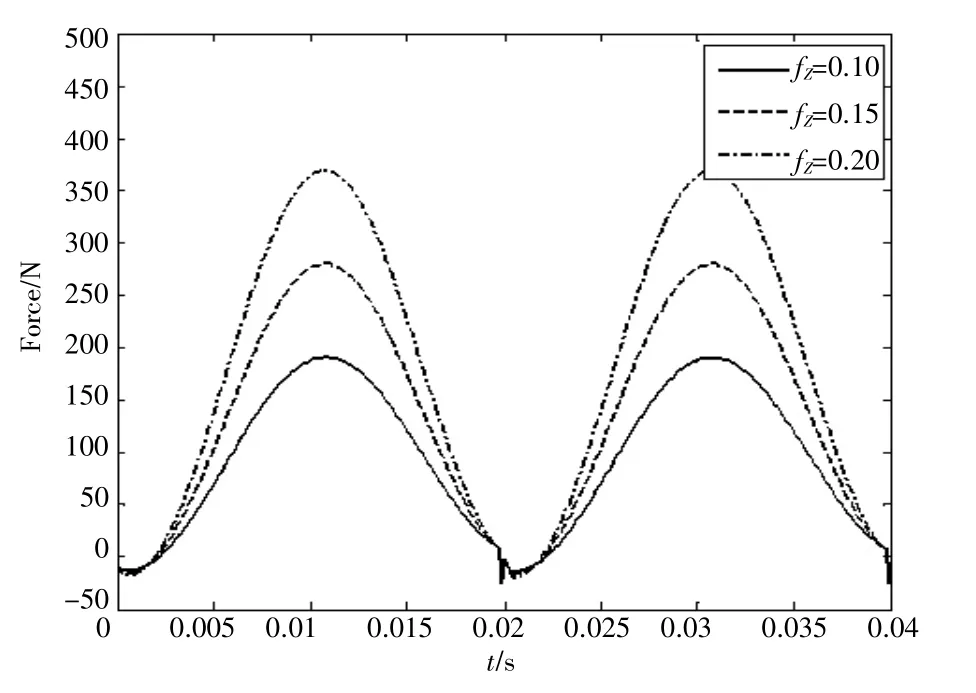
图9 每齿进给量对Z向铣削力的影响
4 结语
通过对球头铣刀复杂结构的研究,获得刀具几何刃线的螺旋线几何方程,并基于成熟的铣削力基本模型及刀具的几何刃线建立了基于球头铣刀的微元铣削力模型。对球头铣刀加工过程中的刀刃轨迹进行分析,获得加工过程中的铣削厚度,基于以上分析,建立了铣削过程中的铣削力模型。通过仿真试验探究了轴向铣削深度和刀具每齿进给量对各个方向的铣削力的影响,为在实际操作中加工工艺由定量分析取代经验、提高铣削加工的工作效率提供了理论支撑和依据,为后续研究铣削过程中的振动和铣削热也具有重要的意义。
