海管缺陷种类及返修方法与预防措施
2022-06-06李兰现李晓琪张德文何建新白庆会
李兰现 李晓琪 张德文 何建新 白庆会
摘 要:海管作为近海区域油气开发工程中至关重要的一部分,相较于陆地来说,海洋本身的环境较为特殊,且面临的不确定因素也相对较多,导致海管铺设面临的难度自然也就更高。针对上述问题,文章系统阐述了常见的海管焊接方法,同时针对海关焊接缺陷类型进行分析,提出几点返修方法与预防措施,仅供参考与借鉴。
关键词:海管;缺陷;焊接;修复
中图分类号:TE973;TG441文献标识码:A文章编号:1674-1064(2022)03-0-03
DOI:10.12310/j.issn.1674-1064.2022.03.005
随着全球经济的快速发展,各个领域对石油、天然气的需求也呈现不断增长的态势。根据相关统计数据可知,在未来10年~15年内,全球对石油天然气的需求量还会持续增长,增长幅度预计达到1倍以上[1]。
相较于欧美发达国家来说,我国在海洋工程领域的研究起步相对较晚,但历经数十年的海上油气田开发,我国在海洋工程领域方面的建设突飞猛进,从最开始的油气田内部短距离海管到如今的各类平台到陆地的长距离海管,相应的科技含量、施工技术均取得了理想的成绩[2]。
随着技术的不断研发应用,当前已经逐步淘汰了一些工艺落后、效率低下的工艺,取而代之的是通过引进和自主开发,把工艺效率先进的工艺引入海管铺设中。
1 常见海管焊接方法
海油工程海管常用焊接方法有:埋弧焊(SAW),气保护药芯焊(保护气体)(FCAW),熔化极气体保护焊(GMAW),钨极惰性气体保护半自动、全自动焊(TIP、TIG),熔化极惰性气体保护焊(MIG)。
2 焊接缺陷的类型
在海底管道生产制造过程中,焊接是最重要的连接方法。然而,由于焊接过程的复杂性,实际焊接接头经常存在各种各样的缺陷,如夹杂、气孔和未焊透、夹钨等[3]。对不满足施工规范的缺陷尺寸和类型要进行返修或切除并重新组对焊接。文章针对海底管道常用的几种焊接方法焊缝常见缺陷,大概分析其产生原因,返修的注意事项,提出防治措施与处理方法,对海底管道铺设施工具有参考作用[4]。由于焊接方法不同,缺陷类型也有所不同。
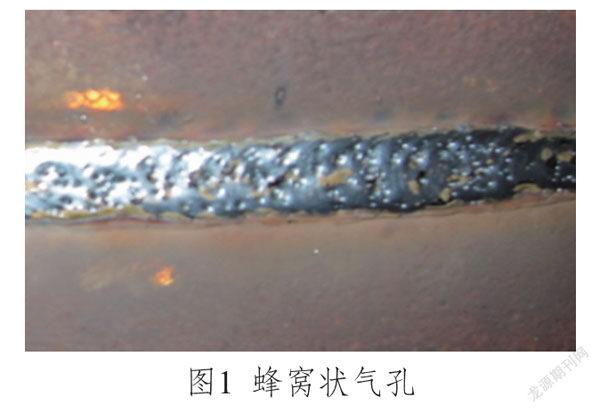
2.1 气孔
气孔是指在焊接过程中,熔池金属中的气体在熔池凝固前未能及时逸出,而残留于焊缝金属中所形成的孔穴[5]。蜂窝状气孔正是当前极为常见的气孔之一,如图1所示。
产生气孔的原因很多,主要包括(但不仅限于)以下几个方面:气体保护缺失;气带上有孔洞或者堵塞,造成的气压值变低;防风罩密封垫损坏;防风罩使用不正确或者安装不当;油脂、坡口或者铜靴表面或者保护气体;主作业线有强风,焊接环境处于强风之中;气体成分比例错误,或者压力太高或者太低;砂轮机打磨位置过于靠近焊接。
对此,可以采取以下预防气孔的措施:
第一,海上空气湿度较大,并且作业线内有风,做好挡风措施。
第二,焊接过程中喷嘴距离工件表面相对较远,使得气体保护效果变差,最终出现气孔。针对上述问题,工作人员每焊接完一层,都需要针对钨极长度进行调节,才能够保障气体保护的效果[6]。
第三,在仰焊位置,由于铁水下坠,实际焊接过程中会针对钨极进行抬高处理,这个过程中非常容易导致焊道周围产生独立气孔。
第四,焊道、焊丝出现污染,会引发密集气孔问题。在实际操作中应当选择丙酮针对坡口位置进行清洗,同时进行有效的预热处理。
第五,气体流量有所欠缺,在保护不足的状况下会生成气孔,应当密切留意气压所产生的变化。
第六,气筛堵塞、喷嘴飞溅脱落都会引发气孔问题,需要定期进行检查、清理、更换。
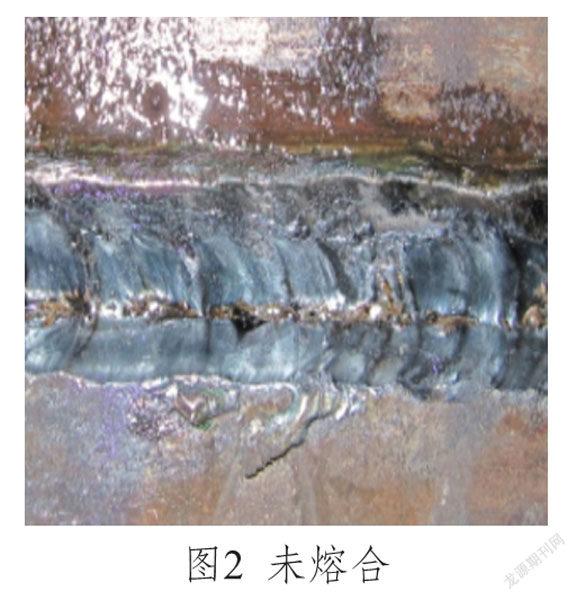
2.2 未熔合
未熔合是常见的海管缺陷,主要指焊接口未能有效融合,存在较大的裂缝,如图2所示。
产生未熔合的原因主要有:坡口不符合要求;打磨时伤害坡口;摆动宽度过小;焊枪管磁性太大;焊接时焊偏,焊枪不对中;电压过大,填充厚度太厚。
对此,可以采取以下预防未熔合的措施:保证坡口符合WPS要求;焊前严格消磁;严格控制错边量;控制每层焊肉的厚度,电流电压的大小;排焊时注意起弧位置,預留的夹角不能过窄;每一个起弧接头都要打磨出一定的角度;焊工在操作过程中尽量采用低电弧。
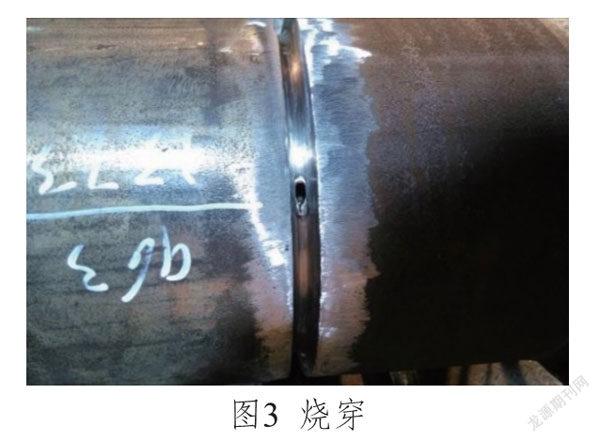
2.3 烧穿
烧穿也是常见的海管缺陷,如图3所示,产生烧穿问题的原因主要有:
第一,船上铺设海管辅线为12m管组对,主线为24m管组对,组对的精度稍差,平焊位置有缝会导致焊漏,对口时一定要保证平焊位置组对间隙为零。
第二,检查坡口,如果钝边小于WPS所规定的最小值可能会导致焊漏。
第三,起弧时电流不稳可能会导致烧穿。
第四,焊接电流过大,填充太厚可能会导致烧穿。
第五,全自动焊时内对口器铜靴未完全涨起可能会导致烧穿。
2.4 TT焊存在的一些缺陷
2.4.1 夹钨
造成夹钨的主要原因是焊工在操作过程中电弧压过低,钨极插入熔池导致钨极烧损遗留在熔池中,主要是在采用TT焊焊接复合海管时产生的缺陷。
2.4.2 背部氧化
背部氧化问题如图4所示,其产生的主要原因包括:海上海管铺设采用内对口器充氩,如果设备出现问题,会导致背面无气体保护或氩气氛围不稳定而导致背部氧化;管内有积水,对口时拉拽对口器将少量水带入坡口导致背部氧化,需要提前清理管内积水;坡口油污清理不彻底会导致背面点状氧化;热焊道时电流过大行走速度慢。
此外,TT焊还存在穿丝(如图5所示)、内凹(如图6所示)等缺陷,发生原因均由于焊接过程中操作不当。
3 焊接缺陷的返修CD542A59-97E9-4ADB-9841-AE76403D50F2
