手持式激光扫描仪在工件检测技术中的应用
2022-05-18季有昌陈海芹尹学辉
季有昌 陈海芹 尹学辉
(1. 山东科技职业学院, 山东 潍坊 261053; 2. 中国(潍坊)知识产权保护中心, 山东 潍坊 261105)
0 引言
工业产品从开始构思到成为成品,需要经历设计、制造、检验3个阶段。而传统的检测方式为借助游标卡尺、百分表等测量工具进行,但是这种检测方式只能是抽样检测,且为单点测量,难以保证整批产品的质量都是合格的。另外,对于曲面较多,形状复杂的工件,如车身、模具、工装夹具等,用传统的检测方法无法得到精确的数值。而近年来,飞速发展的激光扫描技术,解决了这一难题。三维激光扫描技术是20世纪90年代中期出现的一项高新技术,是继全球定位系统(global positioning system,GPS)之后又一项测绘技术的革命。被广泛应用于文物古迹保护、土木工程、工农业生产中[1-3]。
三维激光扫描仪的工作原理为:通过非接触式扫描方式,大面积、高分辨率的快速获取物体表面各个点的坐标、反射率等信息,通过这些大量、密集的点信息可用来插补成物体的表面形状,从而快速获得待测件的三维点云数据[4]。将点云数据处理后,形成面片模型。导入三维设计软件中,将产品逆向为参数化的数字模型。一方面可得到该工件的参数,进行相应的改进、创新或安装,另一方面,可将工件的三维模型导入,与扫描得到的数字化模型比对检测,查找不合格的部位及偏差值,根据检测结果,指导模具修改或工装修整等,解决了复杂曲面、异形孔等难以测量的技术难题。
三维激光扫描仪有车载式、机载式和手持式3种。而手持式扫描仪以其可移动性和便携性,可满足复杂工件多个面的扫描成形,另扫描时的自定位性,即扫描仪相比部件的位置由三角测量功能实时测定,可在数据采集的过程中移动对象,避免了固定扫描仪在对象被移动后找不到参考坐标系而出现点云分层现象,有效地提高了扫描效率,能满足复杂、异形工件的检测。此外,能实时地进行表面渲染,形成工件表面的点云,实时查看扫描是否完整,并调整扫描策略。因此,在逆向和检测领域,手持式扫描仪有着广阔的应用前景。
1 手持式激光扫描仪的检测流程及注意事项
利用手持式激光扫描仪进行产品检测时的流程有:准备工作,数据采集,数据处理,模型检测比对,如图1所示。

图1 产品检测流程
1.1 准备工作
准备工作包括扫描仪准备和扫描工件准备。
1.1.1扫描仪准备
(1)扫描外部环境的准备。以Creaform公司的HandySCAN300扫描仪为例进行说明。
①扫描环境温度为0~40℃;②扫描设备属高精度测量设备,禁止在暴晒环境中使用;③扫描环境湿度应低于90%的相对湿度,以免镜头模糊,影响数据采集;④扫描时严禁在光线变化剧烈或粉尘多的环境中进行,以免造成设备故障,影响扫描结果。如焊接车间光线变化剧烈,铸造造型车间粉尘较多。
(2)扫描仪标定。为了保证采集数据的有效性,在每次采集数据前或发现数据有问题时,需对扫描设备进行标定,HandySCAN300标定时有3个指示条分别表示扫描仪的高度,左右倾斜程度,前后倾斜程度。当软件界面显示“扫描仪校准已优化”时,标定完成。如图2所示。
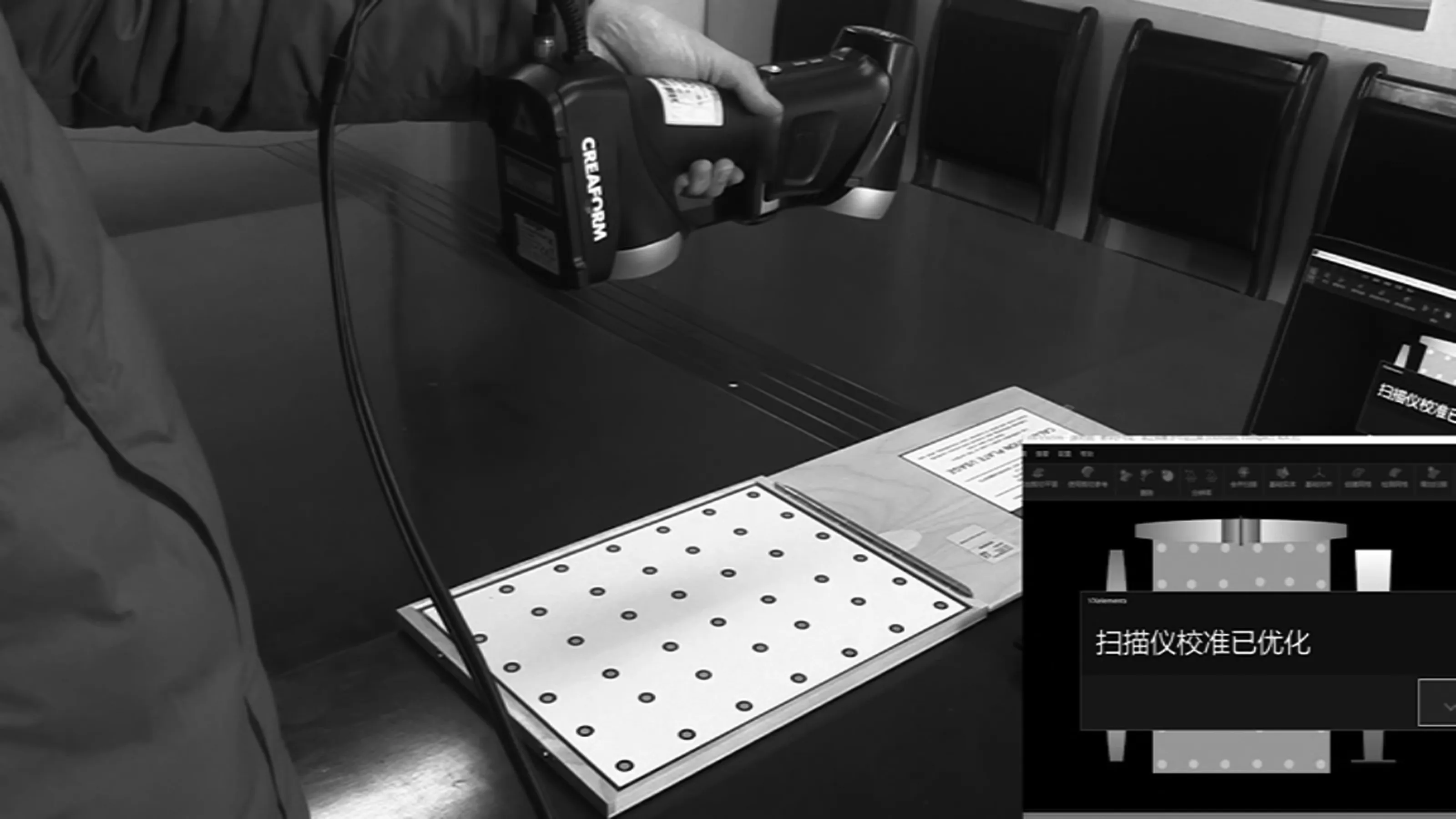
图2 扫描仪标定
标定注意事项:①扫描仪必须指向标定板中心;②标定板附近不得有其他标志点;③确保标定板附近无反射物。
(3)扫描参数配置。由于不同工件的表面都有不同的反射属性,因此扫描开始前需要调整参数,以获得激光线的最佳探测数值。即根据待扫描对象的扫描表面类型来配置激光功率和摄像头快门时间。扫描仪在按下触发器后,将激光反射为一条清晰明确的线。曝光不足会显示灰色线,曝光饱和会显示红色线。
1.1.2待测工件准备
(1)待测工件表面处理。由于待测工件材质不同,因此工件表面的反射率有所不同,若工件表面过亮,反射过强,则数据采集时,扫描仪镜头很难捕捉到表面反射的光线,难以形成点云数据。反之表面过暗或透明,将激光部分吸收或激光穿透工件表面,表面相交部位如圆角、折弯边等区分度低,难以形成实际的轮廓。因此在扫描前,要喷涂显像剂,以利于更方便地采集工件表面的数据。显像剂在喷涂时厚度要适当,喷涂太薄,作用不明显,不利于数据采集。若喷涂太厚,则会加大工件的外轮廓尺寸,增大检测时的随机误差[6]。
(2)粘贴标志点。标记点即为定位目标点,可以反射设备发出的光线,反射的数据再被设备接收,然后系统对接收数据进行计算,差补成工件的表面点云数据,多个点云数据根据公共标志点,合并计算,形成工件的轮廓。
粘贴标志点注意事项:①标志点要粘贴在工件平整的大面上,与圆角、折弯边、面的相交边距离要大于12 mm;②根据工件尺寸的不同,标志点间距离建议为20~100 mm;③标志点粘贴时,禁止排列成直线、等边三角形、正多边形等规则形状。此外,整个表面的标志点要分布均匀,禁止聚集在一起,如图3所示;④可根据工件的特点,确定是否需在扫描平台上粘贴辅助标志点。

图3 标志点距离及错误贴法
1.2 数据采集
手持式扫描仪采集数据时,扫描仪距离工件表面保持在300 mm左右,如图4所示,扫描时,要注意观察扫描距离是否合适。且扫描时,首先从工件大平面开始,大平面点云数据形成后,再过渡到相邻的平面,整个工件的轮廓点云形成后,再进行圆角、孔、凸台等小平面扫描及扫描补充等。扫描时,手持式扫描仪可多角度变化扫描。扫描过程中,可随时暂停扫描仪,通过数据处理软件观察所有特征是否扫描完整,根据需要可进行补充扫描。扫描时,严禁跳跃式扫描。

图4 扫描仪与工件距离及扫描范围
1.3 数据处理
在完成待测工件的数据采集后,利用软件对点云数据进行处理。手持式扫描仪与其他扫描仪的不同在于,扫描时只要有共同的公共点存在,相邻两次扫描的点云数据会自动拼接。因此数据采集完成后,得到的便是工件完整轮廓。但是由于工件表面杂质的存在,以及扫描光线、扫描仪精度等因素的影响,点云数据常常需要经过剔除噪点、去除体外孤点、数据精简、数据补充及着色等处理后才能使用[7-9]。此外,还需要将数据转化为与通用的三维软件能对接的格式,如stl、stp、iges格式等。
1.4 模型检测比对
在数据处理得到数字化模型后,将工件的设计模型导入软件中,可对加工实物与设计模型进行检测比对。比对包括2D比对和3D比对。2D比对主要有模型的尺寸,如孔的直径、孔的距离、高度、厚度等是否与设计尺寸一致。3D比对主要是指工件的形位公差等,如工件垂直度、圆柱度、平行度、圆跳动等是否与设计尺寸一致以及误差有多少。如冲压类零件,可通过冲压后得到的工件扫描模型与设计模型比对,找到不合格的位置,反推至模具上,对冲压模具进行修整,从而得到合格的冲压件。
2 检测实例分析—变速箱壳体
变速箱是各种机械产品的核心部件之一,变速箱传动轴的同轴度,两传动轴的平行度,安装面与传动轴的垂直度等均为重要的参数,若这些参数不合格,轻则机器无法运转,重则发生人身伤害事故,而这些参数在实际生产中难以用传统的检测方法进行测量。本文以某型农机变速箱为例,研究如何用手持式激光扫描仪检测变速箱壳体的关键尺寸。
本次检测采用的扫描仪为Creaform公司的HandySCAN300手持式三维激光扫描仪。其技术参数如表1所示。

表1 HandySCAN300手持式扫描仪主要技术参数
2.1 变速箱壳体粘贴标志点
此变速箱壳体为铸铝件,对变速箱壳体进行除油、去污等处理后,发现变速箱壳体表面并不反光,故先不喷涂显像剂进行试扫描。在操作平台上粘贴多个辅助点,在变速箱壳体表面按照粘贴原则粘贴数个标志点,注意避开拐角、圆角等尺寸变化剧烈的位置。标志点的目的是辅助扫描仪进行数据拼接。粘贴标志点后变速箱壳体如图5所示。

图5 粘贴标志点后的变速箱壳体
2.2 变速箱壳体数据采集与处理
在对扫描仪软硬件连接并标定后,对变速箱壳体进行试扫描,发现变速箱壳体表面在不喷洒显像剂时可正常扫描。变速箱壳体数据采集过程如图6(a)所示,扫描时先采集表面的大平面,在大平面点云数据形成后,再采集圆角、小孔等特征处的数据。在数据采集完成后,保存扫描数据,关闭扫描仪,进入数据处理软件,对变速箱壳体点云数据进行删除多余杂点,剔除体外孤点,补孔、着色并封装[10]等处理后的点云数据如图6(b)所示。

(a)数据采集过程

(b)数据处理结果
2.3 变速箱壳体检测数据比对
本次检测主要针对变速箱壳体输入轴和输出轴安装孔孔径,输入轴与输出轴的平行度,输入轴和输出轴与壳体安装面的垂直度,壳体安装面平面度等参数进行检测,并进行比对。
将采集到的变速箱壳体点云数据处理后,进行逆向设计,首先对大平面,关键安装孔安装面等部位进行建模,其次对壳体细节部分建模。逆向设计过程中,随时调出点云数据,与点云数据进行对比,查看模型误差,并及时调整设计思路和逆向尺寸。逆向模型大部分特征均处于0.5 mm的公差范围内,满足精度要求。
变速箱壳体逆向建模完成后,用VXinspect模块进行检测,重点对变速箱壳体安装轴的轴径,壳体安装面的平面度,两轴孔的平行度,轴孔与安装面的垂直度等关键参数进行检测。
将变速箱壳体轴孔尺寸用千分尺进行测量,与逆向模型检测数据进行比对,同时与设计图纸数据进行比对,汇总至表2。由于垂直度、同轴度等形位公差用传统的检测方式难以精确地测量,因此采用手持式扫描仪获取变速箱壳体数据后,导入VXelements软件,逆向设计模型后,用VXinspect模块进行检测,获得轴孔同轴度及垂直度等检测数据并与设计图纸进行比对,见表3。

表2 轴孔直径检测数据比对 单位:mm

表3 轴孔形位公差检测数值比对 单位:mm
由表2数据可知,用手持式扫描仪采集的变速箱轴孔数据与千分尺测量获得的数据相比,差值在0.03 mm以内,手持式扫描仪的精度能满足大部分工业产品的检测需要。由表3数据可以看出,手持式扫描仪在测量垂直度、同轴度等用传统方式难以精确测量数值时,检测效率高,且获得精确的检测数据。此外,对于不合格产品的改进能提供一定的改进依据和方向,这对保证产品的质量,缩短产品的设计与制造周期,起到较大的作用,同时能减轻检测人员的劳动强度。
3 结束语
随着科技的进步和工业生产检测技术的发展,手持式激光扫描仪作为一种新兴的检测方式,以其高精度、高效率的特点,广泛地应用于产品的检测和辅助开发工作中,本文通过某型农机变速箱关键参数的检测和比对,验证了手持式激光扫描仪精度和效率完全能适应大部分工业产品的检测工作。尤其在面对检测具有复杂曲面、异形孔等复杂特征的工件时,手持式激光扫描仪更能显示其高效率与便捷性。手持式激光扫描仪的快速发展,必然推动检测技术的改进,进一步推动工业设计的革新。
