基于专家PID的电镀行车速度控制系统
2022-04-20陈文科张瑞康
陈文科,张瑞康,刘 强
(1. 长沙民政职业技术学院电子信息工程学院,湖南 长沙 410004;2. 中南大学机电工程学院,湖南 长沙 410083)
在电镀自动化生产线中,采用行车进行电镀产品的起吊及运转,其运行稳定性和精确性直接影响电镀生产效率[1]。电镀行车多采用三相交流电机驱动,由于其在运行过程中启停频繁,且要求速度可调,多采用变频器调节行车运行速度。但在该类行车速度控制方案中,一般采用传统PID 算法进行控制,存在抗干扰能力不强、控制精度低等不足[2]。基于此,本文设计了一种基于专家PID 的电镀行车速度控制系统,通过光电编码器检测行车速度,采用西门子S7-200 Smart PLC 实施专家PID 算法,以确保行车运行速度符合工艺要求。
1 控制系统总体结构
电镀生产过程中,待镀工件通常放置在吊篮中,通过行车转运至不同工位,完成不同工艺处理。如图1所示,某电镀生产线中,待镀工件从上料工位放置在吊篮后,通过行车依次运送至前处理等多个工位。
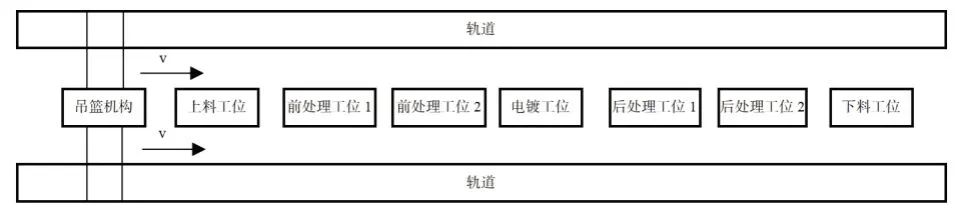
图1 电镀行车平面示意图Fig.1 Schematic diagram of electroplate crane
为准确实现行车定位及稳定运行,以PLC 为控制系统硬件核心,设计了如图2 所示控制系统。该系统采用RS485 总线+Profinet 总线的双总线结构,通过RS485总线采集升降电机和平移电机运动位置及运行速度,通过Profinet总线实现升降电机和平移电机的变频驱动控制,通过编写PLC 程序,采用专家PID控制算法,实现行车速度的闭环控制。
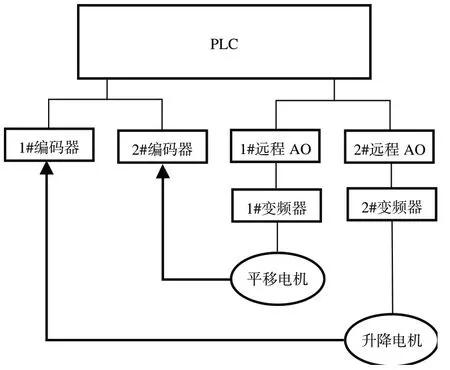
图2 控制系统结构框图Fig.2 Block diagram of control system
2 行车速度专家PID控制算法
针对传统PID 算法对大滞后、多扰动且难以建立数学模型的电镀行车自动化系统速度控制效果不佳,结合专家控制方法与PID控制策略,本文提出图3所示的行车速度专家PID控制算法[3]。
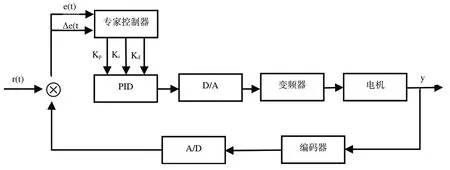
图3 行车速度专家PID控制算法Fig.3 Driving speed expert PID control algorithm
专家PID 由专家控制器和PID 控制器有机结合而成,专家控制器负责根据速度偏差e(t)和速度偏差变化率Δe(t),按照专家经验设计的专家控制规则优化调整PID 参数Kp、Ki、Kd,以满足系统的工艺要求。专家控制规则采用“IF-THEN”形式设计,具体如下:
(1)IF|e(t)|≥max
THENKp(k)=λ1*Kp(k-1)ANDKi=0 ANDKd(k)=λ2*Kd(k-1)
该规则用以提高系统快速响应性,且防止出现超调。
(2)IF|e(t)|<min
THENKp(k)=Kp(k-1)ANDKi=Ki(k-1)ANDKd(k)=Kd(k-1)
该规则用以防止系统出现超调及振荡。
(3)IF min≤|e(t)|<max AND e(t)×Δe(t)=0
THENKp(k)=λ3*Kp(k-1)ANDKi=λ4*Ki(k-1)ANDKd(k)=λ5*Kd(k-1)
该规则用以降低系统响应速度,减少超调,防止振荡。
(4)IF min ≤|e(t)|<max AND e(t)×Δe(t)<0
THENKp(k)=λ6*Kp(k-1)ANDKi=0 ANDKd(k)=λ7*Kd(k-1)
该规则用以减少控制量,确保系统不出现超调。
(5)IF min≤|e(t)|<max AND e(t)×Δe(t)>0
THENKp(k)=λ8*Kp(k-1)ANDKi=λ9*Ki(k-1)ANDKd(k)=Kd(k-1)
该规则用以减少控制量,且防止出现超调。
其中 λ1-λ9 为加权系数,λ1、λ8 的取值范围为(0,1),其他参数取值范围为(1,∞)。min、max 表示偏差极限值。
3 控制系统实现
3.1 硬件实现
电镀行车控制电路包括PLC、变频器远程控制模块和行车速度检测模块。PLC 与变频器采用Profinet 总线通信,PLC 与行车速度检测模块采用RS485 总线通信。基于对PLC 通信接口、IO 资源及性价比的考虑,选用PLC 为S7-200 smart 系列CPU SR40,其控制电路如图4所示。
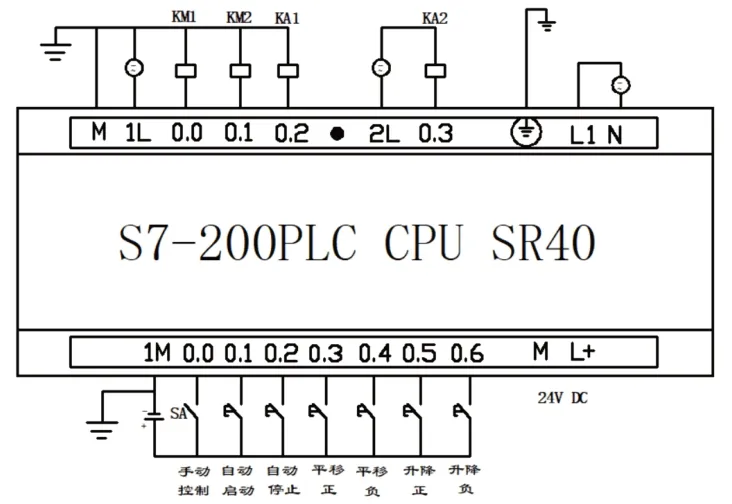
图4 PLC控制电路Fig.4 PLC control circuit
图5 为变频器远程控制模块。其中,Profinet 远程模拟量输出模块由华泰Profinet适配器FR8210和远程模拟量输出模块FR4004构成,输出两路0-10 V 用于行车电机变频器D700的频率给定,实现电机的可逆变频调速控制。
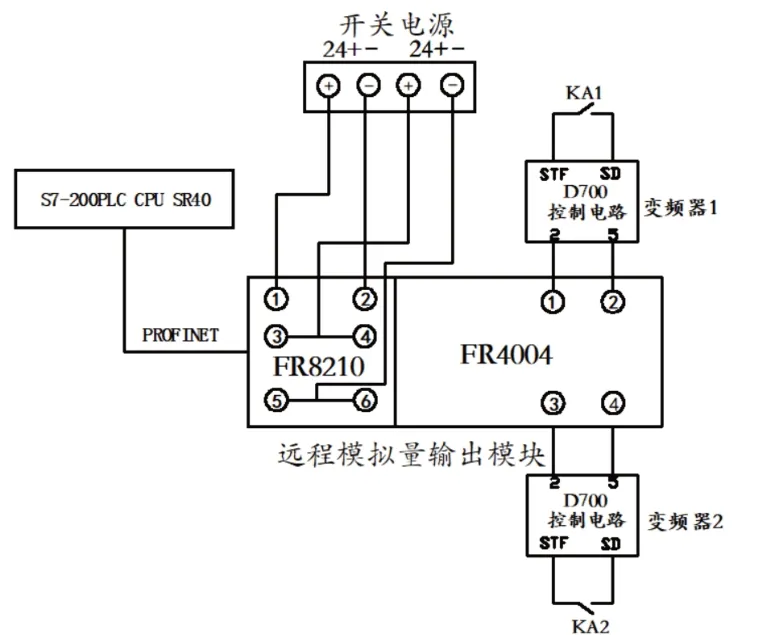
图5 变频器远程控制模块Fig.5 Inverter remote control module
为了检测行车电机运行位置和运行速度,采用电机同轴安装多圈绝对值编码器GEX60进行测量,检测数据通过RS485 总线反馈至PLC,为电机闭环调速提供转速反馈,其电路如图6所示。
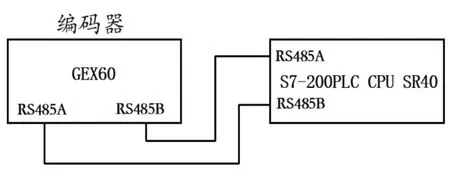
图6 速度检测电路Fig.6 Speed detection circuit
3.2 软件实现
根据电镀作业要求,行车既需要能手动操作,又要能实现自动运行。手动操纵行车时,为开环控制转速;自动控制时,采用专家PID 控制算法调节转速,其控制程序流程如图7 所示。在自动控制模式下,电镀生产线行车速度控制系统通过PLC 的RS485 总线接口采集行车电机的转速信息,并将其转换为数字量,同时计算转速偏差及偏差变化率,根据偏差及偏差变化率选择不同的PID 参数,实现对行车电机的专家PID控制[4-6]。
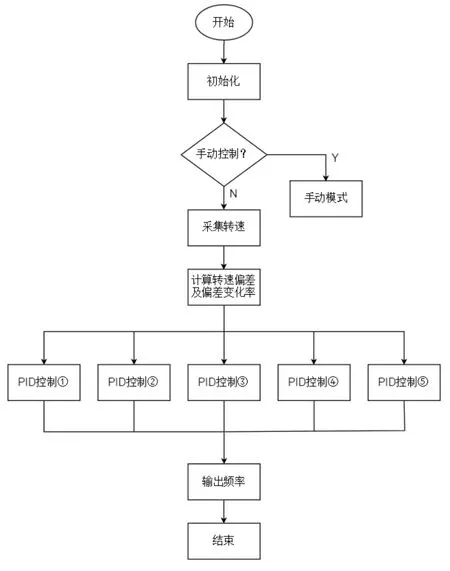
图7 主程序流程图Fig.7 Main program flow chart
根据前文所述专家控制规则,具体对应有五种PID 控制参数的计算规则,PLC 控制器根据偏差及偏差变化率对控制参数Kp、Ki及Kd进行计算,选择不同的PID参数对转速进行调节。
4 实验结果
为了对比基于专家PID 算法和传统PID 算法的电镀行车速度控制效果,在硬件中分别载入基于专家PID 和传统PID 的PLC 控制程序,并通过上位机对行车速度波形进行记录[7]。图8 为基于传统PID算法的行车速度响应曲线,图9 为基于专家PID 算法的行车运行速度响应曲线。
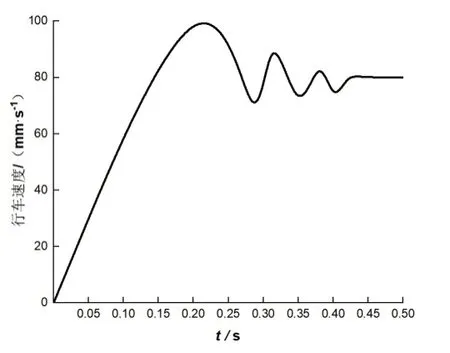
图8 基于传统PID算法的行车速度响应曲线Fig.8 Driving speed response curve based on traditional PID algorithm

图9 基于专家PID算法的行车运行速度响应曲线Fig.9 Driving speed response curve based on expert PID algorithm
采用传统PID控制算法时,速度响应较慢,速度上下波动大,速度控制稳定时间较长,不利于行车稳定运行;采用专家PID控制算法时,速度响应速度较快,速度上下波动较小,速度稳定时间较短。对比两图可知,与传统PID 行车速度控制相比,专家PID 行车速度控制具有更快的响应速度、更小的超调量、更少的振荡次数,能较快达到稳态,具有较优的控制效果。
5 结语
由于传统PID 控制算法在具有明显时变性、滞后性且难以建立数学模型的电镀行车自动化系统中控制效果不理想,设计了以PLC 为硬件核心的专家PID 电镀生产线行车速度控制系统,实现了电镀行车速度的精准控制。专家PID根据速度偏差及偏差变化率,依据专家经验建立的PID 参数优化规则实时调整PID参数,提高了行车速度的响应速度,减少了超调量,具有较强的稳定性,满足电镀自动化生产线对行车的速度控制要求。
