喷射-搅拌耦合式浮选机智能控制系统的设计
2022-04-20李连生朱金波刘亮亮
李连生,朱金波,刘亮亮
(安徽理工大学, 安徽 淮南 232001)
选煤厂常用的浮选设备分为机械搅拌式浮选机和喷射式浮选机,结合两种浮选机的特点,研制了射流-搅拌耦合式浮选机,现已投入试验。耦合式浮选机控制系统的设计不同于传统浮选机,设计较为复杂,既要解决多变量状态下的液位检测、药剂添加、动能补偿等技术问题,又要解决浮选辅助设备集成控制、传感器精准度及抗干扰能力以及PID算法等优化升级问题[1].
本文在介绍射流-搅拌耦合式浮选机工作原理的基础上,对选煤厂浮选系统的构造组成进行阐述,并对该浮选机的浮选系统进行自动优化设计,以解决选煤厂浮选机智能化不足的问题,实现系统对各个参数协同调控的智能化浮选。
1 浮选系统的构建
1.1 浮选设备
喷射-搅拌耦合式浮选机结构示意图见图1,图中黑色虚线箭头代表浮选槽内部矿浆流向,黑色实线箭头代表外部管道矿浆流向[2]. 喷射-搅拌耦合式浮选机包括传感器、循环泵、加药装置等辅助设备,在S7-200 PLC控制中心的作用下,采集液位、浓度、压力等状态变量,间接控制变频器与开关机构,实现浮选机入料泵启停、加药装置动作、闸门开关以及调节电动机频率、喷嘴冲击压力和搅拌动能一系列执行操作,这些执行机构最终服务于浮选工作,实现对煤泥浮选系统整体运行的协同控制。
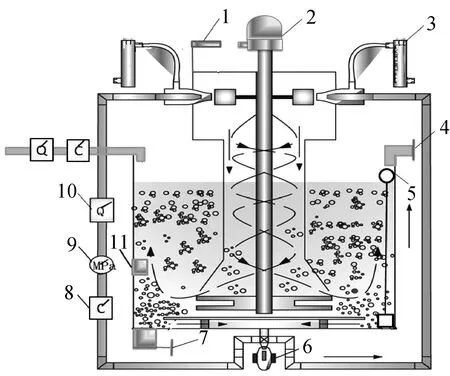
1—转数传感器 2—补偿电机 3—吸气量传感器4—加水电磁阀 5—浮力式液位计 6—循环泵7—卸料电磁阀 8—矿浆浓度计 9—管道压力表10—电磁流量计 11—密度传感器图1 喷射-搅拌耦合式浮选机结构示意图
喷射-搅拌耦合式浮选机工作过程:在入料口入料,由矿浆流量计和矿浆浓度计采集数据;达到设定液位值后,停止入料,经PID运算控制加药装置动作,同时循环泵抽取矿浆冲击驱动轮,带动底部搅拌叶轮旋转,实现气泡矿化;精矿上浮至液面形成稳定的泡沫层,通过前后电机驱动刮板刮出,尾矿下沉至槽底,浮选模式结束后经电磁阀门排出。
1.2 系统构造
在整个选煤厂工业控制网络中,智能化浮选系统是控制体系的重要分支,其设计原则:1) 满足选煤厂集控平台对浮选系统的集中应用管理。2) 满足浮选系统能单独运行。3) 满足与选煤厂其它控制系统进行协调控制,实现煤泥浮选智能过程控制[3]. 选煤厂煤泥浮选系统总体结构见图2.

图2 煤泥浮选系统总体结构图
从图2可以看出,煤泥浮选系统主要包含管理层、控制层和物理层3部分。管理层作为选煤厂系统控制的首层,由集控系统和监控系统两大部分组成,构成了系统网络的“大脑”。控制层作为第2层,由配电系统、浮选控制中心和指示系统3部分组成,其配电系统主要由高低压电源组成,浮选控制中心主要包含S7-200系列PLC模块和人机设备,指示系统主要由仪表及指示灯组成,由此构成了系统网络的“心脏”。物理层作为第3层,主要是由传感器和执行机构组成,构成了系统网络的“手脚”。这3层整体上构成了选煤厂煤泥浮选系统的总体结构,又满足了智能化浮选系统的设计原则。
2 PLC控制系统的设计
2.1 浮选系统过程控制
浮选系统过程控制见图3. 从图3可以看出,初始设定主要包含液位设定、加药设定、速度设定、卸料设定4个部分,决定了浮选机浮选系统运行参数配置;浮选过程控制主要包含入料系统、检测系统、动能系统、卸料系统4个小系统,其运行模式主要是由传感器采集数据,在PLC控制中心进行浮选系统状态分析,由PLC闭环控制驱动变频器和接触开关,从而实现操作和监控功能。
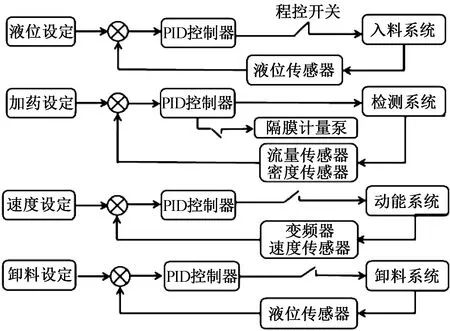
图3 浮选系统过程控制图
2.1.1 入料系统
液位值是浮选过程控制的重要参数,其设定决定了浮选过程中液位的高低和入料泵的启停。其中,在图1浮选机结构图中,左上角是入料泵控制的初始入料管,右上角是电磁阀控制的中间加水管,两种类型的管起到浮选过程中提升浮选液位和便于浮选刮泡的作用;对于浮选过程中,液位突增加,浮选机左右两边搭配的电动调节闸的闸板会自动降低液位。液位的检测一般采用液位传感器,而浮选过程中产生大量干扰气泡,矿物颗粒的黏附等问题,都会影响测量装置的准确性。因此,该设计的入料系统采用的是浮力式液位计,由浮球和拉线位移传感器组成,其优点是:1) 能够抵消泡沫层的干扰,检测到泡沫层下方的真实液位。2) 成本低,稳定性好,适应性强。3) 输出模拟信号,便于信号采集[4].
2.1.2 检测系统
加药量是浮选过程控制的重要参数,其设定会影响浮选效率和质量。该设计的检测系统主要由电磁流量计和矿浆浓度计组成,电磁流量计安装于循环通道和入料通道,矿浆浓度计则安装在浮选机的入料通道内,通过对流进浮选机的总矿浆流量和浓度的检测,系统会自动计算出流进的总干煤泥量,经运行模式下的判断与计算,驱动加药装置的计量泵添加药量,浮选自动加药装置算法原理见图4. 采用特殊加药装置,除了可以避免药物变质和计量泵加药不准,还具有防止管道出现虹吸现象的功能。

图4 浮选自动加药装置算法原理图
2.1.3 动能系统
转速是浮选过程控制的重要参数,其设定取决于最佳浮选方案的选择。该设计的浮选系统通过上机位可添加和保存方案数据,实现真正的智能性。其中,喷射-搅拌耦合式浮选机相比其它类型浮选机,需要配置动能补偿功能,其目的是为了预防因叶轮转速过低,导致吸气量不足和能量浪费达不到正常浮选条件。具体执行流程,通过转数传感器、吸气量传感器和压力传感器,利用PID运算检测数值与设定值,从而反馈控制变频器驱动电动机或循环泵补偿动能,动能系统结构见图5,经PID运算下的动能系统主要由启停装置和变频装置组成,分别控制着刮板电机1、2,循环泵,入料泵,补偿电机,清水泵,隔膜计量泵。
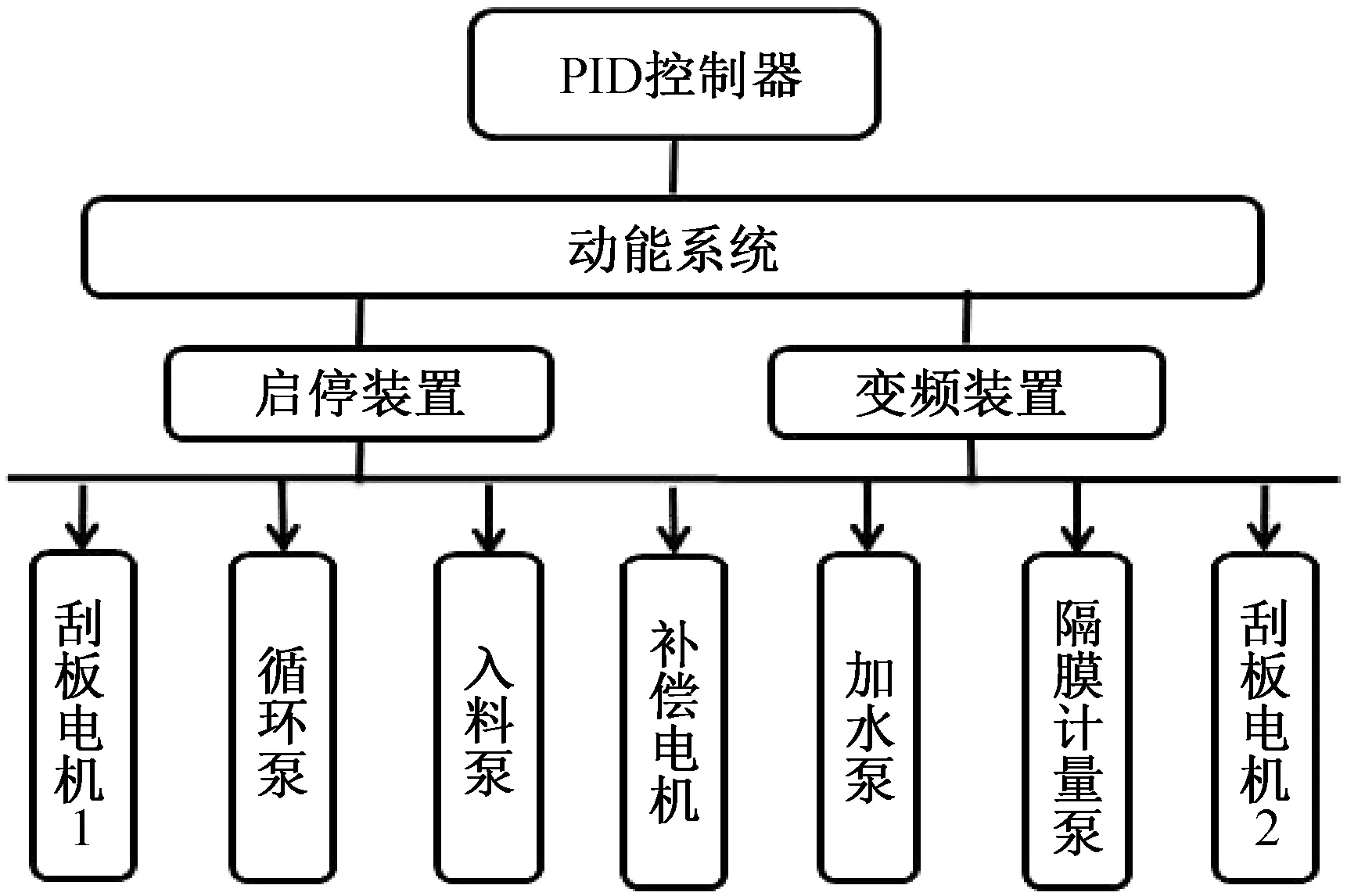
图5 动能系统结构图
2.1.4 卸料系统
为了更好地提高浮选机的智能性,整个浮选系统采用启停—入料—加药—浮选—卸料模式,彼此间相互联系又相互独立,可实现无人操作下的正常运行。对于卸料模式,电磁闸口开关会自动启动,以底部压力传感器和浮力式液位计作为检测信号,检测物料是否卸完,搭配加水泵,可实现90%以上的清洗,清洗完毕后关闭闸门,满足重复工作浮选要求,排除其它剩余物料的影响。
2.2 硬件设计
结合现场设备具体情况和PLC系列产品特征,煤泥智能浮选系统的硬件设计选用S7-200 SMART型号的西门子PLC,该型号PLC控制器的主要参数见表1.

表1 S7-200 SMART型PLC参数表
硬件S7-200 SMART PLC选择标准型CPU-SR20,其集成了模拟和数字I/O端口、PROFINET通讯接口,附加模块包含远程通讯模块、A/D模块、D/A模块等。选用PM340模块S120变频器,搭配CU310 DP控制单元,可实现对电机的变频控制。
2.3 通讯设置
通讯方式的选定需要满足上位机、PLC、现场设备等进行通讯,因此,选择PLC作为通讯核心,与现场其它系统西门子PLC之间以MPI通信;与触摸屏通过RS485通讯;与变频器通过PRFIBUS DP 模块CP1542-5通讯。
2.4 人机界面设计
人机界面的设计是基于编程软件STEP和组态软件MCGS,配置工业控制计算机,实现对智能浮选系统的操作与监控。上机位的主要作用:1) 浮选过程中监控运行状态,主要是接收信号和上传显示。2) 通过界面可修改浮选系统参数,也可切换运行模式。3) 通过传感器采集数据,上机位可显示变化曲线,方便监控与结果分析。4) 具有故障报警和历史数据查询的功能,便于维修。人机主页面图见图6.

图6 人机主页面图
从图6中可以看出,主页面主要由浮选设定、运行设定、通信设定等窗口组成,构成了选煤厂智能浮选系统过程控制的监控平台[5].
3 结 语
设计的煤泥浮选系统以西门子S7-200型PLC为控制核心,对入料系统、检测系统、动能系统、卸料系统进行工艺控制。在实际使用过程中,可根据煤泥浮选工艺要求和煤泥初始状态,对浮选工艺中涉及的浓度、流量、压力、速度等运行参数进行PID控制,可以提高浮选系统自动化水平和浮选精煤效率。
·专题综述·
