超高强度300M钢起落架主支柱激光增材修理应用研究
2022-03-11陶小将张述泉冉先喆李卓冯军
陶小将 张述泉 冉先喆 李卓 冯军
摘要:某型民用飞机起落架开展疲劳试验,进行到105857起落时其主支柱组件主传力部位出现长度34mm裂纹,该支柱材料为300M钢(模锻件)。手工打磨裂纹部位,清除裂纹后在零件上形成长约40mm、宽约8mm、深度30~44mm的长条形直通孔,应用A100材料,利用机器人手臂激光熔化沉积增材制造技术开展激光增材修复工艺研究,完成了裂纹的修补,最终成功完成后续135000起落疲劳试验。验证了超高强度钢起落架主承力部件增材修补工艺的技术可行性,表明激光增材修复技术应用于超高强度钢飞机构件的修理具有较广阔的前景。
关键词:激光增材修复技术;超高强度钢;起落架;疲劳寿命
Keywords:laser additive repairing technology;ultra-high strength steel;landing gear;fatigue lifetime
1 研究背景及意义
受低成本航空发展和新兴市场需求驱动,世界范围内单通道飞机市场增长迅速。其中,我国对安全、舒适、节能、环保且具有长航程的现代先进单通道干线客机的发展需求迫切[1]。通常,现代先进单通道大型干线客机的制造需要配套研制长寿命的大型超高强度钢起落架。 300M钢(名义成分为40CrNi2Si2MoVA)作为一种具有2000MPa级别强度和良好韧性的低合金超高强度钢,因其合适的价格而被广泛用作单通道大型干线客机起落架材料[2-4]。因此,针对60000起落设计寿命的大型民机起落架研制,开展300M超高强度钢起落架结构的长寿命设计、试验和适航等方面的研究成为必然[5,6]。
在开展基于300M钢的起落架主支柱的研制过程中,该起落架大量采用延长疲劳寿命要求的细节设计和相关工艺,并结合精密锻造、火焰喷涂技术、喷丸等强化及镉–钛镀层等防腐抗氢脆工艺,完成了起落架实物研制。
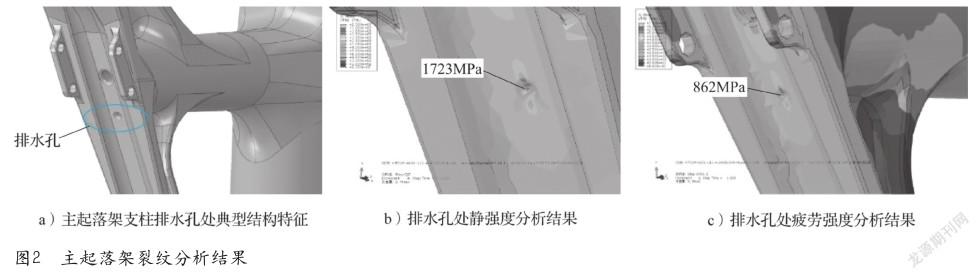
在该300M超高强度钢主起落架试验件进行疲劳寿命评价试验中,经过105857周次应力循环后,应变片电流信号发生显著的异常变化,试验自动反馈停止;将该试验件着色检查后,发现外筒零件支柱Φ6mm直径的排水孔孔边产生了一条延伸到筋条处长度约34mm的裂纹(见图1)。 经有限元静强度分析及疲劳强度分析发现(见图2),当小孔处粗糙度不满足要求时,排水孔处高应力区的循环载荷最大值将超过材料的疲劳强度,是导致该裂纹在交变载荷作用下出现的主要原因。
经评估研究,决定对该起落架支柱裂纹处进行增材修补,然后继续进行主起落架部件的疲劳测试试验,以验证修复区域之外整体构件的疲劳寿命情况,同时进一步开展相关修复技术对构件延寿作用的研究。
国内外大量相关研究表明,增材制造修复技术为航空结构修理提供了新颖独特的解决方案[7-12]。然而,含裂纹体300M超高强度钢主起落架支柱增材修复相关的工程应用研究面临修复工艺难度大、零件易开裂等问题,相关研究结果长期未现公开报道。因此,本文将率先报道含裂纹体300M超高强度钢主起落架支柱增材修复技术相关的研究工作情况。
2 研究思路

2.1 待修理区域特点
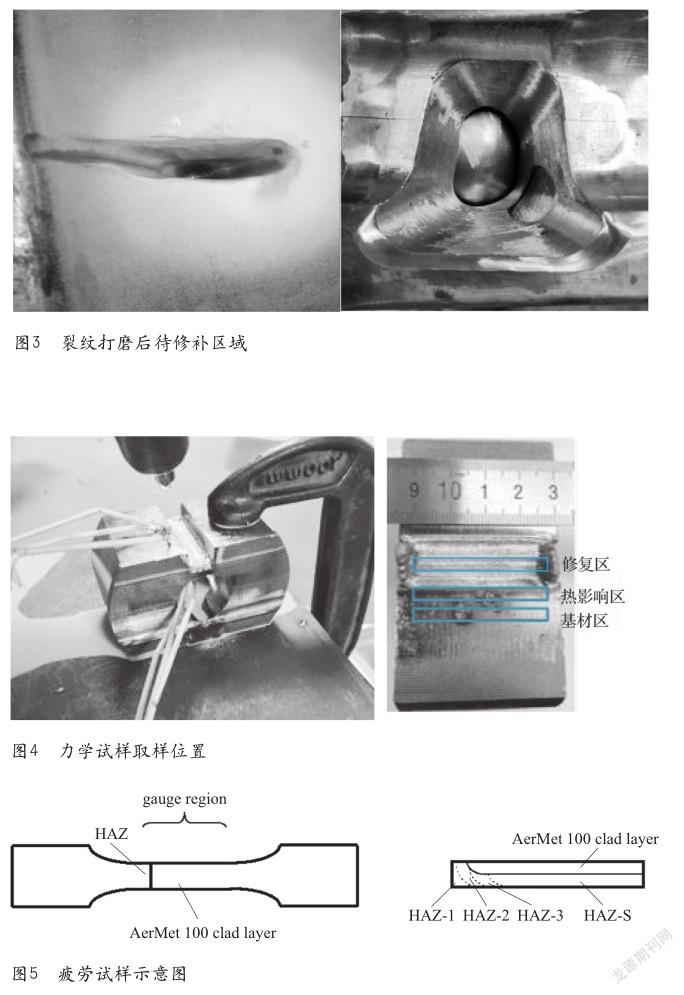
通过机械打磨方式对该300M超高强度钢主起落架支柱排水孔裂纹区域进行去除,得到长约40mm、宽约8mm、深30~44mm的长条形直通孔,位置从排水孔所处的腹板中部延伸至缘条根部(见图3)。值得注意的是,直通孔在底部添加垫块。该修复区域位置较封闭、形状复杂、深度大,由于零件后续仍需进行长寿命疲劳性能考核,因此对修补区的性能、内部质量要求高,修补难度极大。
2.2 增材修理工艺选取
深入对比研究了300M钢电子束焊接修理工艺、等离子弧增材修复工艺、预置粉末激光多层熔化沉积修理工艺以及同步送粉激光熔化沉积修理工艺后[13-16],结合各项工艺的优缺点,综合考虑修补材料、修补区微观缺陷控制、热影响区控制、零件内部质量控制、修复区形状等方面因素,最终选用送粉激光增材修补方式。
激光送粉增材修复技术是一种利用高能量激光束在复杂三维约束性条件下,空中熔化沉积同轴输送预合金粉末实现过构件结构完整性的先进修复技术。相比传统氩弧焊修复技術和电子束焊接修复技术,激光增材修复技术具有热源能量密度高且热影响区小的突出优势。通过激光头与机器人相复合,可进一步促进该项技术在复杂结构修复过程中加工柔性高的特点。
2.3 激光增材修理初步思路
超高强度钢主起落架支柱排水孔区域修复的要求是:内部质量合格,低热输入,小变形量,加工工艺性好,能满足复杂、封闭、大深宽比局部区域修复。据此选择小光斑、低功率、机械手驱动的同轴送粉激光增材修复工艺。由于起落架零件修复后需尽量避免进行热处理,因此本研究中激光增材修复材料选用粒径≤75μm的A100钢预合金粉末,以期修复区具有较高的强度水平[17]。为保证修复区内部质量,待修复长条形直通孔四周需要进一步加工出单侧10°的坡口。激光增材修复采用IPG YLS-10000型激光器和KUKA RS60-HR型机器人,其中功率为1.6~2.8kW,扫描速率为480~800mm/min,光斑直径约为2~3mm。
3 激光增材修复力学性能研究
在对该主起落架支柱缺陷进行激光增材修复前,首先制备带预制长条形槽的300M超高强度钢块用于激光增材修复工艺探索。利用相同材料开展工艺性能试验,选择合适的工艺参数组合。
3.1 元件级力学性能研究
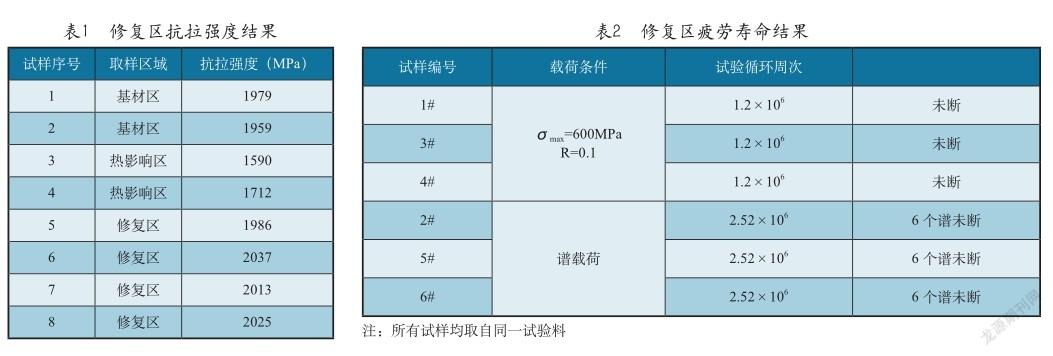
在激光增材修复工艺样件的基材区、热影响区和修复区分别线切割并机械加工制备43mm长的板状拉伸试样,试样平行段长15mm、厚2mm、宽5mm(见图4)。90mm长板状疲劳试样在300M超高强度钢表面修复区与基体界面附近切取,试样平行段长30mm、厚2mm、宽5mm(见图5)。
1)拉伸试验
模拟修复试验件的修复区、热影响区和基体区的室温抗拉强度结果如表1所示。从测试结果可以看出,修复区和基体区的强度水平都明显高于热影响区,表明热影响區在激光增材修复构件中抗拉强度较低,但也达到了1600MPa水平。
2)疲劳试验
对修复区的疲劳性能采用疲劳载荷谱试验的方式进行。其中,试验用疲劳载荷谱按飞机起落架载荷谱进行。由于热影响区的强度较低,因此首先使用热影响区占比较大的表面修复试样进行固定载荷和疲劳谱载荷两种疲劳性能的测试,研究结果见表2。从测试结果可以看出,所有试样经过疲劳试验后均未断裂,满足疲劳性能要求,可以初步判断热影响区的性能可以满足疲劳试验的要求。
3.2 模拟件试验
以局部区域的1∶1模拟件进行模拟修复,验证修复工艺性(见图6);对试样进行超声波及X射线检测,对修复试验件解剖,观察修复区的内部质量和热影响区,测量热应力,对剖面结构进行检测,评估修复后性能,如图7所示;最终形成修复方案的工艺参数,包括对送粉方式、激光功率、扫描速度、坡口角度等工艺参数的优化,确定最终的工艺参数。
在修补区域开展表面残余应力测试,实测数据见表3,结果表明,修复区附近的残余应力水平均低于200MPa,满足试验件要求。

4 激光增材修复方案
4.1修复准则
结合第三节的工艺参数研究,结合飞机起落架研制工程技术特点,形成了该起落架主支柱缺陷修复的准则如下:
1)采用激光熔化沉积增材制造工艺;
2)使用A100钢粉末作为修复用原材料;
3)零件修复区加工出单侧10°坡口;
4)采用机械手作为驱动机构;
5)为减少热影响区,采用小光斑低功率的修复工艺;
6)修复后通过机加去除垫板,通过超声冲击或喷丸进行表面强化;
7)采用超声波、X射线、荧光、磁粉等方法对加工后的起落架外筒进行无损检测。
4.2 修理流程
结合增材修理和起落架制造工艺要求,确定该支柱主要的修理流程:
1)基于最小化原则,机械打磨结合渗透检测清除裂纹,打磨过程中注意观察是否存在明显缺陷;
2)根据打磨后的外形,建立坡口数模,为保证修复区内部质量,修复区需要加工出单侧10°的坡口;
3)根据坡口数模机械加工修复区,形成补加工带坡口规整区域;
4)建立修复区及工艺垫板数模,根据修复区编制轨迹程序;
5)进行零件的激光增材修复;
6)修理后的检测及补加工,应确保修补区域表面无缺陷,并打磨光滑。
4.3 工艺路线
结合修理流程,制定了试验件外筒修复主要工艺路线:零件坡口打磨?坡口加工?零件修补区磨光、清洗、烘干?安装工艺垫板?零件装夹?确定定位基准?激光增材修复?机械加工?修复区表面强化?修复区超声波+X射线检测?修复区荧光+磁粉检测?尺寸测量?终检?印记、包装?交付装配及试验。
按上述流程和路线,完成了该缺陷的修理,主要修理过程如图8所示。
5试验验证
完成了试验件修理后,该起落架试验件倒装在试验夹具上,起落架与夹具的连接条件与机身连接一致。在完成所有试验安装等准备工作后,依据试验任务书要求和试验大纲规定,继续开展激光增材修复起落架的疲劳寿命测试试验。

经过4个月的疲劳试验,完成了剩下的13.5万次起落架试验。完成疲劳试验后的试验件探伤结果显示,激光增材修复起落架支柱未见可检损伤。最终,民机长寿命起落架技术研究主起落架结构经受住了4倍目标寿命,共240000起落疲劳试验的考核,突破了目前国内起落架疲劳试验的寿命最大值,达到了国际水平;同时,激光增材修复区域也经过了起落架着陆载荷的考验,应用A100钢作为异种修复材料,利用机器人开展激光增材修复工艺研究,完成了超高强度钢主起落架支柱排水孔处裂纹的修补,最终成功完成后续135000起落疲劳试验。

6 结论
1)激光增材修复300M超高强度钢典型工艺样件修复区抗拉强度可达1986MPa,与锻件基材区抗拉强度相当,但热影响区强度较低(1590~1712MPa)。修复后典型工艺样件热影响区疲劳性能满足设计要求。
2)经激光增材修复的民机起落架300M超高强度钢支柱通过13.5万次寿命疲劳试验循环次数的考核,内部质量和力学性能满足结构服役性能要求。
3)超高强度钢起落架主承力部件激光增材修复具有良好的技术可行性,应用于超高强度钢飞机构件的修理具有较广阔的前景。
参考文献
[1]赵长辉,王猛,宋凯,等.单通道窄体客机发展和市场研究[J].民用飞机设计与研究,2020(03).
[2]赵振业.赵振业院士访谈[J].航空发动机,2009,35(3):1-4.
[3]刘天琦.飞机起落架用材发展[C].中国航空学会,2007:1-6.
[4]魏明刚,罗恒军,张海成,等.300M钢的脱碳行为演化及防护研究[J].四川大学学报:自然科学版,2021,58:065002.
[5] K F Best,B Sc. High Strength Materials for Aircraft Landing Gear [J]. Aircraft Engineering and Aerospace Technology,1986,(58):14-24.
[6]张慧萍,王崇勋,杜煦.飞机起落架用300M超高强钢发展及研究现状[J].哈尔滨理工大学学报,2011,16(6):73-76.
[7]徐向阳,陈光南,刘文今.先进的激光直接制造技术与现代航空装备维修[J]. 航空维修与工程,2004(3):28-30.
[8]薛蕾,黄卫东,陈静,等.激光成形修复技术在航空铸件修复中的应用[J].铸造技术,2008(3):391-394.
[9] S D Sun,Q Liu,M Brandt,V Luzin,R Cottam,M Janardhana,G Clark. Effect of laser clad repair on the fatigue behaviour of ultra-high strength AISI 4340 steel [J]. Mat. Sci. Eng. A,2014(606):46-57.
[10] J M Louren?o,S D Sun,K Sharp,V Luzin,A N Klein,C H Wang,M Brandt. Fatigue and fracture behavior of laser clad repair of AerMet? 100 ultra-high strength steel [J]. Int. J. Fatigue,2016(85):18-30.
[11] J Liu,J Li,X Cheng,H Wang. Microstructures and tensile properties of laser cladded AerMet100 steel coating on 300M steel [J]. J. Mater. Sci. Technol.,2018(34):643-652.
[12]秦仁耀,周标,马瑞,等.激光熔化沉积修复40CrNiMoA高强钢的组织与性能[J]. 失效分析与预防,2018,13(5):275-280,302.
[13]王浩,李天赐,张乐乐.焊接技术在金属结构修复中的应用和发展现状[J].焊接,2017(1).
[14]郭双全,钱磊,谢京,等.微束等离子弧增材制造技术在航空发动机维修中的应用[J].航空维修与工程,2015,290(8):75-76.
[15]秦仁耀,张学军,于波,等.飞机端轴颈的激光3D熔覆维修[J].航空维修与工程,2015,291(9):125-126.
[16]杨爱民,秦仁耀,张国栋,等.飞机金属零件焊接及增材制造修复研究与应用现状[J].电焊机,2021,51(8):79-87.
[17] X Z Ran,S Q Zhang,D Liu,H B Tang,H M Wang. Role of Microstructural Characteristics in Combination of Strength and Fracture Toughness of Laser Additively Manufactured Ultrahigh-Strength AerMet100 Steel [J]. Metall. Mater. Trans. A,2021(52):1248-1259.
作者簡介
陶小将,高级工程师,主要研究方向:结构设计技术。
冯军,研究员,主要研究方向:飞行器设计技术。
3364500338212
