氯压机系统一、二级换热器失效原因分析与应对措施
2022-02-19王观东
王观东
(中石化巴陵石油化工有限公司树脂部,湖南 岳阳 414014)
0 引言
某部烧碱装置LYJ-2200型氯气压缩机,系统撬装供货,压缩机分两级压缩,有两台附属设备一级换热器及二级换热器,起级间冷却作用。一级换热器、二级换热器分别由两个不同厂家制造,立式结构,换热器壳体及管板材质为16MnR,换热管规格为φ19×2.0、材质为20钢。管板与换热管胀管及焊接。两台换热器在投用运行26个月后,几乎同时出现管板焊缝多处泄漏、列管穿孔,管程冷却水进入壳程并窜入氯气压缩机,造成压缩机严重损坏,装置停车检修。
1 工艺流程简述
从电解槽来的湿氯气进入水洗塔。在水洗塔内将氯气洗净、降温,然后送入两台氯气冷却器,进一步降温并脱水。再送入除水雾器脱水,然后再送入氯气干燥塔用浓硫酸脱水。脱水后的氯气进入除酸器,除酸后的氯气进入氯气压缩机压缩,经两级压缩后的氯气送去冷冻。
2 设备基本参数
LYJ-2200型氯气压缩机技术参数如表1所示,二级换热器技术参数(一级换热器略)如表2所示。
表1 氯气压缩机技术参数
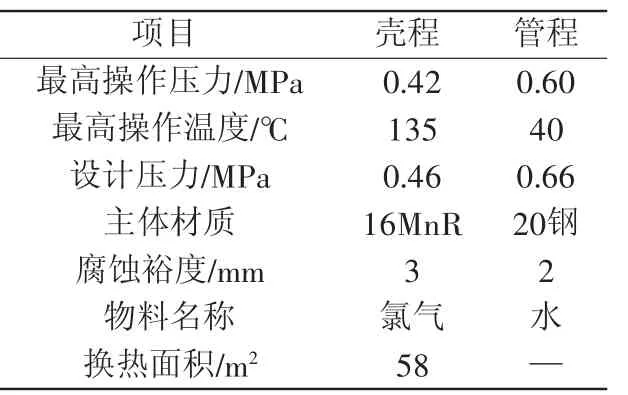
表2 二级换热器技术参数
3 腐蚀失效情况
氯气压缩机一、二级换热器壳程介质为氯气,管程介质为循环水。固定管板式双管程结构,水上进上出,氯气低进高出。投用运行26个月后因腐蚀穿孔损坏失效,循环水窜入氯压机,一、二级换热器报废,氯压机受损严重,装置停车检修。经查,工艺正常,无违章或异常操作。为分析设备失效原因,找出解决方案,将一、二级换热器进行解体研究(如图1)。

图1 一、二级换热器解体
打开换热器可以看到换热器管箱中沉积了很多泥沙样的物质,换热管有很大部分被泥沙样的物质堵塞。凉水塔中的填料碎片也堵住了部分管口,管板表面、换热管中沉积了很多污垢(如图2)。管与管板的焊接接头被腐蚀并多处泄漏。切割开换热器的壳程筒体,取出换热管可看到一根换热管外壁腐蚀严重(如图3),形成2个直径约3 mm的腐蚀孔洞(在其余换热管上也存在不同程度的腐蚀孔洞)。清除浮锈仔细检查,左侧腐蚀点已穿透,呈自外向内穿孔特征,右侧腐蚀点自管外向内腐蚀也即将穿透(如图4),腐蚀起源在管外壁。壳程筒体内壁尚好、腐蚀并不严重,但与壳程连接的接管腐蚀严重(如图5)。剥开换热管管口的污垢后可清晰地看到有严重的垢下腐蚀(如图6)。

图3 换热管外壁腐蚀情况

图4 左侧穿透性,右侧暂未透

图5 壳程腐蚀情况
4 腐蚀原因分析
4.1 氯气含有水分是造成严重腐蚀的主要原因
理论上,纯净的不含水分的干氯气对碳钢材料基本上不会形成腐蚀。从图2可以看出,换热管外壁被严重腐蚀,而根据工艺,除了氯气,壳程不会有别的介质进入,判断应该是氯气夹带水,可以确认换热器壳程介质氯气中含有超标水分。装置干燥岗位工艺规定,氯气中的微量水分应控制在100 mg/kg以内,正常情况下微量水分的含量在20~100 mg/kg之间。也就是说换热器壳程的介质氯气含有微量水分是确定的,装置氯气系统未安装氯气微量水分检测仪,氯气中的微量水分检测困难。当氯气中的微量水分呈气态分布在氯气中时,对钢铁设备的腐蚀并不严重,但当微量水分遇到合适的环境时,会冷凝成液态水,冷凝水与氯气相结合,形成次氯酸和盐酸,对钢铁设备就会造成严重的腐蚀。其化学反应式如下:
来自电解的氯气经浓硫酸干燥并除酸后送进氯气压缩机压缩。氯气经一级压缩后,温度达130 ℃,压力为0.1 MPa,然后送进一级换热器降温。一级换热器用循环水冷却氯气,循环水进口温度在正常情况下低于32 ℃,含微量水分130 ℃氯气遇到低温钢管,给微量水分的冷凝创造了很好的条件,于是微量水分冷凝后变成类似薄霜性状凝结在换热管外壁,与氯气结合变成强腐蚀剂,引起换热管外壁腐蚀。换热管外壁腐蚀的状况还可在接管口中发现(如图4)。微量水分冷凝的简单模式就如同人们从冰箱里拿出比环境温度低的物质,稍后温度低的物质外壁上就会凝结有空气中的水分。但这一过程也并不像上述那样简单,氯气中的水分本来就少,在换热管外壁凝结也少,而且后来参加换热的氯气还会带走部分冷凝水,使作用在换热管外壁的冷凝水微乎其微,这应该是为什么换热管外壁被腐蚀后还能使用一段时间的原因。
将换热器管子与管板的焊接部分取了2件样品(如图7、图8)送国防科技大学航天与材料工程学院做金相分析。结果显示两样品在焊缝区存在大量的显微腐蚀裂纹,特别是图8样品钢管与钢板交界处腐蚀相当严重,有的腐蚀裂纹一直延伸到离表面只有0.3 mm左右, 这在立体样品上,不言而喻会有穿透性裂纹存在;样品的金相组织正常,但焊缝熔池深浅不等,约在1.0~2.5 mm之间,焊接质量不符合要求。

图7 换热器管与管板图
图8 换热器管与管板图
将换热器的壳程切割开,可见换热器壳体内壁的腐蚀轻微,没有换热管外壁腐蚀严重。这就进一步说明换热管外壁腐蚀是高温氯气中的微量水分遇到冷的换热管外壁,水分冷凝在换热管外壁,引起换热管外壁严重腐蚀。由于换热器壳体仅传导室外空气热量,且一般高于循环水温度,壳体内壁没有给氯气中的微量水分创造冷凝的条件,所以换热器壳体内壁就没有像换热管外壁严重腐蚀的现象出现。
综上所述,造成腐蚀最重要的原因是氯气中含有水分。而减少氯气含水量的关键就是氯气的干燥。该装置使用2台干燥塔对氯气进行干燥,1台填料塔,1台填料加泡罩塔,采用98%的浓硫酸作为干燥剂,用浓硫酸作干燥剂来干燥氯气是很成熟的干燥工艺。在对氯气的处理过程中干燥是整个处理工艺的关键。干燥效果的好坏直接影响到产品质量和设备的使用寿命,因此要非常重视。造成干燥后氯气含湿量难以进一步降下来的原因是多方面的,有工人技术操作上的问题,有设备设计和制造质量的问题,也有工艺还欠合理需优化完善的问题。如氯气进干燥塔的温度越高,干燥效果就越差。经实际检测,进泡罩塔的氯气温度每上升10 ℃,其含湿量大约会增加1倍,而氯气进塔温度偏高又受氯气冷却器效果的制约。此外,出干燥塔的硫酸浓度过低(硫酸在干燥氯气的过程中, 浓度会随吸取水分的增多而降低,干燥塔内硫酸浓度一般在92%~98%)也会影响氯气含湿量。氯气中的微量水分对氯气压缩机的中间换热器的腐蚀影响是致命的。能有效抵御次氯酸、盐酸腐蚀的金属材料有限,普通钢铁都不能有效抵御次氯酸、盐酸的腐蚀,少数能有效抵御腐蚀的材料又很昂贵。因此国内中小型氯碱装置的氯气压缩机的中间换热器(采用钢铁材料)大都不能使用很长时间,少则数月多则3~4 a就需更换[1]。
4.2 设备的设计、制造存在不足是造成腐蚀的另一原因
分析这2台由不同厂家制造的一级、二级换热器,其设计和制造都存有不足的地方。
1)换热管和管板的连接,设计是强度焊接加贴胀。其设计意图是消除换热管和管板的间隙,但经除锈后检查,换热管与管板胀接区域存在内径不均匀现象。同时根据了解,国内不少厂家在进行胀接时很少按规范事先进行胀接实验,有不少是仅凭经验数据,施工过程质量控制缺失,施工完毕后难以验证,自然胀接施工质量也不高,使内侧管板与换热管的间隙不能彻底消除,难以达到设计要求,容易形成缝隙腐蚀[2],影响设备的使用寿命。
2)通过检查发现少数换热管口低于管板的平面,且焊接熔池的深浅相差较大(如图8),焊接质量难以保证。
3)换热管和管板的焊接连接采用平焊,虽然焊接效率高,但手工焊时焊接质量不如角焊接质量牢靠。
4)原设计为手工电弧焊,焊接质量控制不理想。
5)原设计为水压强度试验,虽然设计中要求在水压试验后将水分彻底去除,但经了解实际上厂家并未做到,仅是将可见水分排完,管程、壳程内仍有明水存在,特别是壳程中含有水分,极易在管板管束接触部位形成间隙腐蚀。
4.3 循环水对管头(管板与管连接处)的腐蚀是造成换热器腐蚀穿孔的又一原因
管头焊接连接处的腐蚀,主要是循环水造成的。循环水由内部水厂提供,再由装置加药及冷却后使用。循环水中含钠、镁、钙及硫酸根离子、氯离子等,容易形成硫化物和氯化物,从而对管板与换热管造成腐蚀。此外循环水中还会生成细微有机物,易使换热器结垢。泥沙和细微有机物结垢后,在换热器金属表面形成垢下腐蚀(如图6)。
5 腐蚀防护与治理
5.1 壳程管束的腐蚀防护与治理
1)根据实际情况分析,该2台换热器的腐蚀分壳程换热管的露点腐蚀和管程的垢下腐蚀。壳程换热管的露点腐蚀是因高温含湿氯气遇到低温换热管形成水的露点,露点与氯气相结合形成强腐蚀剂,导致换热管外壁尤其是管板附近的换热管外壁(流动死区)处腐蚀,还有管束在管板穿管部位、换热管与折流板的缝隙腐蚀。这种露点腐蚀因氯气含湿而引起,氯气含湿又因氯气干燥不足形成。因此治理换热器壳程换热管的露点腐蚀的关键是降低氯气含湿量。降低氯气含湿量要从工艺、设备、操作等多方面入手来进行根治。
2)采用非金属防腐涂层对管束进行防腐处理,防止腐蚀。但采用非金属材料对固定管板换热器管束外壁防腐施工难度较高,材料选择也非常重要,要能抗氯气腐蚀。
5.2 改进管板与管的连接结构与制造质量
1)将热器管板与换热管贴胀改为强度胀,密封焊。鉴于行业内设备制造普遍状况,后期设备更新制作时,实施监造。需方技术人员与厂家一道交流讨论方案并反复多次进行胀接实验、拉脱试验,剖开试件验证,测试十多种不同的开槽宽度、深度及槽间距、位置、胀接力,进行介质浸泡实验,找到最佳结构与数据并反馈设计方定稿,切实满足了保证强度、降低应力与消除缝隙要求,抵御腐蚀介质的侵入,从而切实降低换热管与管板连接处的缝隙及应力腐蚀(如图9、图10),后续拟采用深孔焊结构继续优化。

图9 不同结构与胀接力胀接验证实验

图10 胀接验证实验(中间两箭头:胀接槽部位缝隙,外侧两箭头:未开槽部位缝隙)
2)改换热器管板与换热管平焊为角焊(如图11),改手工焊为自动焊,提高焊接内在质量,同时对焊缝外观成形必须要近乎苛刻严格要求,避免积液、粘挂,避免形成腐蚀电池,延长换热器使用寿命。
3)经核算在不影响工艺的前提下,将换热器管束原采用的φ19×2.0的钢管变更为φ25×2.5,提高设备制造加工过程中的操作弹性,便于控制制造质量,同时壁厚增加,也直接延长了管束自腐蚀发生到穿孔的时间(如图11)。

图11 角焊缝结构及φ25×2.5管
4)与设计和制造单位沟通,改水压强度试验为气压强度试验,从源头避免明水。气压及严密性实验后彻底干燥设备。
5)设备出厂前干燥彻底检查后氮封交货,氮封压力为0.09 MPa,安装截止阀门与双压力表以便观察及补充氮气。设备备用存放期间需经常检查氮封状况,保证完好。
6)制定规程,设备安装后投用前,以及设备检修完成后投用前,必须彻底干燥壳程,采样分析合格后方可投氯运行。设备停用期间必须干燥氮封。
5.3 管程循环水系统的完善与垢下腐蚀的防治
氯气压缩机中间换热器打开时,管程中有很多泥沙,管板上结了厚厚的垢,轻轻敲打,垢层就会脱落,是典型的软垢。软垢由泥渣、粉尘、沙粒、天然有机物、碎屑、微生菌分泌物、腐蚀物等组成。软垢的颜色呈黄褐色,厚度达几毫米,甚至十多毫米,脱落下来的软垢含有金属的腐蚀物(如图2)。

腐蚀产物形成污垢,污垢又会产生腐蚀,在冷却水中,金属的腐蚀(除氯化物、硫化物的腐蚀以外)主要是电化学腐蚀,即金属表面与导电介质(冷却水)因电化学作用而产生破坏。2台换热器的主材为碳钢,在溶解氧存在的情况下其腐蚀过程如图12所示。
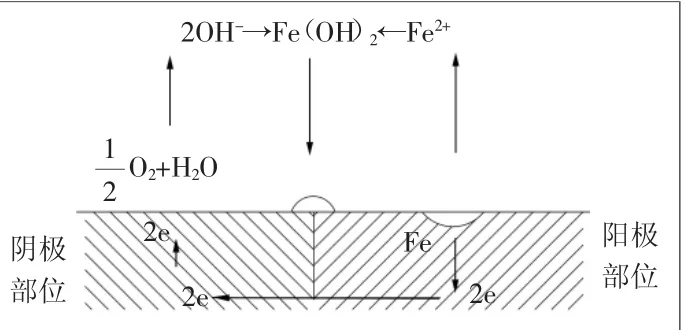
图12 碳钢在水中腐蚀过程示意图
在阳极:Fe→Fe2++2e;在阴极:O2+2H2O+4e→4OH-。
为减缓防腐层破损后这种腐蚀发生速率,经核算,后期在换热器管程下管箱内安装了4块、管程上管箱安装了6块单块表面积为0.1272 m2、质量为4.5 kg的镁阳极对设备进行保护(如图13、图14)。停车检修期间进行宏观检查,牺牲阳极块表面有明显分离脱落现象,证明起到了一定的防护作用(如图15、图16)。

图13 牺牲阳极安装(下管箱)

图14 牺牲阳极安装(上管箱)

图15 上管箱牺牲阳极运行1 a后检查
1)从图2和图5可看到,一些换热管口被凉水塔的填料碎片堵住, 换热器管板上积存很多污垢、泥沙及锈蚀,管箱内也积存了很多泥沙,由此证明循环水系统的过滤系统较差,应考虑完善循环水过滤系统,增设过滤器。减少换热器管束的泥沙和杂物,防止堵塞。
2)进一部筛选循环水加药配方,完善循环水加药配方,减少循环水中的有机物滋生及在换热器上的粘附。消除硫化物、氯化物等盐类粘附在换热器管板上,以防止对换热器造成垢下腐蚀。
3)对换热器管板、管束进行表面防腐蚀处理,浸涂防腐蚀涂料。常用的循环水防腐蚀、防垢涂料有TH847、TH901、SHY99及其它新型的非金属涂料,防腐性能好,表面有珐琅质感,可减少循环水中杂质在金属表面附着,起到防垢、防腐蚀作用(如图17)。

图17 管头角焊缝结构及TH847涂装防腐
5.4 氯气压缩机系统其它问题的防治
氯气压缩机循环水系统压力大于氯气侧压力且没有单独的压力控制,一旦氯气压缩机中间换热器腐蚀穿孔泄漏,循环冷却水窜进氯气压缩机,腐蚀了氯气压缩机,损失极大,且在短时间内不能恢复生产。氯气压缩机安装使用要求中间换热器的回水压力为零。最好是循环水进口压力要低于氯气压缩机排出压力,这样,即使中间换热器腐蚀泄漏,也难以损坏氯气压缩机。由此,需尽量减少循环水经过中间换热器的压降,而多管程的压降比单管程的压降大许多(氯气压缩机最大排气压力只有0.32 MPa, 循环水进换热器最大压力为0.6 MPa),其管程压力降的估算式如下[3]:

式中:W为管程流体线速度,m/s;WN为管箱进出口流体线速度,m/s;m为管程数;UW为管壁平均温度下流体的黏度,Pa·s;U为流体平均温度下的黏度,Pa·s;l为直管长度,m;f为摩擦因数。
从上式可看出,ΔPL和ΔPR的结果与管程数m成倍数增加。多管程压力降比单管程压力降大多了。压降增大,会导致流速降低,从而使得结垢增加。从换热器解体后也可看出,因流速不同,上管板上水和回水区域结垢及腐蚀程度不同,下管板回弯区域也因流速比上管板水进口慢,所以结垢及腐蚀比上管板水进口区域严重,但换热器底部管厢回弯同一区域内流速基本相同,所以下管板回弯出水和入水区域结垢及腐蚀程度大抵一致。
后期在更新制作新设备时,在满足工艺的前提下,优化设计将换热器双管程改为单管程结构,结合5.3节表面粗糙度降低,影响湍流摩擦因数[4]。这些可有效减少结垢程度,抑制垢下腐蚀。同时进行无压回水工艺改造,降低换热管穿孔后水窜入压缩机系统进而损坏压缩机的风险[1]。
6 结语
通过分析研究,找到了一、二级换热器腐蚀速率过快的原因并据此制定解决方案。后期在设备更新与运行过程中,分别对新设备管板管束胀焊结构进行设计验证优化;对管头焊缝结构进行改进;将换热管壁厚增加;对管程进行非金属涂料防腐;对设备安装牺牲阳极进行腐蚀防护;设备氮封保存,投用前彻底干燥;除水雾器和干燥塔工艺优化运行降低氯气含水量;进行无压回水改造,降低冷却水压力;在氯气侧安装在线水分监测仪;投放药剂并对水质强化监管监控等。通过一系列措施,极大延长了更新后设备的使用寿命,设备寿命由平均2 a[1]延长到7 a以上。
