V2500 低压涡轮螺帽磅紧力矩扳手固定器的研制
2022-02-06顾杰北京飞机维修工程有限公司
■ 顾杰/北京飞机维修工程有限公司
0 引言
随着V2500 发动机维修市场的升温,总装效率应进一步提升才能满足市场需要。将低压涡轮(LPT)单元体水平安装到发动机上是发动机总装中重要的一环,LPT 安装完成标志着发动机进入外部件安装阶段。在原生产厂家的EM 手册中,V2500 低压涡轮螺帽安装和磅紧分两种情况:一种是带有风扇单元体进行LPT 的安装,一种是不需要带风扇单元体进行LPT 的安装。其中,带有风扇单元体进行安装耗时耗力,还会对发动机零件造成损害,而另一种安装方法需要特殊的工装,但在国外定制工装价格较高,有些工装还存在尺寸不适用、强度不够等问题,容易对发动机造成损害。因此,迫切需要研制一种不需带风扇单元体进行安装的V2500 LPT 螺帽磅紧力矩扳手固定器。
1 LPT 总装装配过程
机械员向发动机内部移动LPT,直到LPT 机匣前安装边接触高压涡轮(HPT)机匣后安装边。将液压作动器和导向拉手安装到低压短轴前安装边上,确保液压作动筒上的液压连接在作动筒的两侧。
穿过LPT 前安装边螺栓孔,在对角位置成对安装6 个工装螺栓和螺帽。将LPT 推到正确位置,以相反顺序磅紧高/低压涡轮安装边上成对的工装螺帽。在安装边整周施加相同的力将其推紧,同时逐步操作液压泵,将低压涡轮轴与低压短轴连接。将涡轮轴前锁定螺帽安装到低压涡轮轴前部。磅紧低涡轴上的前锁定螺帽,安装前锁定螺帽并用手拧紧(见图1)。机械扳手简称“牛头”,如图2 所示,将其安装在发动机上(见图3)。
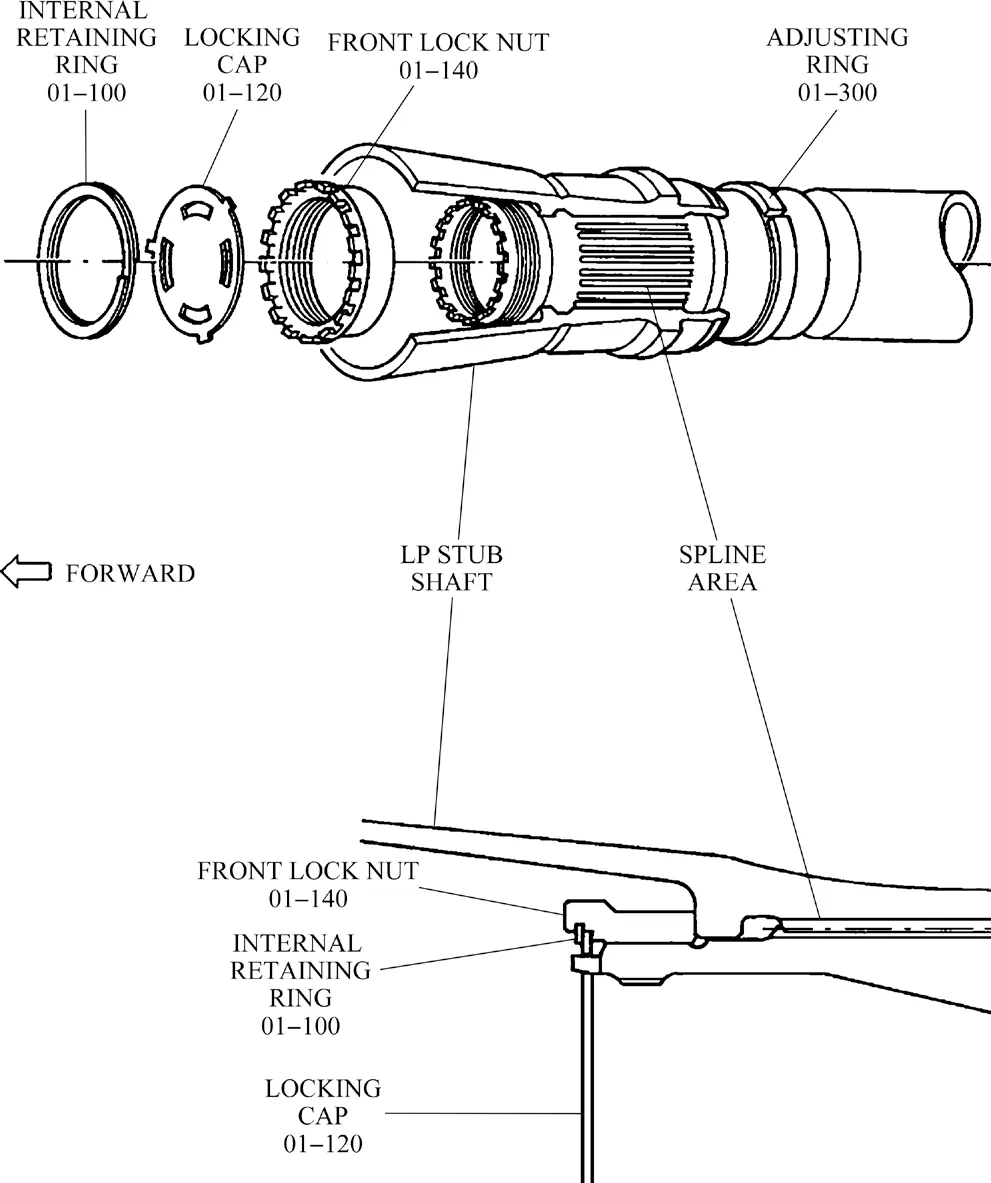
图1 低压涡轮单元体前锁螺帽示意图

图2 “牛头”工装
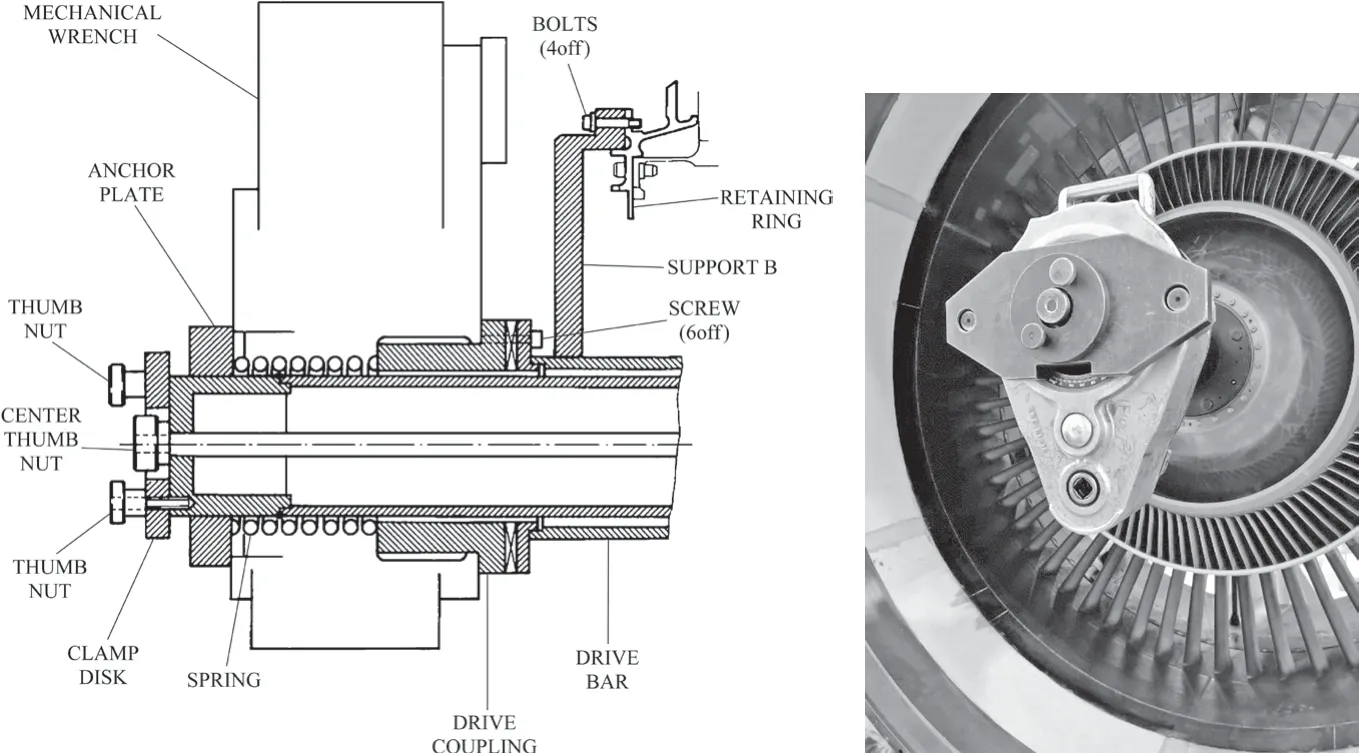
图3 在发动机上安装“牛头”
磅紧到初始力矩,再松开螺帽。初始力矩为3150 ~ 3250lbf.ft(4271 ~4407N•m)。安装前锁定螺帽并用手拧紧。磅紧到初始力矩,再将前锁定螺帽旋转26°,确保磅紧锁定螺帽不 超 过3250lbf.ft(4407N•m),否则会导致零件和工具损坏。最后磅紧前锁定螺帽,确保螺帽与低压涡轮轴的开口槽对正。最大旋转角度为2°。
使用相应工具磅紧与高压涡轮后安装边相连接的螺栓上的84 个螺帽,磅紧力矩为180~220lbf•ft(20~25N•m)。 之 后 使用相应工具磅紧与低压涡轮前安装边相连接的螺栓上的16 个螺帽,磅紧力矩 为180 ~220lbf•ft(20 ~25N•m)。最后用保险丝穿过这些螺帽进行相应保护。
2 使用带风扇单元体的方法安装LPT
首先确保低压压气机盘和风扇叶片作为一个组件已安装到发动机上,再在低压压气机盘的保持环上安装支撑,用4 个螺栓连接该支撑。上文描述了水平安装LPT 到发动机上的步骤,其中,磅紧LPT 前锁螺帽的初始力矩为3150 ~3250lbf•ft(4271 ~4407N•m),通过使用牛头工装,经过牛头工装中一系列减少力矩值作用,工作者仅需在牛头工装一端使用300lbf•ft(407N•m)的力矩进行磅紧,即可满足V2500 EM 手册中水平装配LPT 到发动机上的要求,如表1 所示。

表1 机械扳手输入值与输出值对比
依据牛顿第三定律,磅紧LPT 前锁螺帽时会产生相应的反作用力矩作用在风扇单元体上,由于反作用力没有通过类似牛头的工装减少力矩,需要工作者在风扇上施加4271 ~4407N•m 的力矩来保证LPT 的前锁螺帽达到相应的磅紧力矩值。V2500 发动机的风扇叶片弦长约1.6m,依据力矩公式M=L×F(M 为力矩值,L 为从转动轴到着力点的距离,F 为力),假设每个成年男性工作者能提供的力为500N,因此需要5 ~6 人在磅紧前锁螺帽时提供反作用力。由于每个人使用的力均不相同,这些力作用在风扇叶片上可能对风扇叶片等零件造成损害;同时,车间每个总装小组的成员为6 人左右,意味着在安装LPT 时需要全组人员一起工作才能提供足够的反作用力矩,造成人力大量浪费,总装效率低下。这种方法在公司V2500 航空发动机大修能力建立初期工作量不算太大时能够满足需要,但当V2500 发动机维修量逐年增加后则无法满足要求。
3 使用不带风扇单元体的方法安装LPT
在使用不需要带风扇单元体的工装设备安装LPT 时,磅紧LPT 前锁螺帽所产生的反作用力矩会作用在牛头工装上,由于牛头工装上的转动轴到着力点的距离较短,由力矩公式可知需要在牛头工装边缘施加较大的反作用力;另外,从图2 可以看到,牛头工装的底端为圆滑的半圆,工作者很难把握牛头工装的着力点,因此使用人力在牛头工装上提供反作用力矩是不现实的。使用人力在牛头工装上施加反作用力矩不仅不能达到反作用力效果,还可能对人员造成危害,因为力矩扳手在磅紧时的行程非常大。鉴于此,需要设计一种不带风扇单元体的LPT 螺帽磅紧力矩扳手固定器。
4 固定器工装材料的选择
本文所选的固定器工装材料为铝合金。纯铝密度小(ρ=2.7g/cm3),约为铁的1/3,有很高的塑性,易加工,耐腐蚀性好,但由于其强度较低而不宜作为结构材料。铝合金是通过在铝中加入合金元素及运用热处理等方法强化后得到的,在保留纯铝部分优点的同时还具有较高的强度,使其成为理想的结构材料被广泛使用。铝合金型材具有密度小、强度高、耐蚀性好等优点,在达到同样的力学性能指标下重量比钢减轻47%,质地相对钢铁来说更软,发生碰撞时能更好地变形吸能。本文所选的固定器工装需要满足重量较轻以方便工作者的搬运与操作,还需满足耐用要求,鉴于工装的存放环境还需要耐腐蚀。另外,在进行LPT 前锁螺帽的磅紧工作时,由于牛头工装与工装之间有间隙,牛头工装会随着工作者的用力而产生晃动而与固定器产生碰撞,需要固定器有变形吸能的功能。因此,固定器工装材料选择为铝合金。
5 固定器工装的研制
本文研制的工装包括三部分:横梁;固定牛头工装和横梁的限位柱;固定发动机风扇机匣和横梁的限位块。
5.1 固定牛头工装和横梁的限位柱
固定牛头工装和横梁的限位柱是两个与水平面呈60°的斜平面(见图4),分别固定在牛头工装的两侧。选择这个角度的原因是牛头工装垂直于水平面时其与水平面的夹角正好为60°,这样固定牛头工装和横梁的限位柱与牛头工装更加契合。需要保证固定牛头工装和横梁的限位柱与牛头工装接触平面之间的宽度大于或等于牛头工装的宽度,以固定限位牛头工装。如果横梁的宽度小于牛头工装的宽度,在使用牛头工装进行低压涡轮前锁螺帽的磅紧工作时,固定牛头工装和横梁的限位柱的压强会较大。固定牛头工装和横梁限位柱的水平面采用内部螺栓连接外部焊接的方式与横梁固定在一起。
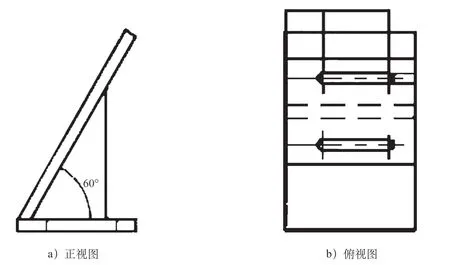
图4 固定牛头工装和横梁的限位柱
5.2 横梁
横梁为一个长方体(见图5),横梁的长度需要保证横梁两端都与风扇机匣的限位块连接并固定,横梁的宽度需要保证大于或等于固定牛头工装和横梁的限位柱的宽度,以固定限位柱。图5a)中的黑点处为横梁与限位柱螺栓连接的位置。
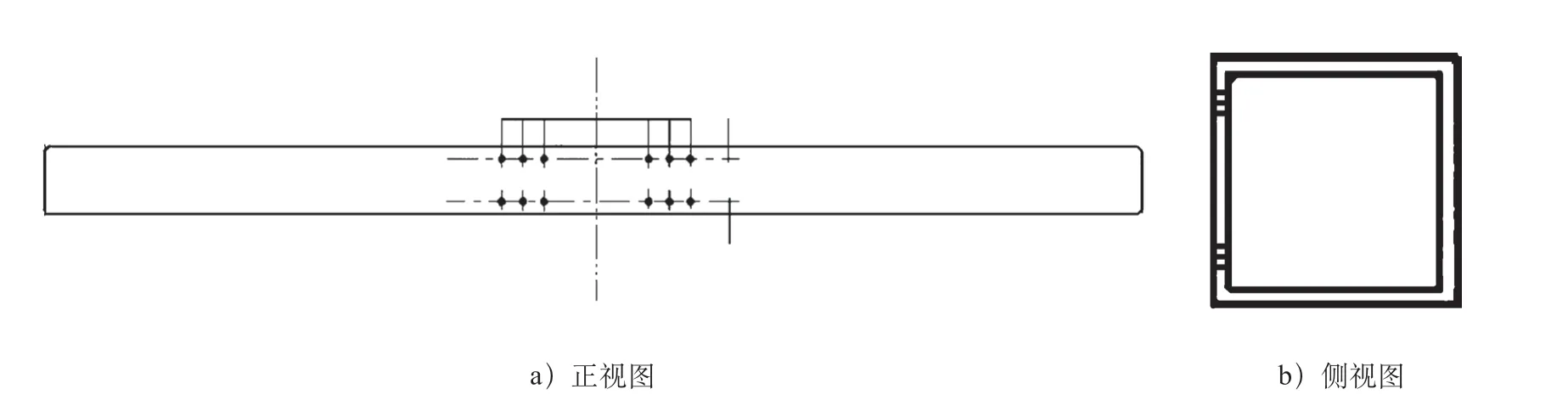
图5 横梁
5.3 固定发动机风扇机匣和横梁的固定块
两个固定发动机风扇机匣和横梁的固定器分别由一个扇形面和一个长方体焊接而成,其中,扇形面将固定器固定在风扇机匣上,长方体使固定器与工装横梁固定。如图6 所示,风扇框架上有48 个螺栓孔,这些螺栓孔将发动机进气道连接到航空发动机上,本文选取风扇机匣上半边的3 个螺栓孔来固定固定器,固定器在风扇机匣上的示意图如图7 所示。
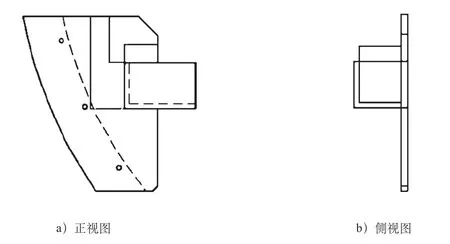
图6 固定器
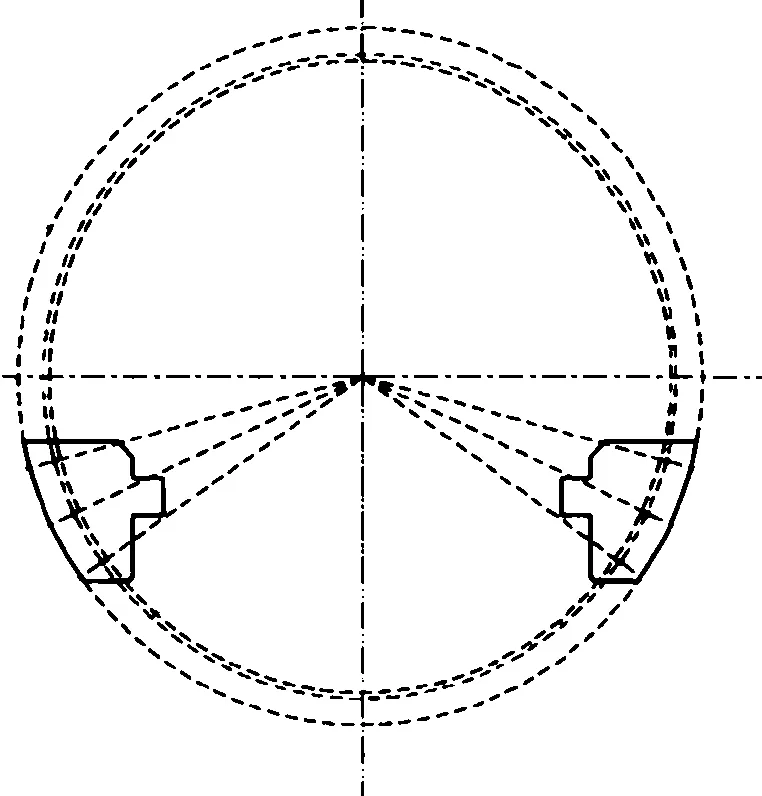
图7 固定器在风扇机匣上的示意图
依据上述工装的研制进行实际工装的制造,在车间一台V2500 航空发动机大修总装上进行实际验证,实际工装安装在发动机上的示意图如图8 所示。

图8 固定器在实际工作中的使用
制作完成的V2500 LPT 螺帽磅紧力矩扳手固定器工装由两部分组成,一部分是两个固定牛头工装和横梁的定位柱与横梁焊接在一起作为一个整体,另一部分是两个固定风扇机匣和横梁的固定块。安装牛头工装后,先在风扇机匣上安装两个固定风扇机匣和横梁的固定块,再将横梁放置在固定块中,两端用保险销插上,确保工装在磅紧过程中横梁不会从固定块中脱出而造成人员伤害。
实际工作中使用该固定器工装只需一名机械员就可完成低压涡轮单元体前锁螺帽磅紧工作,总装小组内其余工作者可从事风扇机匣上附件的装配,从而大大提高了总装的工作效率。
6 结束语
本文分析了V2500 发动机水平安装LPT 的步骤,对关键步骤磅紧LPT前锁螺帽进行了优化。对比了两种不同的安装方法,选择适合的工装材料和工装各零件,研制出不带风扇单元体进行安装的V2500 LPT 螺帽磅紧力矩扳手固定器。该工装成功组装发动机并试车通过,经客户使用证实了该安装方法的适用性和可行性,显著提高了总装效率。
