矿用带式输送机跑偏及调心托辊纠偏性能的研究
2022-01-27岳志敏
岳志敏
(晋能控股煤业浙能麻家梁煤业有限责任公司, 山西 朔州 036000)
引言
带式输送机以其结构简单、运输效率高、环境适应性强等众多优势,在很多工业领域都有非常好的应用,特别是对于煤矿物料这种散装物体,使用带式输送机进行运输非常合适[1]。但是由于矿井工作环境非常复杂,带式输送机工作时特别容易出现故障问题,其中皮带跑偏就是典型的故障问题之一[2]。严重制约着带式输送机的开机时间,降低了煤矿物料的运输效率。针对带式输送机皮带跑偏现象出现的原因及其控制措施,国内外很多学者开展了大量研究,提出了很多治理措施,且在实践应用中获得了很好的应用效果[3]。其中,应用调心托辊结构对皮带跑偏现象进行纠偏处理就是很好的例子,效果显著[4]。本文主要运用有限元方法分析了调心托辊的纠偏性能,对于更深入地掌握调心托辊的纠偏原理,推广其应用范围具有一定的实践意义。
1 带式输送机皮带跑偏及调心托辊概述
1.1 皮带跑偏现象
带式输送机的皮带跑偏现象是设备实践应用过程中经常出现的故障问题。对于皮带跑偏问题,如果处理不当,轻则会对设备造成不可挽回的损伤,影响其使用寿命,重则引发严重的安全生产事故,甚至造成人员伤亡。根据相关统计数据表明,国内外每年都有因为带式输送机皮带跑偏引发的安全事故。带式输送机的跑偏现象受多方面因素的影响,如图1 所示为导致带式输送机皮带跑偏的原因归类分析。可以看出,带输送机在设计、制造、安装、运行的任何环节,如果处理不当都有可能导致皮带发生跑偏问题。比如,带式输送机的托辊或者滚筒在安装时,其中心线没有与皮带的横截面保持平行状态,那么皮带在运行时左右两侧的摩擦力无法保持平衡,就会向一侧跑偏。由于皮带跑偏现象的影响因素错综复杂,再加上带式输送机工作环境通常比较复杂,所以很难从根本上消除带式输送机的皮带跑偏现象,只能采取措施来抑制皮带跑偏问题。就目前的情况而言,利用调心托辊装置对皮带进行纠偏应用效果较好。
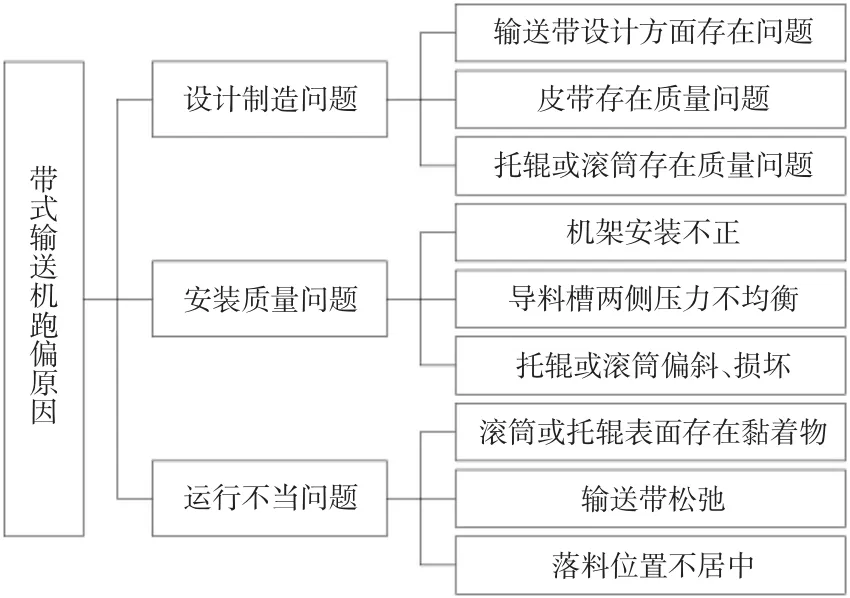
图1 带式输送机皮带跑偏原因分析
1.2 调心托辊
如图2 所示为用于纠正皮带跑偏现象的调心托辊结构示意图。由图可知,整个调心托辊结构主要包括调心托辊、支撑架、涡轮涡杆机构以及电机等。一旦带式输送机控制系统检测发现皮带存在跑偏现象,会下达控制指令启动调心托辊结构的电机,电机输出转速带动涡轮蜗杆机构运动,最终实现调心托辊旋转运动。当皮带跑偏方向不一样时,电机旋转方向也会存在差异。当调心托辊旋转后,所在的平面与皮带横向方向存在一定角度,此时会对皮带产生一个侧向的纠偏力,将皮带纠正到正确的位置上来。

图2 调心托辊结构示意图
2 调心托辊模型的建立
2.1 带式输送机几何模型的建立
本文以典型的DTL140 型带式输送机为对象进行研究。需要利用Solidworks 软件建立带式输送机的简化模型,如图3 所示为建立的带式输送机三维简化模型,建立的模型中只包含滚筒、托辊、皮带,模型中所有结构的参数全部按照DTL140 型设备的实际尺寸执行。其中,皮带的宽度为1.4 m,驱动滚筒和改向滚筒的直径分别为1.25 m 和0.8 m,托辊的直径为133 mm。考虑到皮带的特殊性,在建立皮带模型时对其进行了离散化处理,模型中的皮带由很多宽度为20 mm 的小条连接而成。为了简化计算过程,模型中所有的倒角、倒圆全部忽略处理。
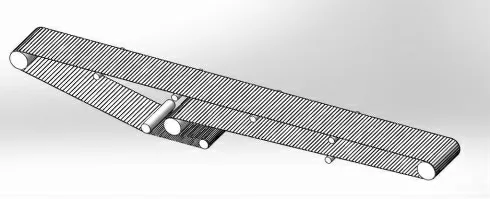
图3 带式输送机三维简化模型
2.2 有限元模型的建立
将建立的三维简化带式输送机模型输入到ADAMS 软件中,然后将皮带设置为弹塑性体,托辊和滚筒全部设置为刚体。将其中一个托辊视为调心托辊,在建立模型时可以改变其与皮带横向截面之间的角度。约束所有的托辊和滚筒只能绕其中心线做旋转运动,对于张紧滚筒需要施加一个向下的作用力以达到张紧皮带的作用,确保皮带与滚筒、托辊之间始终保持接触。将皮带与滚筒、托辊之间的接触类型设置为实体—实体接触,两者之间的静摩擦系数和动摩擦系数分别设置为0.5 和0.3。模型中设置带式输送机的启动时间为1 s,正常运行时驱动滚筒的转动速度为208.35 rad/s,即在1 s 时间内驱动滚筒的转动速度由零线性增加到208.35 rad/s,然后保持不变。
3 调心托辊的纠偏性能研究
实践经验表明,调心托辊结构在实践应用时其偏转角度以及调心托辊承受的正压力会对纠偏性能产生比较重要的影响。本研究主要是在有限元模型中改变以上两个变量的参数大小,分析对皮带发生位置偏移量的影响规律。
3.1 旋转角度对皮带偏移量的影响
目前普遍的思想认为,调心托辊的旋转角度越大,纠偏性能就越好[5]。本文所述的调心托辊结构最大旋转角度为25°,为了分析旋转角度对皮带跑偏问题纠偏效果的影响规律,在有限元模型中将调心托辊的旋转角度设置在3°~24°内变化,每间隔3°取值建模进行计算。如图4 所示为调心托辊旋转角度对皮带偏移量的影响规律曲线。

图4 皮带偏移量与旋转角度之间的关系曲线
由图4 可知,随着调心托辊旋转角度的不断增加,皮带中的偏移量先随之不断增加,而后又呈现出逐渐减小的趋势,出现转折的位置在旋转角度为12°时。以上研究结果与普遍认识存在一定的差异,皮带跑偏量并没有随着旋转角度增加出现线性增长的趋势,而是在12°时达到了最大值。综上可以得出,随着旋转角度的不断增加,调心托辊的纠偏能力逐渐增强,但是当旋转角度超过12°以后,其纠偏能力随着旋转角度的增加不断降低。
3.2 正压力对皮带偏移量的影响
带式输送机输送的煤矿物料越多,那么皮带与托辊之间的正压力越大,通常情况下认为正压力越大,皮带越容易发生跑偏现象[6]。为了分析调心托辊正压力对皮带跑偏量的影响规律。本研究中,首先将重力加速度设置为9.8 m/s2,计算结果发现皮带与调心托辊之间的正压力为7 N。在后续的分析中,分别将皮带与调心托辊之间的正压力设置为14 N、21 N、28 N、35 N、42 N。如图5 所示为调心托辊正压力对皮带偏移量的影响规律曲线。

图5 皮带跑偏量与正压力之间的关系曲线
由图5 可知,随着调心托辊正压力的不断增加,皮带跑偏量随之出现了线性增加的趋势。意味着调心托辊正压力越大,其拥有更加优越的纠偏能力。另外,以上结果还表明,当带式输送机运输的煤矿物料重量越大时,越容易发生皮带跑偏现象,所以控制带式输送机的输送量是缓解皮带跑偏现象的实践措施之一。
4 结论
1)调心托辊的纠偏原理主要是改变托辊与皮带横向截面之间的角度,从而改变调心托辊与皮带之间的摩擦状态,使皮带回到正确的位置上来。
2)调心托辊的旋转角度和托辊表面正压力是影响纠偏性能的两个重要因素。
3)分析结果发现,随着旋转角度的不断增加,调心托辊的纠偏能力先逐渐增加,旋转角度为12°时,纠偏能力达到最大值;而后纠偏能力逐渐降低。调心托辊表面正压力越大其纠偏能力越好。
