热轧带钢生产中翘曲变形行为研究
2021-12-27鲁剑龙
鲁剑龙
(河钢股份有限公司承德分公司,河北 承德 067000)
随着钢铁行业国内外市场竞争的加剧,采用热轧带钢代替部分冷轧带钢,即“以热带冷”,是钢铁企业产业结构调整,降本增效的主要措施之一。我国热轧带钢生产用轧辊采用磨削技术,但这种技术已经不能满足多变的轧制情况,尤其是对产品凸度控制后,热轧带钢生产非常容易出现翘曲变形行为。目前,对热轧带刚生产中翘曲变形的行为已有部分研究,研究表明主要存在温度分布不均匀的情况,但是在我国学术界,对于翘曲变形的行为并没有深入进行研究,但是在热轧带钢生产流程中,因技术复杂性极高,对模型精确度也非常高,所以,结合热轧带钢生产中存在的问题,构建多种变量的模型,而以往针对此方面的研究中,由于未结合精准的计算公式,导致其得出的研究结果精度低,无法为热轧带钢生产中质量控制提供真实、可靠的数据。为弥补传统研究中存在的不足,本文提出热轧带钢生产中翘曲变形行为研究,希望能够通过研究翘曲变形行为,结合精准的计算,为提高热轧带钢生产质量提供技术支持。
1 热轧带钢生产中翘曲变形影响因素
1.1 明确翘曲变形原因变量
根据现场采集到热轧带钢生产基础信息来看,由于热轧带钢生产线的轧机为普通CVC四辊轧机,并配合弯辊调节控制手段,=有利于轧制产品板形控制。经过现场实践摸索,轧辊的不均匀磨损依旧存在,产生翘曲变形与轧辊不均匀消耗相关,轧辊耐磨性不够,导致接触作用力弱,对热轧带钢就易产生翘曲变形的原因,同时也导致热轧带钢不均衡生产。通过辊型优化设计及改善轧制工艺的方法,提高轧机板形控制能力,并消除翘曲变形缺陷的发生,提高热轧带钢质量。
生产中,普通四辊轧机工作辊局部瞬间受热,导致其内外温差较大,也会在一定程度上导致热轧带钢材料受热不均匀。此外,在热循环过程中,板坯在炉中温度不均时产生热应力,随着热应力的增加,则会导致热轧带钢出现翘曲变形行为,对热轧带钢的生产质量及效果产生影响[2]。
通过上述示意表1来看,对热轧带钢翘曲变形的原因我们提取了六种原因,其中五种原因对热轧带钢的翘曲变形行为影响皆为高。材料孔隙率过大、轧辊消耗过大、钢材料受热不均匀以及炉内干燥,对热轧带钢生产中翘曲变形行为有重要影响,所以在热轧带钢的生产中,需重点注意这五种原因变量。坯料尺寸不均匀对于热轧带钢的翘曲变形的影响程度为中,也需要岗位人员在前期准备上多多注意,避免坯料尺寸不均匀的情况出现。
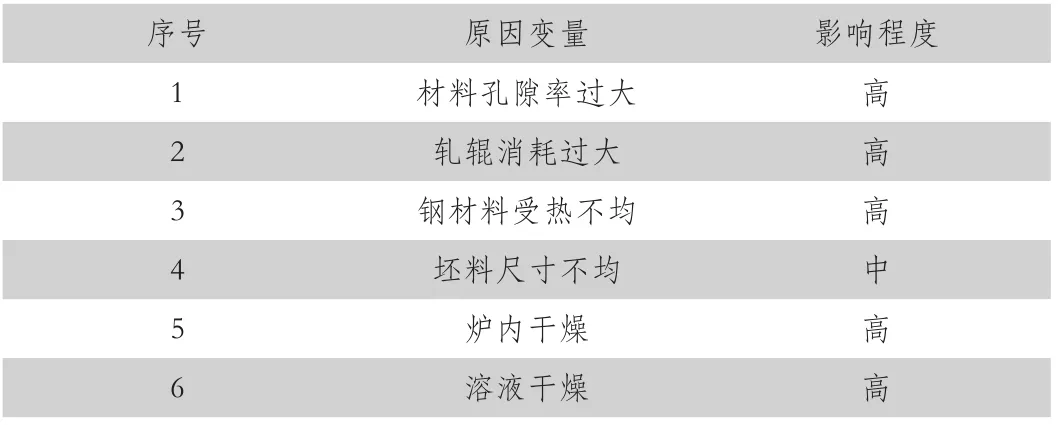
表1 热轧带钢生产中翘曲变形原因影响程度示意表
控制热轧带钢翘曲变形的方法因轧机的技术装备水平不同而不同,可将其总结为以下几种方式:
(1)对工作辊辊型进行优化,轧辊因长期磨损、压扁、弹性弯曲,实际辊缝形状与设计形状存在较大差异,也直接造成带钢形状无法控制,为了解决这一因素对带钢生产的影响,对工作辊辊型设计采用了辊型曲线。轧辊保持一定形状,辊缝的形状也得到有效控制,另外可以根据实际生产情况调整辊型曲线。
(2)轧辊磨削参数调节。由于热轧平整过程中产生的工作辊不均匀磨损会严重影响平整后带钢翘曲变形情况,为保证热轧带钢板形质量,不仅要保证初始磨削工作辊辊形时的平整后带钢板形质量最优,而且还要保证不同磨削阶段工作辊辊形时的平整后带钢板形质量最优。为了保证弯辊力在热轧平整过程中有足够的上下调节范围,将初始磨削工作辊辊形时的弯辊力设置一个标准值,此时弯辊力有正有负,取其调节范围的平均值;当工作辊为不同磨削阶段辊形时,为了补偿由于不均匀磨损引起的局部辊缝凸度过小,此阶段主要采用负弯辊力,此时弯辊力取负弯辊力调节范围的平均值。
1.2 构建翘曲变形模型
为了研究热轧带钢生产中翘曲变形行为,我们要结合多种变量构建翘曲变形模型。其中,不考虑工作人员的问题,也就是在构建翘曲变形模型时,坯料尺寸均匀以及炉内都保持干燥,对其材料孔隙率过大、轧辊消耗过大和钢材料受热不均进行首先考虑因素。首先,我们要确定在翘曲变形的状态下的两组作用力,一种是弯曲载荷的中面力,第二种是翘曲产生微弯变形的弯曲力,其物理方程如下列式子(1)和式子(2)所示。

其中,P1代表为弯曲荷载的中面力;P2代表为翘曲产生微弯变形的弯曲力;E代表轧辊消耗程度;b代表总弹性模量;a代表为横向弹性模量;x代表为弯曲变形引起的收缩比;i代表为临界荷载值。根据公式(1)和公式(2)我们加入温度和其他影响因素的变量,确定热轧带钢的翘曲变形模型。如下列式子(3)所示。

其中,P表示为热轧带钢翘曲变形程度;T代表温度;β代表其他影响分子。从公式(3)中我们可以看出,温度的稳定程度影响热轧带钢的翘曲变形程度,其他影响因素变量越大,翘曲变形程度越大。至此,翘曲变形模型构建完成。
2 热轧带钢生产中翘曲变形行为研究
我国热轧带钢的技术虽有进步,但质量与产量均存在问题,热轧带钢的生产中翘曲变形行为非常严重。在前文中提到,热轧带钢生产过程中影响其翘曲变形行为的,主要存在五点问题,下面对这五点进行分析研究。一是材料孔隙过大,材料孔隙过大会导致材料单边差值相对较大[1]。在此种情况下,热轧带钢平整过程,无对板型整体无法进行有效控制,则会出现翘曲变形行为。其中,需要重视的是自身材料质量不过关,孔隙率太大,在热轧带钢平整过程中必然会出现侧弯,此现象是无法通过控制技术进行修复的,所以在带钢生产中,选择合适的材料极为重要[3]。二是轧辊消耗问题,轧辊消耗问题主要是指在材料热轧时,轧辊因会受到极大的轧制力,导致板型出现凸起、磨损严重等现象,致使出现翘曲变形行为[4]。三是带钢受热冷却不均匀,热轧带钢连续冷却时,温度梯度较大,成品受热和冷却不均匀会产生大量的热应力,若其热应力超出标准值,即热应力比钢材料结合强度大时,产生基板脱离,对热轧带钢板型的平整度产生影响,从而引发热轧带钢的翘曲变形行为。但这类现象只能分析其温度的影响,并不能确定哪个过程,哪个阶段,也无法确定热轧带钢中哪个生产环节容易发生翘曲变形[5]。在生产初期,热轧带钢不间断的向空间进行热辐射,带钢与轧辊、辊道通过接触产生热传导现象,轧件与空气发生对流传热现象,这些导致热轧带钢的热量降低;带钢塑性变形,外界做功使热轧带钢能量增加,带钢与轧辊等发生摩擦导致热能增加。当加热炉内温度较稳定时,翘曲变形的行为也变少。四是坯料尺寸不规范,坯料尺寸不规范主要会影响断层的厚度,降低板型控制时宽度方向的延伸性,影响控制精度,导致出现翘曲变形行为。五是炉内存在硫化物杂质物质,在热轧带钢的生产过程中,需要先向加热炉内投入钢坯,加热炉内存在部分杂质物质,钢材料会在加工过程中与杂质物质发生反应,在反应中热应力持续增加,钢材的结合程度变差,孔隙率增加,钢材无法承受热应力,导致发生翘曲变形。在这过程中,若出现其他杂质类颗粒被加入进加热炉中,其他杂质类颗粒也会与溶液及水分发生反应,且与加热炉中的钢材也发生反应,更会进一步加热轧带钢的翘曲弯曲[6]。
3 结语
本文通过研究热轧带钢生产中翘曲变形行为,证明了研究在实际应用中的适用性,以此为依据,证明此次研究的必要性。因此,有理由相信通过本文研究,能够解决传统热轧带钢生产中的翘曲变形行为。但本文同样存在不足之处,主要表现为未考虑本次研究方法的复杂性,这一点,在未来针对此方面的研究中可以加以补足。与此同时,还需要对热轧带钢生产中翘曲变形行为控制方法的优化设计提出深入研究,以此为提高热轧带钢生产质量提供建议。
