基于红外热成像技术的钢管混凝土密实度检测研究
2021-12-21杨鸿玉蒋佳磊蔡睿欣周军红
杨鸿玉 李 赟 危 鼎 蒋佳磊 蔡睿欣 周军红
中国建筑第八工程局有限公司 上海 200122
混凝土的密实性直接影响钢管混凝土结构,进而影响整个结构的安全性能。钢管混凝土的不密实情况有:由于混凝土的浇筑位置较高而造成混凝土离析;由于混凝土内部粗细骨料配合比问题,造成底部骨料紧密堆积,而上部骨料稀疏、水泥浆含量较高;由于钢管设置了较多内隔板,导致内隔板下部存在局部孔洞;由于混凝土本身的收缩,使钢管与混凝土在界面处脱开造成不密实。钢管混凝土内部缺陷若发生于结构主要受力部位,将对结构承载能力有重要影响。因此,查明钢管混凝土内部缺陷非常必要[1]。
现阶段,超声波检测是针对钢管混凝土密实度的主要检测方法,在混凝土与钢管内壁脱离的缺陷检测方面,超声波检测仅适用于一侧混凝土与钢管脱开、另一侧混凝土与钢管密贴的情况,存在局限性[2-3]。
在文献[4]中,由于没有在缺陷厚度上形成对比,设置的温差也仅仅限于8 K、5 K,没有更多的温差参照对比,并且所得试验值没有时间历程分析,与模拟值不能形成良好的对比。 因此,本文将在文献[4]的基础上进一步进行研究,将最小温差设置到2 K,缺陷厚度设置到0.5 cm,并将试验值和模拟值进行对比分析,从而实现利用混凝土的入模温差对隔板下部局部空洞缺陷进行密实性检测研究的目的。
1 检测原理
红外热成像技术的基本原理:利用红外热成像技术将红外辐射(任何高于绝对零度的物体都是红外辐射源)转化为可见温度图像,从而实现对物体特征的分析和评价。当物体内部存在裂缝和缺陷时,它将改变物体的热传导,影响物体表面温度的分布,将不可见的裂缝和缺陷以直观的温度图像反映出来,达到检测物体内部缺陷的目的[5-6]。
现阶段,建筑工程行业无损检测领域的很多方面已成功运用了红外热成像技术,如外墙饰面检测、建筑渗漏检测、建筑节能检测、灾损建筑检测和混凝土密实度检测等。然而,在钢管混凝土密实度检测方面的研究却罕有[7-8]。
2 试验研究
2.1 试验方案
由于钢管混凝土浇筑时流态的混凝土中主要是水泥砂浆与钢管壁接触,因此试验采用水代替混凝土中的水泥砂浆,作为入模材料。同时,虽然混凝土1.54 W/(m·K)的导热系数为水0.6 W/(m·K)的导热系数的2.57倍,但混凝土837 J/(kg·K)的比热容是水4 185 J/(kg·K)的比热容的1/5,相比于其他材料,水更适合于代替混凝土作为入模材料。
由于E P C珍珠保温板与空气的导热系数分别为0.027 W/(m·K)和0.026 W/(m·K),两者的导热系数基本相同,因此试验采用EPC珍珠保温板代替空气作为缺陷。各材料的物理性质如表1所示。

表1 各材料物理性质
为与工程实体结构一致,试验采用壁厚30 mm、直径550 mm的圆形钢管柱,钢管材质为Q345;混凝土为C60;设置4种不同大小及厚度的EPC珍珠保温板缺陷(A缺陷为10 cm×10 cm×1 cm,B缺陷为10 cm×10 cm×0.5 cm,C缺陷为5 cm×5 cm×1 cm,D缺陷为5 cm×5 cm×0.5 cm),用环氧树脂粘贴于钢管内壁;红外热成像仪器为FLIR T420,图像像素值为320×240,热灵敏度为<0.045 K@+30 ℃,温度范围为-20~+650 ℃,温度精度为±2 K或读数的2%。
为了减小环境温度变化对试验的影响,试验时间选择在清晨或者晚上,此时钢管受环境影响小,温度均匀。试验时先用测温枪测出钢管的温度T1,并用大功率加热器将水加热,用电子测温计测出水上、中、下位置处的温度,取平均值作为T2,当T2=T1+设定温差值时,停止加热,将水搅拌均匀快速地倒入钢管中,用红外热成像仪进行测量观察。
2.2 试验结果与分析
2.2.1 B缺陷试验结果与分析
入模温差为8 K时,B缺陷试验过程如图1所示。初始时刻的热成像图如图1(a)所示,此时空钢管呈现浅蓝色,下部淡黄色是由于钢管内部混凝土所传递的热量导致温度高于上部空钢管。图1(b)图像正中的圆形封闭区域即为B缺陷,左边为A缺陷,由于仪器是正对着B缺陷进行试验的,所以缺陷A并没有完全显示。此时B缺陷最大温差达到0.8 K。图1(c)为t=4 min时刻所得热成像图,温差达到0.5 K,此时缺陷颜色对比不明显,仅仅显现为淡黄色,改变仪器拍摄的温度云图比例区间,即可得到图1(d)所示的热成像图,此时t=5 min,温差达到0.4 K,缺陷呈现红色,被温度更高的白色所包围。
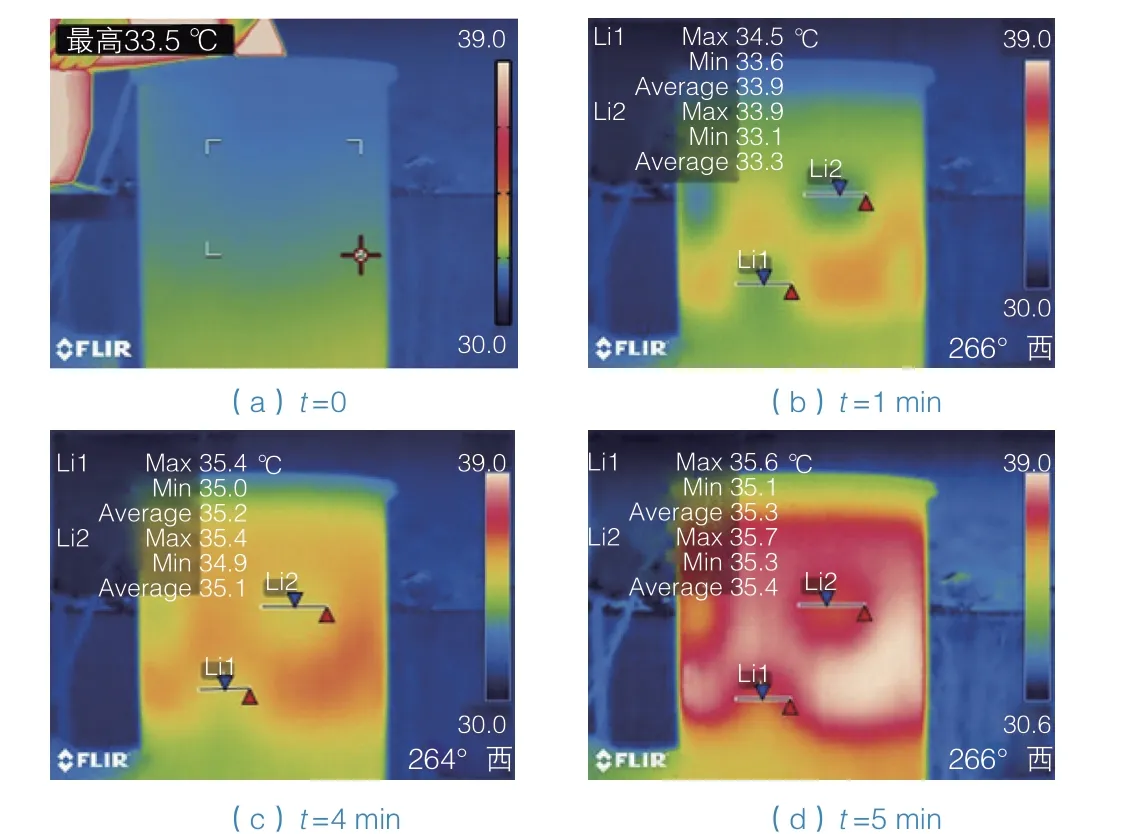
图1 8 K入模温差下B缺陷热成像图
入模温差为5 K时,B缺陷试验过程如图2所示。图2(a)为t=1 min时刻所得热成像图,温差达到0.6 K,此时缺陷颜色对比明显。图2(b)为t=6 min时刻的热成像图,温差达到0.2 K,缺陷呈现黄色,被温度更高的红色所包围。

图2 5 K入模温差下B缺陷热成像图
入模温差为4 K时,B缺陷试验过程如图3所示。图3(a)为t=1 min时刻所得热成像图,温差达到0.4 K。图3(b)为t=4 min时刻所得热成像图,温差达到0.3 K,此时缺陷区域变得模糊,缺陷不明显。

图3 4 K入模温差下B缺陷热成像图
入模温差为3 K时,B缺陷试验过程如图4所示。与入模温差为4 K时相同,在t=1 min时刻温差达到0.4 K,t=4 min时刻温差达到0.2 K。
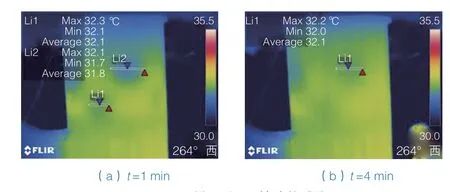
图4 3 K入模温差下B缺陷热成像图
入模温差为2 K时,B缺陷试验过程如图5所示。在t=1 min时刻温差达到0.3 K。t=2 min时刻温差已经降至0.2 K。
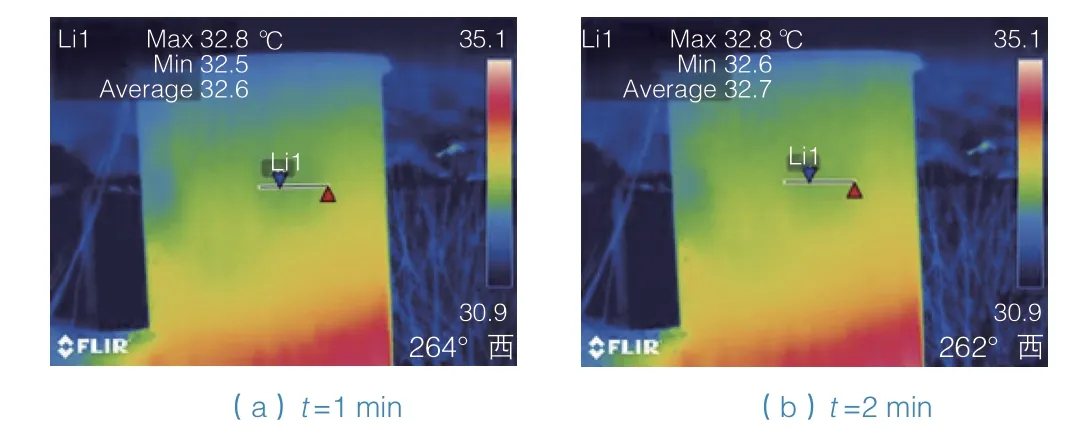
图5 2 K入模温差下B缺陷热成像图
从B缺陷不同入模温度下的试验热成像图可以看出,随着入模温度的降低,同一时刻所得缺陷温差也在降低,并且缺陷边界变得模糊,可以分辨出缺陷的时间段也在逐渐缩短。
因此将各入模温度下的热成像图整理分析,得到如图6所示的B缺陷不同入模温度下的缺陷区域温差曲线。所有的温差曲线整体上呈现下降趋势,并且在初始时刻存在一个上升段,达到最大温差后曲线逐渐下降;随着入模温度的降低,所得的缺陷区域温差值也在降低,在8 K入模温差下最大缺陷温差达到1.2 K,5 K入模温差下最大缺陷温差达到0.7 K,在2 K入模温差下最大缺陷温差仍可以达到0.3 K。
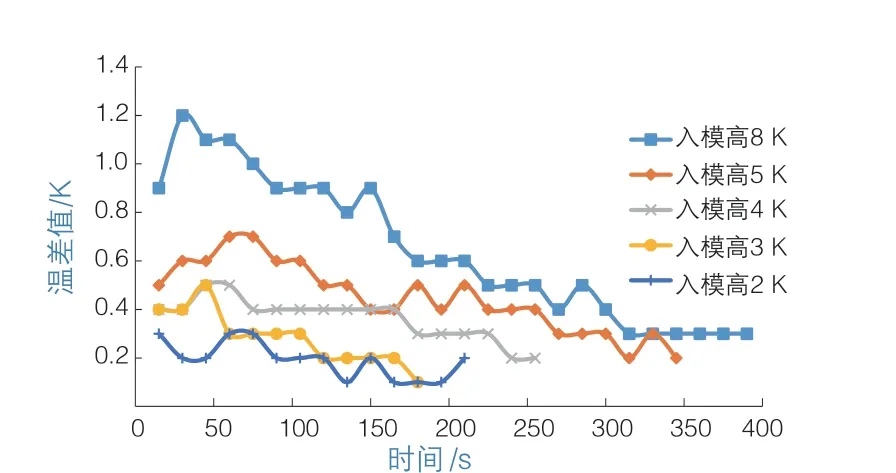
图6 B缺陷(10 cm×10 cm×0.5 cm)不同入模温度下的温差曲线
2.2.2 C、D缺陷试验结果与分析
入模温差为8 K时,C、D缺陷试验过程如图7所示。图像中呈现3个缺陷,其中右边一个为C缺陷,其余2个为D缺陷。t=30 s时刻的热成像图如图7(a)所示,C缺陷区域温差为0.5 K,D缺陷区域温差为0.4 K。t=90 s时刻的热成像图如图7(b)所示,C缺陷区域温差为0.7 K,D缺陷区域温差为0.5 K。
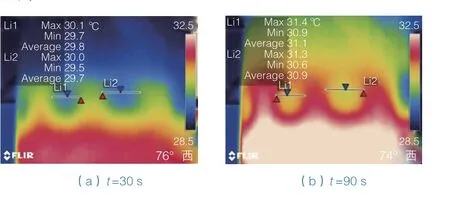
图7 8 K入模温差下C、D缺陷热成像图
入模温差为5 K时,C、D缺陷热成像如图8所示,此时t=60 s,C缺陷区域温差为0.6 K,D缺陷区域温差为0.5 K。入模温差为4 K时,C、D缺陷热成像如图9所示,此时t=60 s,C、D缺陷区域温差均为0.6 K。
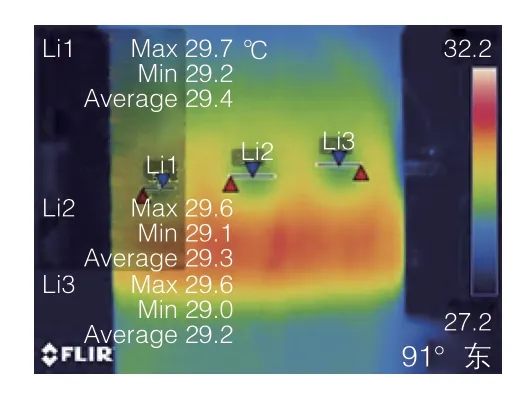
图8 5 K入模温差下t=60 s时的C、D缺陷热成像图
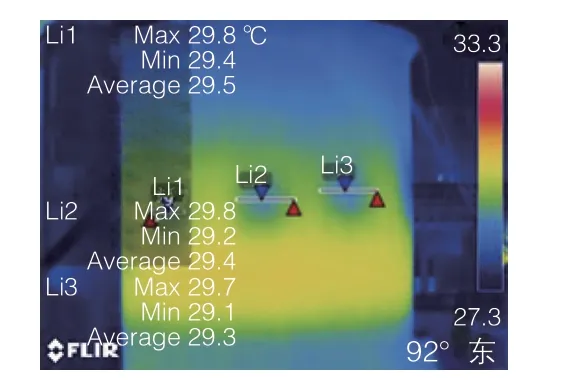
图9 4 K入模温差下t=60 s时的C、D缺陷热成像图
入模温差为3 K时,C、D缺陷试热成像如图10所示,此时t=45 s,C缺陷区域温差为0.3 K,D缺陷区域温差为0.4 K。入模温差为2 K时,C、D缺陷试热成像如图11所示,此时t=45 s,C缺陷区域温差为0.4 K,D缺陷区域温差为0.3 K。
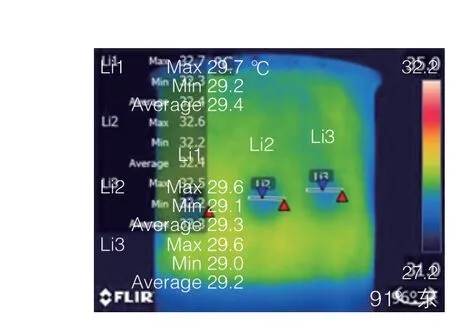
图10 3 K入模温差下t=45 s时的C、D缺陷热成像图

图11 2 K入模温差下t=45 s时的C、D缺陷热成像图
将各入模温差下的热成像图整理分析,得到如图12、图13所示的C、D缺陷不同入模温差下的缺陷区域温差曲线。与B缺陷温差曲线图相似,C、D缺陷所得的温差曲线具有相同的规律。在8 K入模温差下,C、D缺陷区域温差可达到0.6 K;在5 K入模温差下,C、D缺陷区域温差可达到0.4 K。
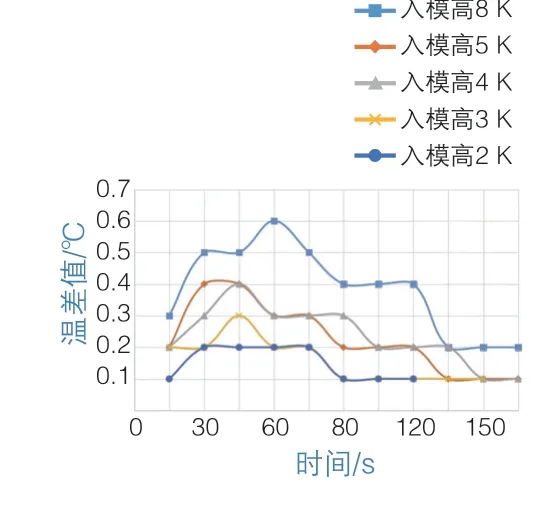
图12 C缺陷(5 cm×5 cm×1 cm不同入模温差下的温差曲线
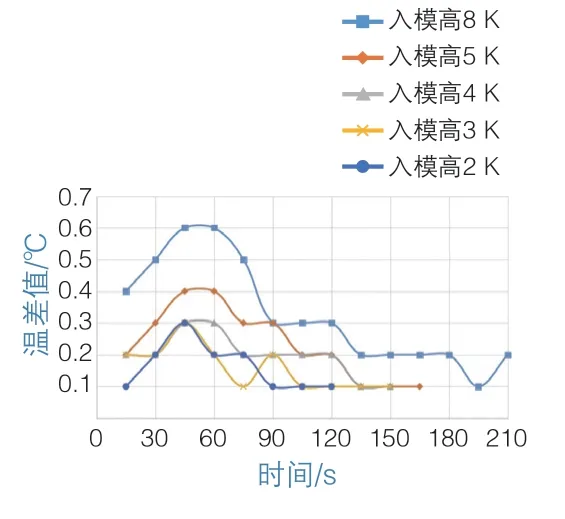
图13 D缺陷(5 cm×5 cm×0.5 cm)不同入模温差下的温差曲线
对比B、D缺陷区域温差曲线可以发现,相同入模温差下,B缺陷区域温差大于D缺陷区域温差,并且入模温度越高差别越大,即相同入模温度、相同缺陷厚度下,缺陷尺寸越大,缺陷区域温差越大。同样,对比C、D缺陷区域温差曲线可以发现,两者温差曲线差异不大,但在相同入模温度下,C缺陷温差稍高于D缺陷温差,即相同入模温度、相同缺陷尺寸下,缺陷厚度对缺陷区域温差的影响较小。
3 Ansys有限元热分析
利用Ansys有限元分析软件,建立热分析模型。各材料物理性质参见表1,选用Thermal Solid 8node278单元,有限元分析模型如图14所示。
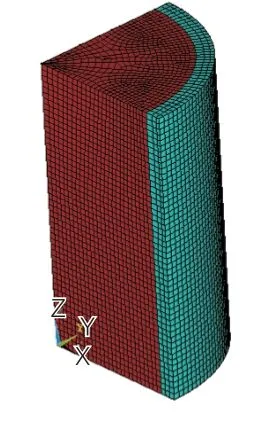
图14 有限元分析模型
各模拟图不再一一列举。图15为A缺陷在入模温差为8 K、t=15 s时刻的温度云图,图中蓝色区域即为A缺陷。将不同缺陷下的各模拟值进行整理,可得到如图16~图19所示的温差曲线图。

图15 8 K入模温差下t=15 s时的A缺陷温度云图

图16 不同入模温度下A缺陷(10 cm×10 cm×1 cm)模拟值温差曲线
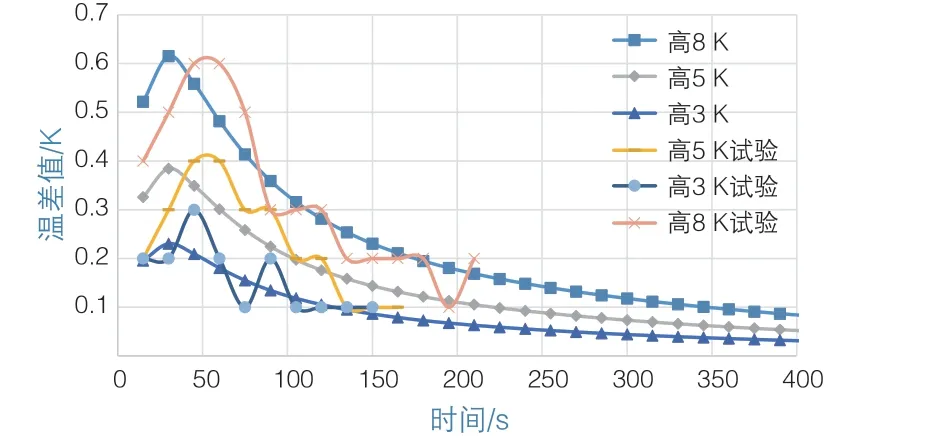
图19 不同入模温度下D缺陷(5 cm×5 cm×0.5 cm)温差曲线
为了更清楚地进行对比分析,在模拟值温差曲线的基础上,添加了试验值温差曲线。在图17中,B缺陷的模拟值和试验值温差曲线变化趋势基本相同,而模拟值大于试验值,原因可能是试验过程受到风的影响,导致试验值稍低,但是影响不大。在图18和图19中,C、D缺陷的模拟值和试验值比较吻合,但在3 K入模温差下所得的最大温差,试验值稍大于模拟值,原因可能是在试验结果处理过程中产生误差。

图17 不同入模温度下B缺陷(10 cm×10 cm×0.5 cm)温差曲线

图18 不同入模温度下C缺陷(5 cm×5 cm×1 cm)温差曲线
4 结语
1)随着入模温度的降低,同一时刻所得缺陷温差也在降低,并且缺陷边界变得模糊,可以分辨出缺陷的时间段也在逐渐缩短。
2)相同入模温度、相同缺陷厚度下,缺陷尺寸越大,缺陷区域温差也越大;相同入模温度、相同缺陷尺寸下,缺陷厚度对缺陷区域温差的影响较小。
3)对于10 cm×10 cm×1 cm(0.5 cm)和5 cm×5 cm×1 cm(0.5 cm)大小的缺陷,入模温差控制在3~5 K之间,此时的缺陷区域温差可达到0.4~0.6 K,易得到理想的红外热图像。
