汽车超高强钢等离子弧焊接裂纹自动识别技术研究
2021-11-27颜双权鲁梦雄王记鹏于长远
颜双权 王 磊 鲁梦雄 王记鹏 于长远
(辽宁理工学院 机电工程学院,辽宁 锦州 121000)
等离子弧堆焊是一种等离子弧焊接工艺,在提高材料表面耐磨性与耐热性能的应用中,等离子弧堆焊得到了越来越多的应用[1]。实际焊接过程中,受到环境以及认为因素的影响,不同影响程度下焊接缝隙部分会出现气孔、烧穿等缺陷,严重影响焊接产品的生产安全[2]。
本文提出汽车超高强钢等离子弧焊接裂纹自动识别。通过USB 数字传输方式,获取焊接图像传输速度与抗干扰能力,选择滤波器解决噪声问题,获取到焊接图像的整体轮廓,通过灰度直方图,获取图像全局灰度密布的情况[3]。为了预防识别时出现过度拟合状况,基于relu 激励函数衡量识别误差,完成焊缝视觉图像缺陷位置的准确识别。
1 弧焊接裂纹自动识别
1.1 汽车焊区图像获取
在等离子焊接区域,可以通过视觉信息获取系统记录焊区图像、焊接形状以及焊接宽度等信息,从焊接物体不同角度记录焊接图像,包括焊接面的前后、上下面[4]。
通过USB 数字传输方式,计算焊接图像传输速度,获取抗干扰能力,固定传感器中二级反射装置,该装置为可调节形式,使其呈现斜上45 度,简化光路调节方式[5]。
依据等离子焊接光谱,为消除弧光干扰,滤光片的中心波长选取为680nm。
I 表示焊缝缺陷图像,可有线性重叠加以表征,具体表现形式为:

式中,D 表示焊接缺陷目标图像,B 表示缺陷背景,N 表示外部环境影响噪声。
焊接裂纹图像获取传输过程中,会受到外部环境噪声影响,影响图像最终呈现效果,通过滤波器方式去除外部环境噪声。基于非线性处理,在去除噪声的情况下保留焊接图像边缘信息。
提取焊接图像全局特征,获取图像整体轮廓数据,依据灰度直方图,呈现焊接裂纹图像全局灰度密布情况。假设图像J 的尺寸大小为M×N,J*表示图像轮廓信息:

式中,f(x,y)表示在(x,y)处像素点灰度值大小,uj表示第j个焊接图像阈值大小。
1.2 等离子弧焊接裂纹自动识别
在焊接裂纹自动识别过程中,为保证识别精度,需要对焊接图像进行分割处理,假设焊接灰度图像为f(x,y),按照分割准则,选取图像f(x,y)任意灰度值Th,将其作为阈值。将焊接图像分割为二值图像g(x,y):

引入局部阈值算法,结合焊接图像像素灰度以及局部灰度特性,明确图像像素阈值大小。图像目标大小存在差异以及像素灰度值存在差异状态下,均可呈现较好分割效果,多目标分割原理如下所示:
图像的灰度值范围表示为1~L,分割图像为两个组别:集灰度的范围是(1,2,…,k)的一组与灰度范围为(k+1,k+2,…,k)的一组,概率表征方式如下所示:

上式中:ni代表为第i 个像素点;N 代表整个图像的像素点;Pi代表像素点i 出现的频率;ω(k)代表像素点i 出现的频率总和。
在卷积神经网络中,引入代价函数,衡量网络输出值与期望值之间误差大小,误差大小与网络性能呈现正相关关系,代价函数表征方式为:

其中,C 代表代价函数,x 代表输入,y 表示输出值,a 是期望值,n 表示总样本数量。
求解代价函数最小值,就要获取相应的w、b 的梯度值:

二值化焊接裂纹图像,裂纹图像包括焊缝区域以及背景区域。受到外界环境因素的影响,如X 射线强度等,加上材料密度分布差异,焊缝形状存在差异,在焊接图像内保留非焊接裂缝区域干扰像素。
通过上式可以看出,w、b 的梯度与输出偏差之间存在关联,梯度与偏差之间呈现正相关关系。参变量w、b 调节速度越快,训练速度越快,网络训练的核心目标就是求出符合C 最小时相对的w 和b,完成焊接裂纹图像精准识别。
2 实验研究
选取多自由度GTAW 焊接系统作为实验主要装置。该装置硬件包括:工件运动平台、位移控制系统、焊接电源、送丝机、送丝控制装置以及气流控制装置。焊接电源选取型号为INVERTER ELECON 500P 型。为了保证焊接不受到外界干扰影响,焊枪在焊接过程中保持静止状态,通过工件运动平台记录电弧相对移动状态。
图1 焊接试验
依据SNR 对数法光谱评价准则,量化表征等离子焊接裂缝识别过程敏感度,对数真数用缺陷样本与正常样本比值数量进行表示,求解对数值。在动态焊接过程中,输入信号选取焊接特征参数,与正常状态特征值比较,缺陷状态特征值过大或者过小,表明焊接裂缝识别可分离性较高,识别度较大。
在焊接实验开始后,加入油污污染,观察焊缝的氧化情况,当出现轻微氧化导致裂缝出现后,停止加入油污。在焊缝出现中期,增加焊丝偏丝情况,观察焊接表面的明显裂纹情况,此时焊接电流降低。(图2)

图2 夹渣焊缝的特征参数监测曲线
结合标准差阈值方式,检查焊接过程中裂缝是否出现。引入“Defection Degree”的概念,表征焊接构件表面裂纹出现的严重程度。识别特征值始终处于上下阈值之间,此时焊接状态为稳定状态,否则焊接过程出现波动,此时焊接裂缝较为严重。焊缝缺陷识别情况如图3 所示。
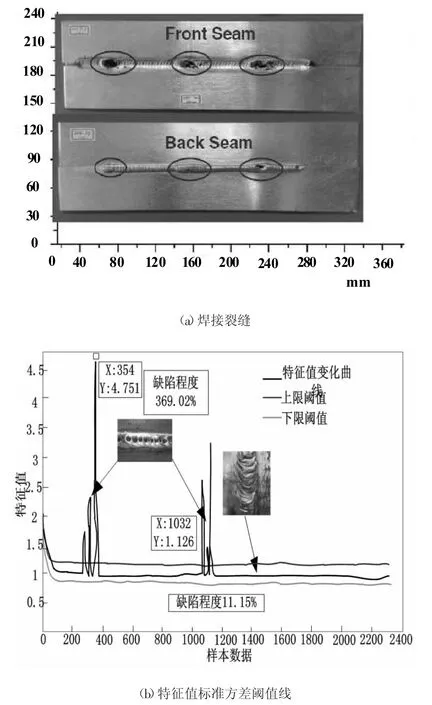
图3 焊缝缺陷识别
由图3 可以看出,焊接未出现裂缝状态下,特征值保持在上下限定值之间,在出现轻微裂缝状态下特征值超过阈值上限,裂缝识别图像也出现变化;在不同裂缝程度下,特征值标准方差值呈现不同状态,峰值出现差异。
3 结论
本文提出汽车超高强钢等离子弧焊接裂纹自动识别方法。通过USB 数字传输方式,获取焊接图像传输速度与抗干扰能力,选择滤波器解决噪声问题,为了预防识别时出现过度拟合状况,基于relu 激励函数衡量识别误差,完成识别。后期研究中可以通过改变焊接材料性质,如厚度、坡口形式等参数,研究多源传感信号响应。
