日立盾构机流体系统再制造设计分析
2021-11-19马俊江
摘 要:本文阐述了天业通联2010年制造的含号盾构机的泡沫系统、注浆系统、推进系统的再制造设计,以上三个系统为旧机原配,通过再制造设计以后可以适应新的地质、新的管片规格要求,通过旧件的检测、分类、利用,最大程度的节约新购成本,满足功能需求。通过升级设计使其盾构机泡沫系统实现“单口单管单泵单控”功能,这也是行业内最新的设计要求。此外再制造后注浆系统的注入量提高一倍、注浆密封性能更好。推进系统能力得到提高,同时又防止管片出现“踩缝”风险。通过盾构机再制造的设计,充分的节约能源、成本,同时提高盾构机原机的工作能力。
关键词:盾构机;泡沫系统;注浆系统;推进系统;再制造
中图分类号:U455 文献标识码:A 文章编号:2096-6903(2021)03-0000-00
盾构机扩径改造过程中,泡沫系统、注浆系统、推进系统应进行相应的提高、升级。本文重点介绍日立盾构机流体系统的再制造过程。
1泡沫、加泥系统
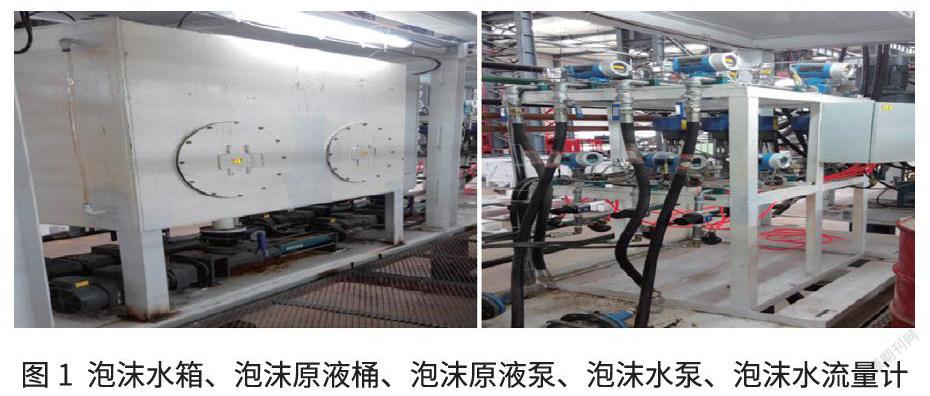
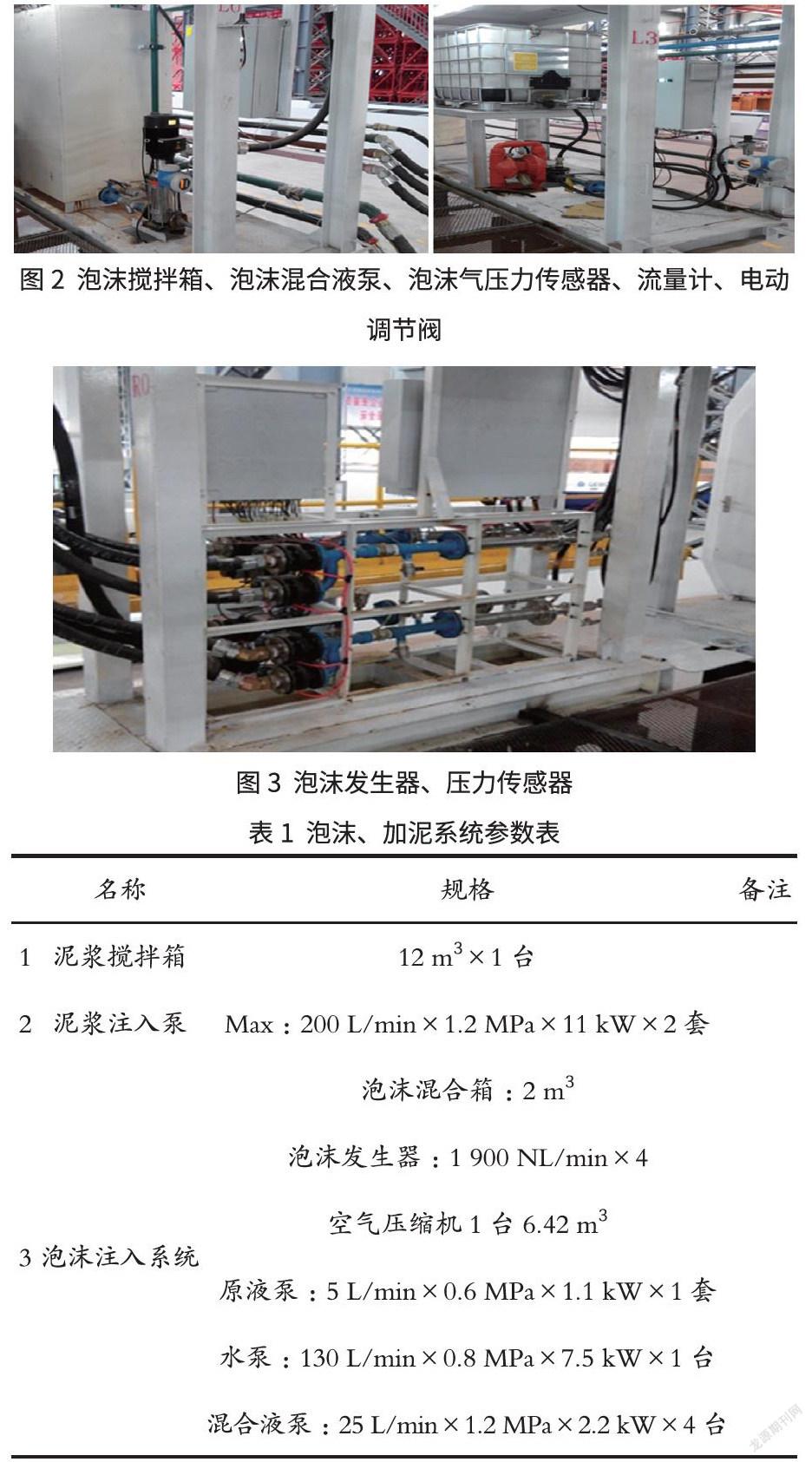
对原有泡沫系统做重新设计,全面提升泡沫系统的可靠性和可操控性。由4路泡沫系统实现单管单泵单控,向刀盘和胸板注入泡沫。用1台螺杆泵替代原有软管泡沫原液泵;原泡沫给水泵作为新泡沫系统的水泵继续使用,原泡沫动力柜更改泡沫给水泵的变频控制和混合液搅拌电机的控制。需新增泡沫混合箱,新增25L/min的螺杆泵4台,更改辅助机内控制箱和阀箱的相关设置,流量计、传感器、泡沫枪、气动阀等使用旧件。电气程序相应变更,触摸屏上能显示4路泡沫管路,可以在触摸屏上对每路参数进行设置操作。真正实现单管单泵单控,最大程度上利用原系统旧件,降低成本。
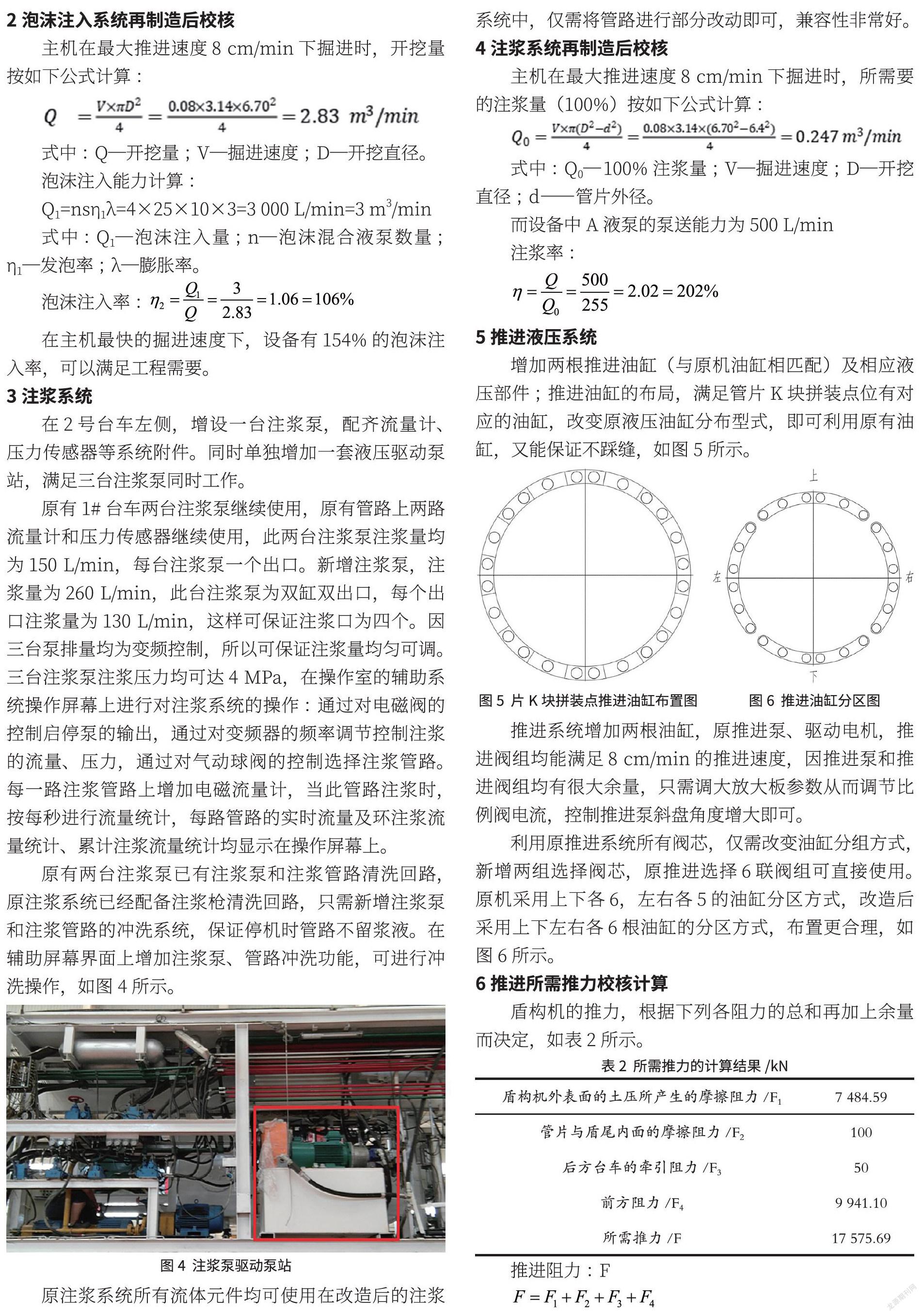
综合检测程序及传感器,确保司机室内显示气动球阀的开合与实际动作完全一致,如图1,图2,图3所示。
原加泥系统满足“加泥系统设置2路;刀盘面板、土仓仓壁及螺旋输送机应设有各自独立的添加剂(膨润土泥浆、泡沫、聚合物)注入管路和注入口,并能实现对泡沫、加泥两个注入系统的管理。能在盾构机操作室的操作面板上对添加剂加注作业的所有参数进行控制”,如表1所示。
2泡沫注入系统再制造后校核
主机在最大推进速度8cm/min 下掘进时,开挖量按如下公式计算:
式中:Q——开挖量;V——掘进速度
D——开挖直径
泡沫注入能力计算:
式中:Q1——泡沫注入量;n——泡沫混合液泵数量
1——发泡率; ——膨胀率
泡沫注入率:
在主机最快的掘进速度下,设备有154%的泡沫注入率,可以满足工程需要。
3注浆系统
在2号台车左侧,增设一台注浆泵,配齐流量计、压力传感器等系统附件。同时单独增加一套液压驱动泵站,满足三台注浆泵同时工作。
原有1#台车两台注浆泵继续使用,原有管路上两路流量计和压力传感器继续使用,此两台注浆泵注浆量均为150L/min,每台注浆泵一个出口。新增注漿泵,注浆量为260L/min,此台注浆泵为双缸双出口,每个出口注浆量为130L/min,这样可保证注浆口为四个。因三台泵排量均为变频控制,所以可保证注浆量均匀可调。三台注浆泵注浆压力均可达4Mpa,在操作室的辅助系统操作屏幕上进行对注浆系统的操作:通过对电磁阀的控制启停泵的输出,通过对变频器的频率调节控制注浆的流量、压力,通过对气动球阀的控制选择注浆管路。每一路注浆管路上增加电磁流量计,当此管路注浆时,按每秒进行流量统计,每路管路的实时流量及环注浆流量统计、累计注浆流量统计均显示在操作屏幕上。
原有两台注浆泵已有注浆泵和注浆管路清洗回路,原注浆系统已经配备注浆枪清洗回路,只需新增注浆泵和注浆管路的冲洗系统,保证停机时管路不留浆液。在辅助屏幕界面上增加注浆泵、管路冲洗功能,可进行冲洗操作,如图4所示。
原注浆系统所有流体元件均可使用在改造后的注浆系统中,仅需将管路进行部分改动即可,兼容性非常好。
4注浆系统再制造后校核
主机在最大推进速度8cm/min 下掘进时,所需要的注浆量(100%)按如下公式计算:
式中:Q0——100%注浆量;V——掘进速度
D——开挖直径;d——管片外径
而设备中A液泵的泵送能力为500L/min
注浆率:
5推进液压系统
增加两根推进油缸(与原机油缸相匹配)及相应液压部件;推进油缸的布局,满足管片K块拼装点位有对应的油缸,改变原液压油缸分布型式,即可利用原有油缸,又能保证不踩缝,如图5所示。
推进系统增加两根油缸,原推进泵、驱动电机,推进阀组均能满足8cm/min的推进速度,因推进泵和推进阀组均有很大余量,只需调大放大板参数从而调节比例阀电流,控制推进泵斜盘角度增大即可。
利用原推进系统所有阀芯,仅需改变油缸分组方式,新增两组选择阀芯,原推进选择6联阀组可直接使用。原机采用上下各6,左右各5的油缸分区方式,改造后采用上下左右各6根油缸的分区方式,布置更合理,如图6所示。
6推进所需推力校核计算
盾构机的推力,根据下列各阻力的总和再加上余量而决定,如表2所示。
推进阻力:F
F1——盾构机外表面的土压所产生的摩擦阻力
粘土的情况下:
砂质土的情况下:
F2——管片与盾尾内面的摩擦阻力
F3——后方台车的牵引阻力
F4——前方阻力
式中:μ1——钢与土的摩擦系数= 0.30
μ2——钢与混凝土的摩擦系数= 0.40
μ3——车轮与轨道的摩擦系数= 0.20
Pm——作用于盾構机本体的平均土压
Pf——加在前方的全土压
W——盾构机自重=3400.00(kN)
G1——后方台车重量=120.00 (t)
G2——管片重量=20.00 ( t )
D0——盾构机外径= 6.700 (m)
L——盾构机机长=8.780 (m)
8结语
本文通过对泡沫系统、注浆系统、推进系统的升级改造设计,使盾构机的泡沫注入量、注浆能力、推进能力满足新机的使用要求,充分利用旧件、通过针对性的再制造设计,减少成本输入、节约能源、减少环境污染。
收稿日期:2021-02-05
作者简介:马俊江(1986—),男,河北秦皇岛人,本科,工程师,研究方向:机械工程及隧道掘进装备。
Abstract:This article describes the remanufacturing design of the foam system, grouting system, and propulsion system of the shield tunneling machine manufactured by Tianye Tonglian in 2010. The above three systems are the original equipment of the old machine and can be adapted to the new after remanufacturing design. Geological and new segment specifications, through the detection, classification, and utilization of old parts, the new purchase cost can be saved to the greatest extent, and the functional requirements can be met. By upgrading the design, the shield machine foam system realizes the function of "single port, single tube, single pump, and single control", which is also the latest design requirement in the industry. In addition, the injection volume of the grouting system after remanufacturing is doubled, and the grouting sealing performance is better. The capability of the propulsion system has been improved, while preventing the risk of "stepping on the seam" of the segment. Through the design of shield machine remanufacturing, energy and cost are fully saved, and at the same time, the working capacity of the original shield machine is improved.
Keywords:shield machine; foam system; grouting system; propulsion system; remanufacturing
