连续立式退火炉炉压控制技术
2021-11-19汪红兵侯莉庆
许 翔,汪红兵,侯莉庆
(1 马钢冷轧总厂,2 马钢设备管理部,安徽马鞍山 243000)
引言
连续立式退火炉是冷轧镀锌机组、连续退火机组的核心装备。其中退火炉炉压控制是保证退火炉安全及炉内气氛的必要条件,在保证炉压稳定及炉内气氛可控的条件下,减少保护性气体消耗是生产线降本的重要手段。
1 退火炉炉压控制工艺功能
以连退线为例,退火炉分为预热段、加热段、均热段、缓冷段、快冷段、过时效1 段、过时效2 段、二冷段及终冷段。退火炉炉内气氛主要由氮氢混合气体组成,通常氮气比例为95%,氢气比例为5%,保证炉内无氧化及弱还原性气氛。炉压控制设备主要包括,补气系统、放散排气系统及密封系统。
1.1 补气系统
通过氮氢混合站将氮气与氢气分别进行减压并通过流量计算配比后混合,按区域分段送入退火炉,以连退线为例,分为三段,以快冷段为界限,分为退火炉前区、快冷段及退火炉后区三个区域,分别采用流量控制给整个退火炉补充氮氢混合气体,补气管道由区域总管分别接出至各个区域支管接入炉内,补气支管设置在退火炉的底部,再经过限流孔板平衡分配各区域补气流量。
1.2 放散排气系统
在退火炉的顶部各区域分别设置了放散管道,并通过调节阀、快切阀控制放散量,直接排空至大气,保证炉压稳定及吹扫状态下快速置换炉内气体。
1.3 密封系统
在退火炉的入口采用密封辊结构,并在辊子的上方注入定量氮气实现密封,镀锌退火炉的出口是通过锌鼻子深入锌锅内,通过锌液面实现密封,退火炉出口为水淬槽,通过水位来实现水封。当退火炉检测到低压,在入口密封区域自动加大补充氮气量,避免空气进入炉内。
2 退火炉炉压控制技术
2.1 炉压恒定控制
退火炉炉压控制技术通过退火炉PLC 来实现,为了保持炉膛压力恒定,退火炉炉压控制选取各炉段炉压最低值为目标值控制,退火炉为密闭结构,炉内为正压通常控制在120 Pa 至200 Pa,是为了防止外部气体的渗透,保证炉内无氧状态,通常炉内氧气含量小于20 mg/m3,需要补充一定量的氮氢混合气体保持炉内微正压。退火炉炉压控制分为压力控制与流量控制两种模式。
1)压力控制模式是正常生产状态控制模式,按退火炉炉压在线检测最小值控制,通过炉压PID 控制器控制氮氢混合气体流量及放散阀的开度,氢气流量根据氮气流量按设定百分比供给,通常氢气含量为5%。如图1 所示,炉压下降低于设定压力时,炉压PID 控制器输出大于50%,炉顶放散阀开度全关放散流量为0,增加氮氢混合气体补气量来保证炉内压力稳定;当炉压上升高于设定压力时,炉压PID 控制器输出小于50%,氮氢混合气体补气量降至最低维持流量,加大炉顶放散阀开度,来保证炉内压力稳定。
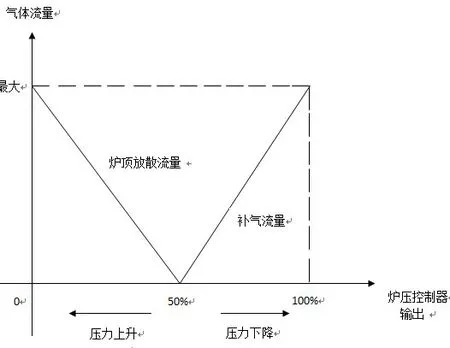
图1 压力控制模式炉压控制关系图
2)流量控制模式应用在吹扫模式下,氮氢混合气体补气量为恒定值,炉压低于设定压力时,通过炉压PID 控制器减小炉顶放散阀开度,来保证炉内压力稳定;当炉压高于设定压力时,通过炉压PID控制器加大炉顶放散阀开度,来保证炉内压力稳定。
2.2 吹扫控制
吹扫控制是通过氮氢混合站大流量氮气注入退火炉内,炉顶放散阀放散来进行气体置换,应用于两种情况。
1)在开炉后恢复生产过程中,由于有大量空气进入退火炉炉内,需要在短时间内将退火炉内氧含量降低至150 mg/m3以下。
2)准备停机检修时及其他需要快速降低氢含量至1%以下安全措施,实施安全吹扫,切断氢气,注入大流量氮气通过顶部放散阀进行炉内氢气的置换。
2.3 气体安全系统
气体安全系统是针对退火炉设计的氢气、氮气和煤气在高温情况下安全性控制的专有系统。用于出现异常情况的控制策略,对煤气、氢气、氮气等危险气体的自动处理,该控制级别高于PLC 控制权。气体安全系统由继电器联锁电气柜组成。该电气柜监控现场的煤气钥匙阀、顶部放散、炉内压力、氢气钥匙阀等现场关键设备。退火炉正常生产状态受PLC 的控制,异常状态时由气体安全系统控制,如炉压过高控制炉顶快切阀打开快速释放炉压,炉压过低时快速补充入口密封处氮气及加大炉内氮气补充量、切断氢气钥匙阀组等维持炉内微正压。
3 存在问题及对策
3.1 存在的问题
某镀锌线产线投运达15 年,炉膛设备老化,泄漏点较多,退火炉各区域氢含量不平衡,由于加热段后区及均热段还原带钢会消耗一定量的氢气,其他区域氢气消耗量少,造成炉内预热段及锌鼻子区域氢含量高,加热段及均热段氢含量低,为保证氢含量平衡加大氮氢气体补入量,及增大入口密封辊间距,增大放散量,维持炉压及炉内各区域的氢气平衡所需要的介质气体流量较大。该退火炉氮氢气体流量平均消耗900 m3/h,介质消耗较大,对应生产成本也高。
同时,炉压稳定性比较差,在钢种过度期间经常发生炉压波动,造成氢气钥匙联锁切断故障,影响了生产质量与产量,提高了生产成本。仅一年,氢气钥匙故障达到9次。
3.2 相关对策
3.2.1 测漏及堵漏
安排专业气体检测公司对全炉采用氢气检漏,对退火炉负压区域用氦气检测,通过测漏及封堵泄漏点以后,该镀锌退火炉氮氢气体补充流量从900 m3/h降低至790 m3/h左右,在生产线大修期间进一步堵漏消缺,恢复生产以后,在基础流量790 m3/h 的基础上,放散阀的开度均值为5%,效果十分明显。
3.2.2 优化流量控制
在堵漏基础上,对氮氢气体补充流量的基础流量下限进行优化调整,在保证炉压稳定的前提下,将氮氢气体流量从586 m3/h 降至200 m3/h,在200 m3/h 流量的情况下,仍然有放散阀处于打开状态。证明,炉膛的气密性水平已经得到了很大的提高,在此气密性标准下,具备调整基础流量下限。将基础流量下限设定从680 m3/h降低至400 m3/h。
在停炉模式下,通过速度判定,降低维持炉压,炉压设定从120 Pa 降低至100 Pa,进一步减小介质消耗。以生产线速度30 m/min 作为停机判定,生产线速度低于30 m/min,将炉压设定由120 Pa 降低至100 Pa,在100 Pa 炉压的状态下,停机时的氮氢气体流量基本为400 m3/h。
3.2.3 优化放散控制策略
为稳定炉压波动,优化了放散阀控制策略。原控制策略是当退火炉炉压过大时,炉顶全部放散阀同时打开对炉内气体进行释放,根据退火炉炉压PID 控制器的计算控制放散阀打开的开度。同步打开放散阀使炉压会产生很大的波动,当炉压低于设定值时,减少放散阀开度,放散阀全部关闭炉压还是低于设定值再增加补气量,容易产生炉压振荡。通过对炉压计算的PID块产生的调节量进行分段处理,在不同的调节量情况下分阶段逐次打开不同位置的放散阀,使得放散过程更加趋向于平稳,再优化炉压控制器PID参数,没有发生剧烈振荡的情况。
3.2.4 平衡氢气含量
针对氢含量不平衡问题,对退火炉分区流量控制进行优化,原补气系统在退火炉各段支管通过限流孔板来分配各段流量,重新设计限流孔板,前区与后区限流孔板直径φ24 mm 减小至φ22 mm,中间区域限流孔板直径φ24 mm 扩大至φ32 mm,合理分配各区域流量,使得氢气含量平衡。
3.3 改善效果
通过以上的优化工作,使得退火炉炉压控制稳定性大为提高,氢气钥匙因炉压波动切断的故障为0,在保证炉压、气体成分稳定的情况下,同时也实现降低氮、氢气体流量消耗量,与优化前相比减少近50%。
优化前平均氮气消耗900 m3/h,氢气消耗60 m3/h,优化后平均氮气消耗500 m3/h,氢气消耗45 m3/h,
根据该镀锌线退火炉年运行时间7 900 h,氮气单价0.3元/m3,氢气单价3元/m3来计算,年经济效益130 万元。
(900-500)×0.3×7 900+(60-45)×3×7 900=1 303 500元。
4 结语
该炉压控制系统,经过不断摸索与优化改进,节能效益显著且工作状况稳定。后期将对退火炉炉压与生产线速度、钢种、规格、炉内温度关系参数建立模型关系,实现精细化管理,动态调整氮氢气体补气量,进一步稳定炉压与降低介质消耗。