大型旋转机械启机阶段故障诊断
2021-11-19陈亚军王利军牛亚通
李 泉,陈亚军,李 彪,王利军,米 赛,牛亚通
(北京首钢股份有限公司,河北迁安 064404)
引言
冶金企业中高炉鼓风机、发电、制氧等大型旋转机械均为关键设备,实际生产中这些设备经常出现大中修或突发性跳机后,多次启机失败的案例,如何在短时间内解决问题并尽快启机,不仅直接影响企业正常生产和的经济效益,同时也是对检修过程质量、企业设备技术水平和专业人员技术能力的考验。
1 大型旋转设备启机阶段故障类型
根据历史案例统计,大型旋转设备启机失败故障有以下类型:
1.1 动不平衡
(1)检修期间转子轴长期静置,受自重产生弯曲变形产生的动不平衡。
(2)长时间检修后急于启机,启机前转子盘车时间不够,转子存在动不平衡。
(3)启机运行时暖机时间不够,加载过快,转子轴热变形造成弯曲,转子存在热不平衡。
1.2 动静碰磨
检修过程中不合理的气封、油封或轴瓦间隙造成的动静碰磨后,转子轴热弯曲后的动不平衡。
2 典型案例
首钢股份制氧2#增压机于2006 年12 月开始投用,主要为炼钢吹炼工艺、高炉炼铁工艺提供充足的氧气,该设备为德国MAN 公司制造,电机转速1 492 r/min,末级转速25 651 r/min,出口流量34 100 m3/h,最大吸入压力2.0 MPa,七级后最大排出压力6.7 MPa,齿轮箱小齿轮轴振动VT7231/7241跳机值为27μm。2#增压机测点总貌图见图1。

图1 2#增压机测点总貌图
2.1 故障经过
2#增压机组2020 年11 月13 日中修完毕,图2振动趋势图显示13日、14日开机运行时间段内连续4次启机失败,4 次失败的原因均为增压机四轴7241B 测点振幅先超过停机值27 μm 跳机,15 日经过检查处理后启机成功。5次启机情况如下:
第1 次:13 日11:49:33 开机,12:04:48 跳机,7241B测点振动55.5 μm。
第2 次:13 日13:03:27 开机,13:55:36 跳机,7241B测点振动58.5 μm。
第3 次:13 日20:21:47 开机,20:51:09 跳机,7241B测点振动63.3 μm。
第4 次:14 日16:05:51 开机,20:56:01 跳机,7241B测点振动57.8 μm。
第5 次:15 日14:25:53 开机,启机成功,7241B测点振动14.9μm。
2.2 故障分析
本次大修完毕后,2#增压机由制氧车间组织启机,前4次启机主要情况如下:
(1)第1 次启机失败怀疑是探头原因造成的假振,经检查未发现问题后第2次启机仍未成功。
(2)第3 次启机按转子轴长时间检修由于自重产生的临时性弯曲考虑,但经过大约6 h 盘车后仍启机失败。
(3)第4次启机失败怀疑是转子盘车时间不够,转子轴仍存在较大的临时性弯曲,通过17 h 的长时间盘车后,仍未解决问题。
前4 次启机过程均告失败后,制氧车间请求公司专业诊断技术人员通过旋转机械在线监测与障诊断系统进行诊断,经分析前4 次启机失败过程及故障原因相同,下面诊断分析以11月13日第1次启机过程为例,具体情况如下:
2.2.1 启停机Bode图分析
13 日第一次启机失败过程分析,图2 中7241 测点启机过程振动趋势显示,11:49 开机,12:05 过临界时振动35.2 μm超过停机值跳机。

图2 测点7241B 5次启机过程振动趋势图
启停机Bode 图显示,图3 中启机过程通过临界时7241A 最大振值25.6 μm,跳机后最大振值35.7μm,图4 中7241B 启机过程通过临界时最大振值27.8 μm,跳机后最大振值39.6 μm。
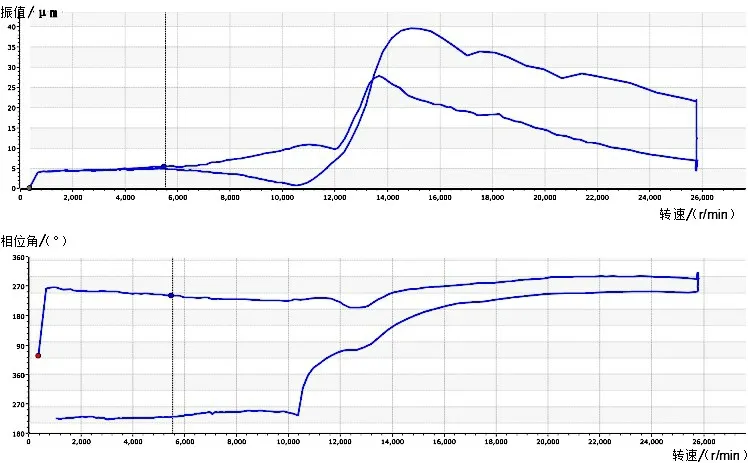
图3 测点7241A启停机Bode图
图4 Bode 图可以看出,停机曲线远离启机曲线,2 个测点的停机过程振动最高值均远大于启机过程临界转速时最大振值,说明很可能是发生了转子受热不均产生热弯曲。

图4 测点7241B启停机Bode图
2.2.2 工频振动趋势分析
图5 显示第一次启机测点7241B 工频振动趋势显示,工频振动趋势与振动相位呈锯齿形同步波动,说明4轴出现动静碰磨的征兆,具体部位可能是轴与气封、轴与轴瓦。

图5 测点7241B工频振动趋势
2.2.3 轴心轨迹分析
图6 第一次启机显示7241 瓦位轴心轨迹呈现反进动现象,很可能是7241瓦位产生动静碰磨后造成油膜涡动。
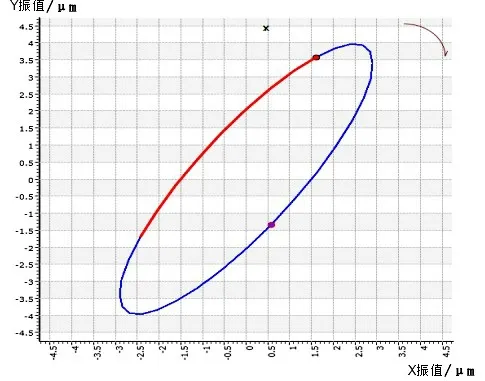
图6 7241测点轴心轨迹图
2.2.4 波形频谱分析
图7 中第一次启机7241B 波形频谱图显示,频谱上除了转子工频外,还存在丰富的的高次谐波成分,同时还出现0.5倍频、0.69倍频等分数谐波,说明极有可能出现轴与气封摩擦。
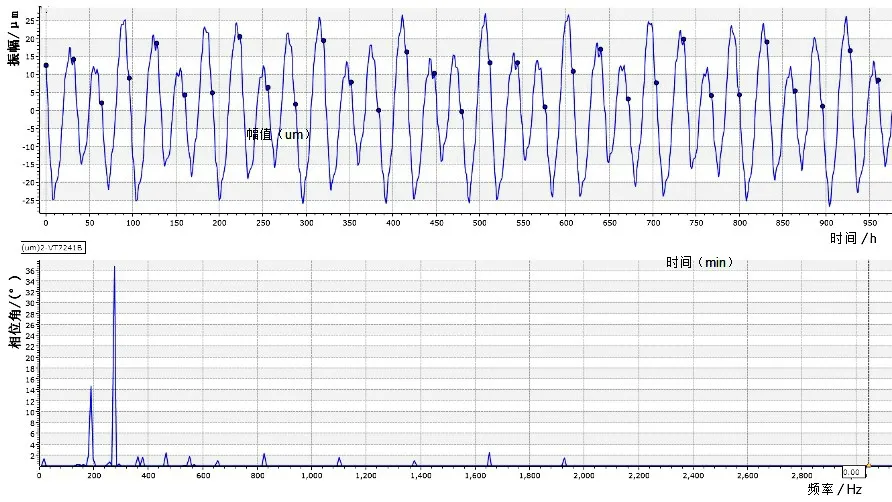
图7 测点7241B测点波形频谱图
2.2.5 诊断结论
制氧2#增压机启机过程中四轴发生了碰磨和轴弯曲,分析认为是转轴与气封或轴瓦长时间碰磨后过热,造成转轴产生热弯曲。对之后的3 次启机失败过程进行分析,与上述第一次启机过程失败诊断结果一致。
2.2.6 故障原因
通过旋转机械在线监测与障诊断系统进行分析,前4 次启机失败过程故障原因相同,主要原因如下:
按检修技术要求四轴VT7241 部位气封间隙标准为0.55~0.65 mm,解体后实际测量为0.47 mm,小于标准要求。
现场了解本次检修过程中四轴VT7241 部位更换了新的气封,现场检修人员忽略了对新气封的尺寸的检查复核,导致启机过程中气封与转子产生剧烈摩擦后转子轴局部温度骤升,产生热弯曲导致动不平衡,最终造成振动超过停机值后跳机。
3 措施及效果
停机对增压机解体检查,按技术要求检查调整四轴气封间隙,由0.47 mm 调整至0.57 mm,同时对其他部位气封间隙进行检查复核。
故障处理完成后,15日14∶25再次启机后成功,7241 两个测点振值分别稳定在为14.9 μm 和17 μm左右。
4 结语
通过在线监测与故障诊断系统从多种角度对制氧2#增压机4 次启机失败故障进详细的分析诊断,有针对性地制定了整改措施并取得了良好的效果,该案例可对冶金发电、高炉鼓风机等大型旋转机械启停机故障诊断提供借鉴。