流花20-2原油首次加工技术分析
2021-11-10陈铮徐鹏
陈 铮 徐 鹏
(中海油惠州石化有限公司,广东 惠州 516086)
为了进一步拓宽炼厂的原油选择范围、充实适炼原油库、降低原油采购成本,中海油惠州石化有限公司(以下简称惠州石化)于2021年1月首次采购并加工了一船流花20-2原油。根据流花20-2原油低硫、低酸、高轻油收率的特点,惠州石化针对性地制定了该原油的加工方案,通过30 d的生产加工,实现了加工比例由3%至10%的尝试,为今后加工同类型原油积累了宝贵的经验。
1 流花20-2原油的一般性质
原油评价数据(见表1)显示:流花20-2原油密度为0.757 6 g/cm3(20 ℃),API为54.1,酸值0.078 mg/g(以NaOH计,下同),硫质量分数0.017 5%,石脑油收率52.66%。实际进厂的原油为流花20-2和流花16-2的混合原油,一般性质参数与原油评价数据略有不同,密度为0.769 3 g/cm3,酸值0.127 mg/g,硫质量分数0.028 3%,石脑油(<165 ℃)收率44.54%。

表1 流花20-2原油的主要性质

续表1
2 原油加工方案评估
根据国内炼厂加工凝析油的经验,一般加工凝析油数量比较有限,仅占炼厂原油加工能力的2%~5%[1]。为摸索流花20-2原油在惠州石化的最大加工比例,综合考虑两套常减压装置的设计原油硫质量分数、酸值、常顶石脑油产量等因素(见表2),制定了满足装置实际情况的加工方案。

表2 惠州石化两套常减压装置设计参数对比
流花20-2原油为低硫、低酸原油,从硫质量分数和酸值角度评估,常减压(Ⅰ/Ⅱ)装置均具备加工条件。从2021年1月整体原油资源及装置负荷角度出发,常减压(Ⅰ)装置主要加工蓬莱、巴斯洛、索特纳、ESPO等原油,常顶石脑油平均收率9.32%,平均产量133.28 t/h;常减压(Ⅱ)装置主要加工沙轻、科威特、卡塔尔海上、埃尔沙辛等原油,常顶石脑油平均收率17.49%,平均产量185.39 t/h。若常减压(Ⅰ)装置按照5%的比例掺炼流花20-2原油,石脑油收率预计升高至10.70%,平均产量增至153.01 t/h,超出其石脑油产量上限要求;而常减压(Ⅱ)装置掺炼比例最大预计可提至10%,石脑油收率预计可达18.61%,平均产量增至197.27 t/h,在装置石脑油产量上限要求范围内。
综合评估后,安排流花20-2原油在常减压(Ⅱ)装置加工。
3 加工流花20-2原油造成的影响
根据全厂生产计划安排,常减压(Ⅱ)装置于2021年1月11日至2月9日对流花20-2原油进行了首次掺炼,掺炼比例由3%开始逐步提高,最高至10%。
3.1 对常减压侧线收率的影响
加工流花20-2原油后,随着掺炼比例的逐步提高,常顶石脑油+常一线油收率同步提高,由10.85%上涨至11.97%;减渣收率则同步下降,由33.32%降至30.14%;煤油、柴油、蜡油的收率没有明显变化。常顶石脑油+常一线油和减渣收率的变化趋势均与流花20-2原油侧线收率特点吻合。
3.2 对一、二次装置原料性质的影响
加工流花20-2原油后,混合原油及主要二次加工装置原料性质均未发生明显变化,符合装置原料质量要求。
3.2.1 原料(油)硫质量分数变化
加工流花20-2原油后,原料(油)硫质量分数变化情况见表3所示。由表3可知:混合蜡油与渣油的硫质量分数明显下降,但混合原油、常顶石脑油、常一线及混合柴油的硫质量分数均有小幅上涨,该变化趋势与原油加工比例变化及流花20-2原油性质无法吻合。综合分析此期间加工原油比例,判断为埃尔沙辛原油干扰所致(埃尔沙辛原油主要替换科威特原油,其常顶石脑油、常一线及混合柴油硫质量分数均显著高于科威特原油)。

表3 原料(油)硫质量分数变化情况 %
3.2.2 对重整原料的影响
加工流花20-2后,常顶石脑油组成见表4所示。由表4可知:常顶石脑油正构烷烃、芳烃体积分数下降,环烷烃体积分数上升,该变化与该原油石脑油馏分组成中环烷烃体积分数高于沙中、科威特等中东原油的情况吻合,说明流花20-2原油的石脑油组分可作为较好的重整原料。
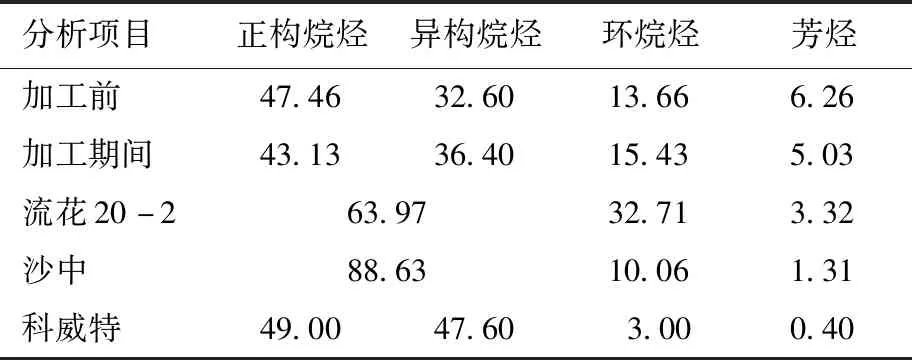
表4 常顶石脑油体积分数组成对比 %
3.2.3 对渣油加氢原料的影响
加工流花20-2原油后,渣油加氢滤后混合原料性质见表5所示。由表5可知:渣油加氢装置滤后原料的运动黏度、硫质量分数、氮质量分数、残炭等指标均有不同程度下降,但同时金属含量,特别是铁、镍和钒的质量分数均大幅升高,这与流花20-2原油评价数据不符,判断与科威特原油切换为埃尔沙辛原油有关。

表5 渣油加氢滤后混合原料性质对比
3.3 对装置操作的影响
3.3.1 常减压(Ⅱ)装置常压塔塔顶温度变化趋势
随着流花原油加工比例升高,常压塔塔顶温度逐渐升高,当掺炼量接近140 t/h时,常顶温度提至历史高位的141 ℃(正常操作温度在135 ℃左右)。出现这种情况的主要原因在于流花20-2轻油组分较多,加工时需要更多的热量将轻组分拔出,才能保证常压塔各侧线产品质量合格。
3.3.2 常减压(Ⅱ)装置腐蚀情况
根据国内同类装置加工凝析油的经验,由于凝析油的轻组分较多,加工过程中经常出现随着塔顶负荷升高、流速加快导致的塔顶冲刷腐蚀加剧的情况[2]。
在本次加工流花20-2原油的过程中,也发生了同样情况。流花20-2原油加工前常顶油气E-301A入口分管探针腐蚀速率为0.021 2 mm/a,而加工期间常顶油气E-301A入口分管探针腐蚀速率为0.037 3 mm/a,较之前明显上升,但装置其他部位的探针腐蚀速率均正常。在进行提高原油加工比例的操作时,常顶油气E-301A入口分管探针腐蚀速率显著加快,短期甚至超过了腐蚀速率上限0.2 mm/a,在增大缓蚀剂和中和剂注入量后腐蚀速率才下降,逐渐恢复正常。发生这种情况可能有两方面原因:一是原油罐付装置没有流量控制阀,仅通过手动调整电动阀开度进行流量调节,准确度、灵敏度较差,可能导致短时间流量过大;二是流花20-2原油常顶石脑油收率高于同期加工的其他原油,即使是加工比例的小幅调整,还是会对常顶油气产量造成较大影响,一旦助剂的调整未能及时跟上常顶油气产量的变化,将会导致腐蚀速率出现短时间超高的情况。
3.3.3 对航煤加氢装置的影响
加工流花20-2原油后,常一线初馏点明显降低,在常顶终馏点由170 ℃提至173 ℃后,常一线初馏点依然由加工前的平均132 ℃最低降至123.2 ℃。原料初馏点降低导致轻烃产量持续居高不下,由于轻烃外送管线管径偏小,轻烃外送量受到限制,一直维持最大量(约5.6 t/h)。当流花20-2比例提至10%后,轻烃产量进一步增加,装置只能再次将富余轻烃通过地下轻污油罐外排。
3.4 对全厂效益的影响
按2021年1月的价格体系,对惠州石化加工流花20-2原油的效益情况进行了测算对比,结果见表6。其中工况一为当月实际加工约26.1 kt流花20-2原油,工况二为用等量常减压(Ⅱ)常规原油替换流花20-2原油。
从表6中可以看到:加工流花20-2原油后当月效益减少1 375.54万元。主要原因在于:(1)流花20-2原油密度低,采用同样原油标杆价格并转换为质量单价后,原油采购价格升高;(2)因加工流花20-2原油后石脑油产量有所增加,其他产品产量没有明显变化,而当月石脑油价格较低,导致当月加工效益相对较差。

表6 是否加工流花20-2原油效益对比
4 结论及建议
流花20-2原油自2021年1月11日开始加工,至2021年2月9日加工完毕,累计加工30 d。加工期间,相关装置生产运行平稳,未发生安全、环保、质量事故。
(1)受制于常减压装置常压塔塔顶负荷过高,流花20-2加工比例最高只能达到10%,建议今后的加工过程中应搭配常顶收率较低的原油。掺炼比例达到10%后,常顶实际收率(常顶+常一线)最高达到19%~20%,塔顶温度和压力较高,操作条件接近极限。冬季气温较低时尚有较小弹性,夏季气温升高后维持难度较大,需要循环水场配合,上水温度不宜过高。
(2)因原罐底油与流花20-2原油性质差别较大,在带炼初期罐底油与新原油界面波动较大,油性不稳,对常减压装置造成一定冲击,主要表现在常顶石脑油量、常顶温度、常顶压力波动。建议在带炼初期将掺炼比例控制在3%~5%,适当拉长交界区层的原油掺炼时间(建议一周左右),减少对装置的扰动。
(3)流花20-2原油属于低硫低酸原油,但加工期间常顶腐蚀速率有所增加,特别是局部或短时间冲击较大,通过调整加大防腐助剂量,可使探针腐蚀速率趋于平稳;但是由于塔顶负荷偏大,且注水量受原设计限制,导致注水量不足,局部腐蚀仍存在较大风险,应密切注意各相关腐蚀部位,加强防腐检测和监控。
(4)加工流花20-2原油后,航煤加氢装置轻烃产量增加,由于装置轻烃外送管线偏小,装置需将富余轻烃通过轻污油系统外送,增加装置损失和操作风险。
