面向精密螺纹丝杠的智能制造单元系统研究
2021-11-06侯为康陈宇秋戴振萍刘照云
舒 钊 侯为康 彭 曦 陈宇秋 戴振萍 刘照云 徐 辉
面向精密螺纹丝杠的智能制造单元系统研究
舒 钊1侯为康1彭 曦2陈宇秋2戴振萍2刘照云2徐 辉2
(1. 北京自动化控制设备研究所,北京 100074;2. 深圳航天科创实业有限公司,深圳 518000)
为解决精密螺纹丝杠加工周期长和成本高的难题,提出一种新型精密螺纹丝杠复合加工方法,搭建了智能制造单元,该智能制造单元由单元集成与控制系统、新型电弧放电数控铣削机床、精密数控磨床、工业机器人、自动上下料装置、PLC等模块组成。主要研究具备状态感知、实时分析、自主决策、精准执行的智能制造单元集成与控制技术。通过加工试验,验证了智能制造单元的可靠性,降低了精密螺纹丝杠的加工成本,缩短了加工周期。智能制造关键技术将为航空航天用新材料螺纹丝杠等复杂精密传动机构的设计、加工与推广应用奠定坚实的技术基础。
智能制造单元;精密螺纹丝杠;集成与控制系统
1 引言
随着制造行业的快速发展,国内生产的螺纹丝杠副产品总体质量已达到国际中等制造水平,部分产品达到国际先进水平[1],但和美国、德国等较早研究的国家相比差距较大,主要体现在原材料性能、加工工艺、检测水平以及加工模式上,导致了我国高精度螺纹丝杠大部分依赖进口的局面[2]。在现有技术中,精密螺纹丝杠的制造方法主要以专用设备加工为主[3,4],主流加工工艺包括旋风铣削[5,6]以及滚轧[7]等技术,加工过程工序繁琐,工时过长,一般适合大批量标准化生产,难以满足在军用精密装备等领域对小批量产品定制化生产的要求[8]。
随着理论研究、材料技术以及新型加工工艺技术的成熟和发展[9],螺纹丝杠的加工效率及加工质量有了一定的提升[9,10]。在“中国制造2025”的战略规划背景下,传统加工方法已逐步向智能制造的方向发展[11],其中,智能制造单元是实现智能制造最终目标之一的数字化工厂的基本工作单元[12]。智能制造单元针对装备制造业的离散加工现场[13],把一组能力相近的加工设备和辅助设备进行模块化、集成化、一体化处理,实现数字化工厂各项能力的相互接口,具备多品种少批量产品生产能力输出的组织模块[14]。对精密螺纹丝杠而言,为满足智能制造发展过程中对精密传动部件高速度、高精度和高刚度的新要求,有必要寻找一种高效快捷的新型加工工艺方案[15]。面对装备制造业中自动化、信息化以及智能化的发展趋势,把新型加工工艺集成到智能制造单元中,实现高效制造、柔性定制的加工模式[16]。
提出了一种新型精密螺纹丝杠加工方法的智能制造单元,基于高效电弧放电与高精磨削复合加工的工艺基础,实现螺纹丝杠的高效柔性定制制造。
2 螺纹丝杠加工单元概述
2.1 单元组成
螺纹丝杠加工单元主要包括一台电弧放电铣削机床(VL900L)、一台精密磨削机床、一台机器人(KUKA KR210 R2700)、一台自动上下料设备及PLC(Siemens S7-1200)。单元布局如图1所示。
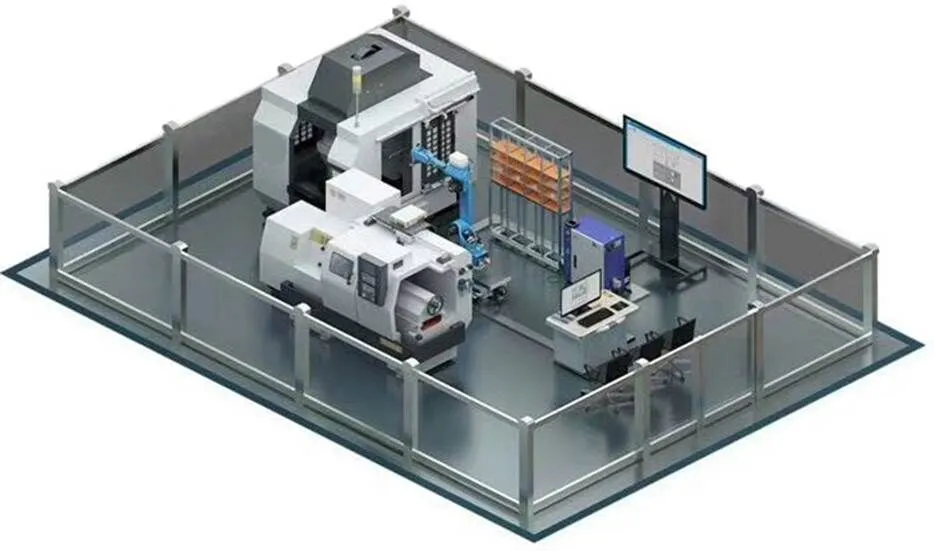
图1 螺纹丝杠加工单元布局
2.2 单元关键技术
智能制造的核心在于生产工艺数据的获取、处理、优化与应用。精密传动螺纹丝杠加工单元在基于的高效电弧放电与高精磨削复合加工的工艺基础上,实现具备状态感知、实时分析、自主决策、精准执行功能的智能制造单元集成与控制技术。
a. 单元集成与控制。以智能制造技术推广应用发展需求为设计依据,按照“设备自动化+管理信息化+过程高效化+决策智能化”的建设理念,将单元内设备及数据信息采集设备集成为智能制造单元的“硬件”系统;将数字化设计、数据交换的网络协议、机床数控系统、工艺管理数据库、工艺知识库与模型库、数据展示系统等典型数据,集成为智能制造单元的“软件”系统,这些软硬件系统构成了智能制造单元的基础模块。
b. 复合加工工艺数据库。复合加工工艺的知识库与模型库是螺纹丝杠智能制造单元的数据基础,智能制造单元通过处理、分析与挖掘,反馈与优化这些数据,有利于加工参数快速选择,并将这些信息加以应用,形成制造单元的状态感知、分析和自主决策。
3 螺纹丝杠加工单元设计
3.1 单元硬件系统设计
单元通信网络如图2所示,在单元网络中,电弧放电铣削机床、精密磨削机床、PLC、机器人和上下料设备通过以太网接口连接到交换机组成局域网。单元系统挂载在工控机上,通过以太网接口连接交换机,系统设置到与设备在统一网段。单元系统通过无线网络将监控界面投影到显示看板上,将设备状态数据上传到云端,用户可以远程监控单元的运行状态。
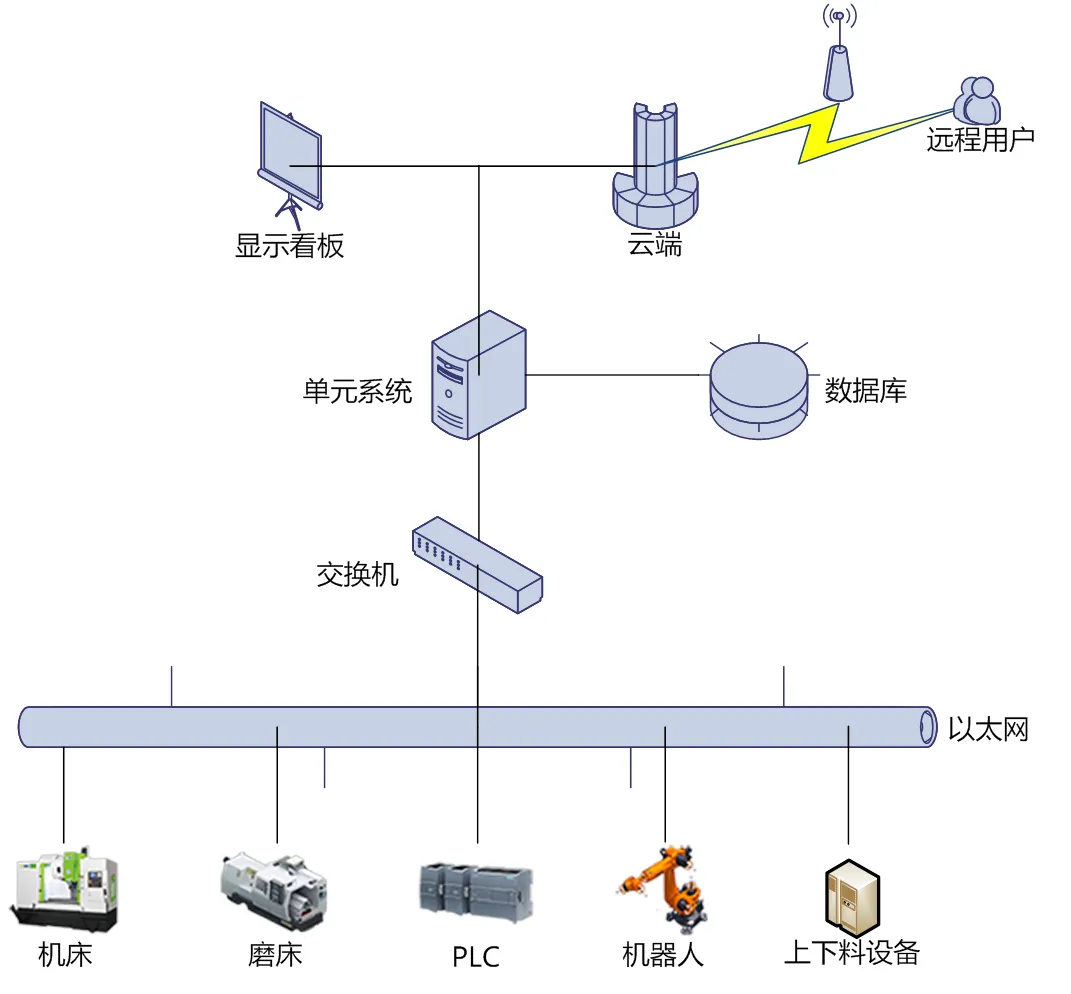
图2 单元通信网络
设备互联中,单元PLC作为单元主控,通过IO点位获取到单元内各设备的运行状态反馈,从而控制调度。机器人作为执行机构,通过IO与电弧放电铣削机床、精密磨削机床进行卡盘、夹具的动作配合。电弧放电铣削机床、精密磨削机床作为独立单元接收主控单元启动信号启动加工,加工完成后将停止信号发送到主控单元。
3.2 单元软件系统设计
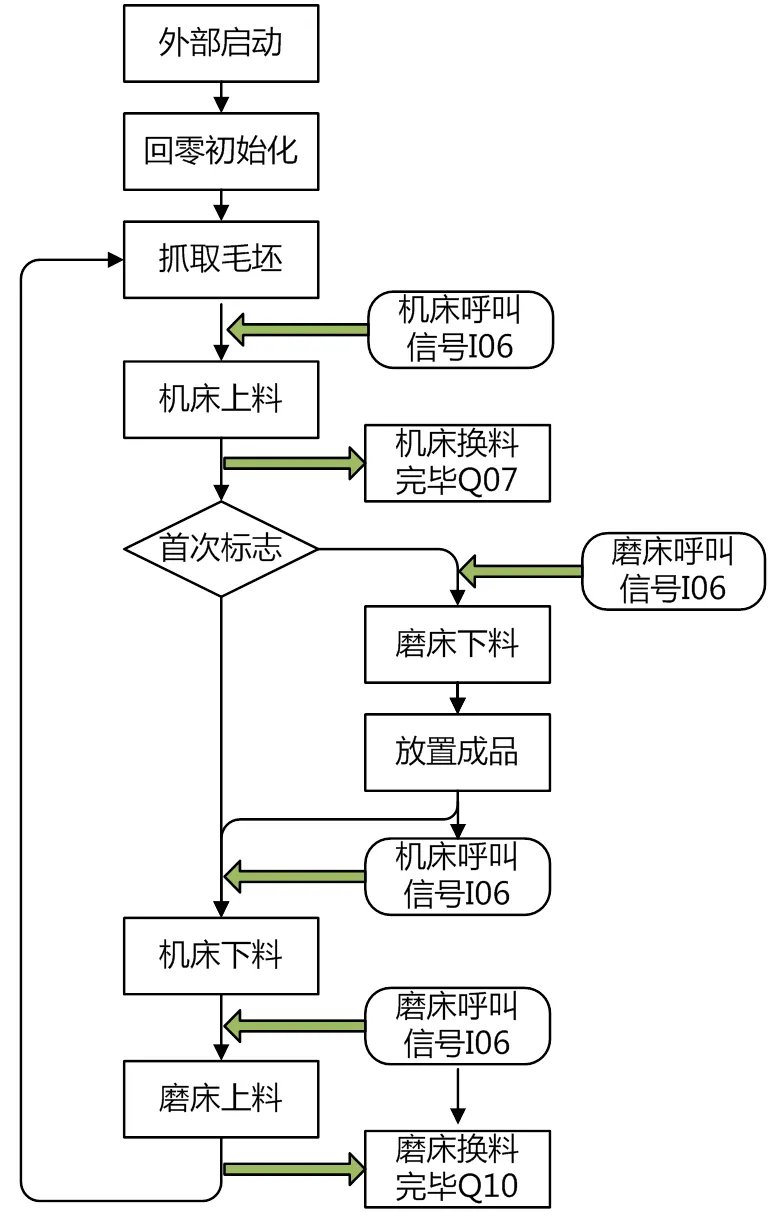
图3 单元运行流程图
单元运行流程如图3所示,智能制造单元系统包括主控系统、电弧放电铣削加工系统、精密磨削加工系统、机器人系统。主控系统包括单元集成控制、设备加工运行状态监控、复合加工工艺数据库管理及分析等模块。电弧放电铣削加工系统包括电弧放电铣削机床的控制与管理、电弧电源系统等模块,电弧放电铣削机床用于螺纹丝杠粗加工。精密磨削加工系统包括精密磨削机床的控制与管理、智能误差补偿系统等模块,用于螺纹丝杠精加工。机器人系统主要分为运行线程和后台线程,运行线程用于逻辑程序执行,后台线程用于接收主控PLC的指令控制和运行状态数据上报。
4 系统实现与部署
4.1 单元总控系统集成与控制
智能单元系统基于Windows下.Net4.5的运行环境,采用Visual Studio开发环境基于MFC开发,部署在主控台的工控机上,单元系统框架关系如图4所示。系统通过主进程调用主对话框,再调用数据库服务以及相关设备设置界面,通过管理类管理各设备监控界面。各设备监控同样通过该类来管理其子界面。每一个设备类中均包含一个线程用于与设备数据交互。

图4 系统框架关系
电弧放电铣削机床系统、精密磨削机床系统预留的数据交互接口为modbus-tcp,其中单元系统为客户端。单元系统与机器人、上下料设备通过socket采集数据,与PLC通过S7协议获取IO点位状态,设备部分数据采集项如表1所示。
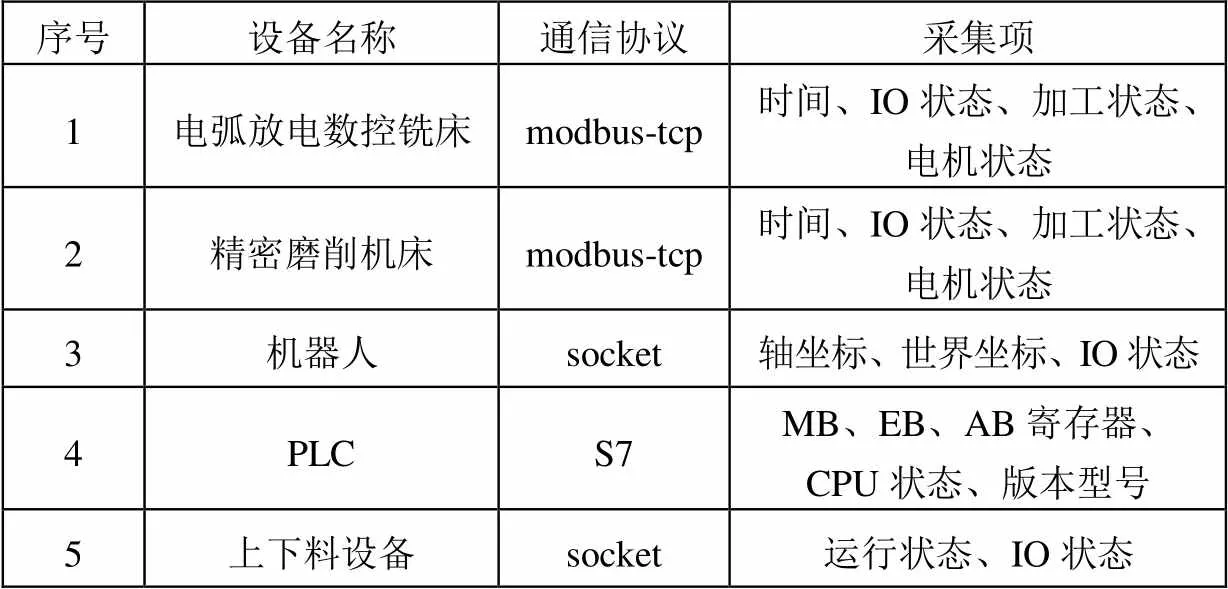
表1 设备数据采集项
主控PLC作为单元总控调度,与各节点设备部分信号通信如表2所示。PLC与电弧放电铣削机床、精密磨削机床间采用光耦隔离的IO信号交互,通过外部控制的方式控制机器人驱动状态,通过IO信号与机器人通信,通过中间变量与单元系统通信。
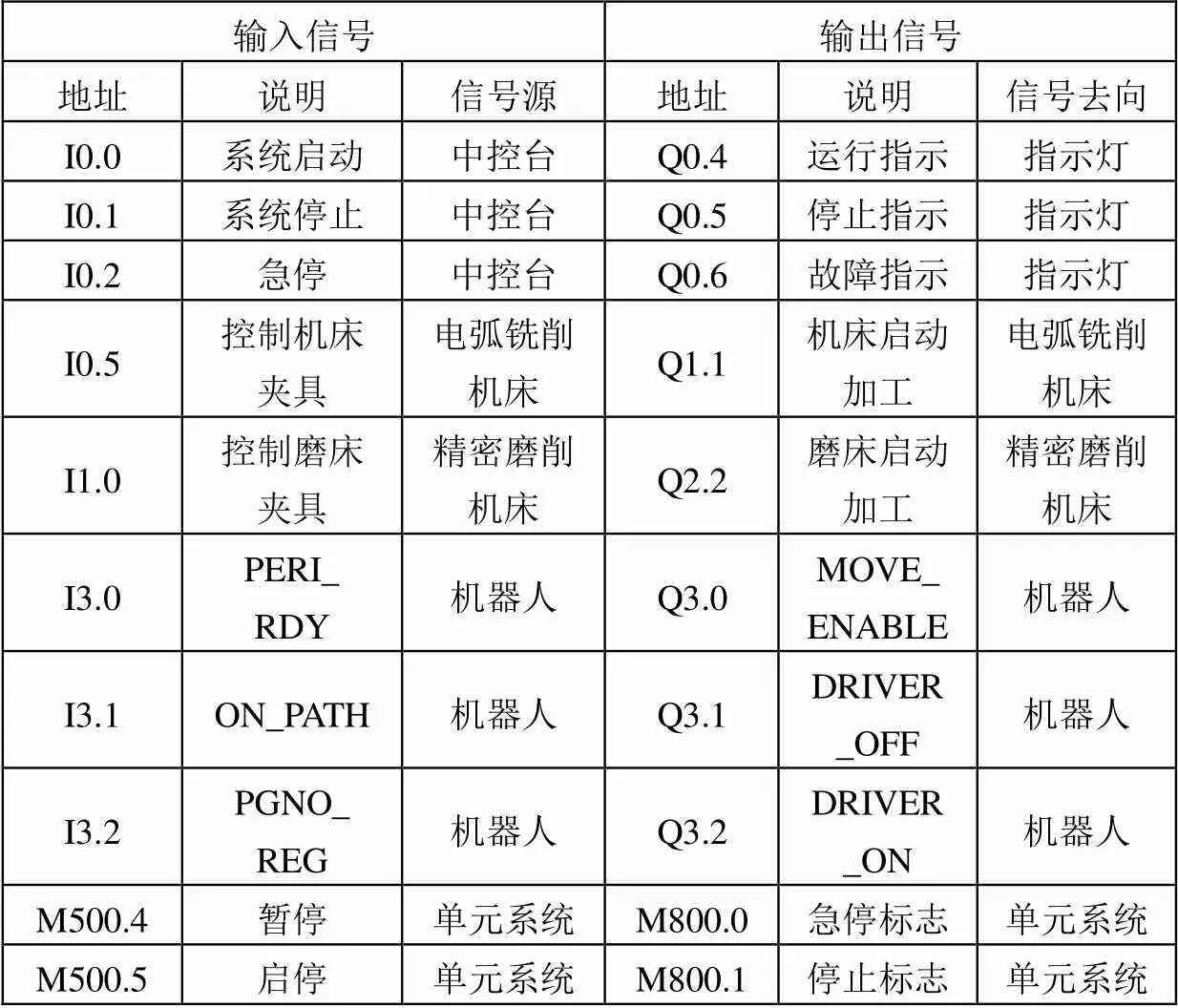
表2 设备部分信号
系统启停时,通过单元系统“启动”、“停止”按钮发送单元启动指令到PLC,数据指令控制流如图5a所示。也可以通过中控台上按钮发对应信号,PLC扫描到IO动作后执行后续动作,部分执行程序如图5b所示。
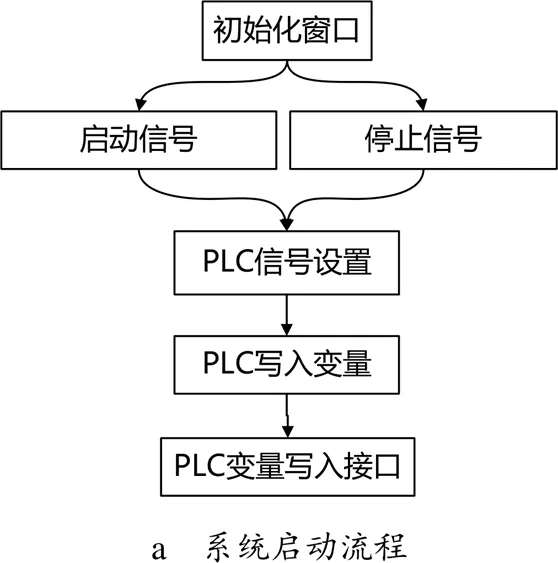
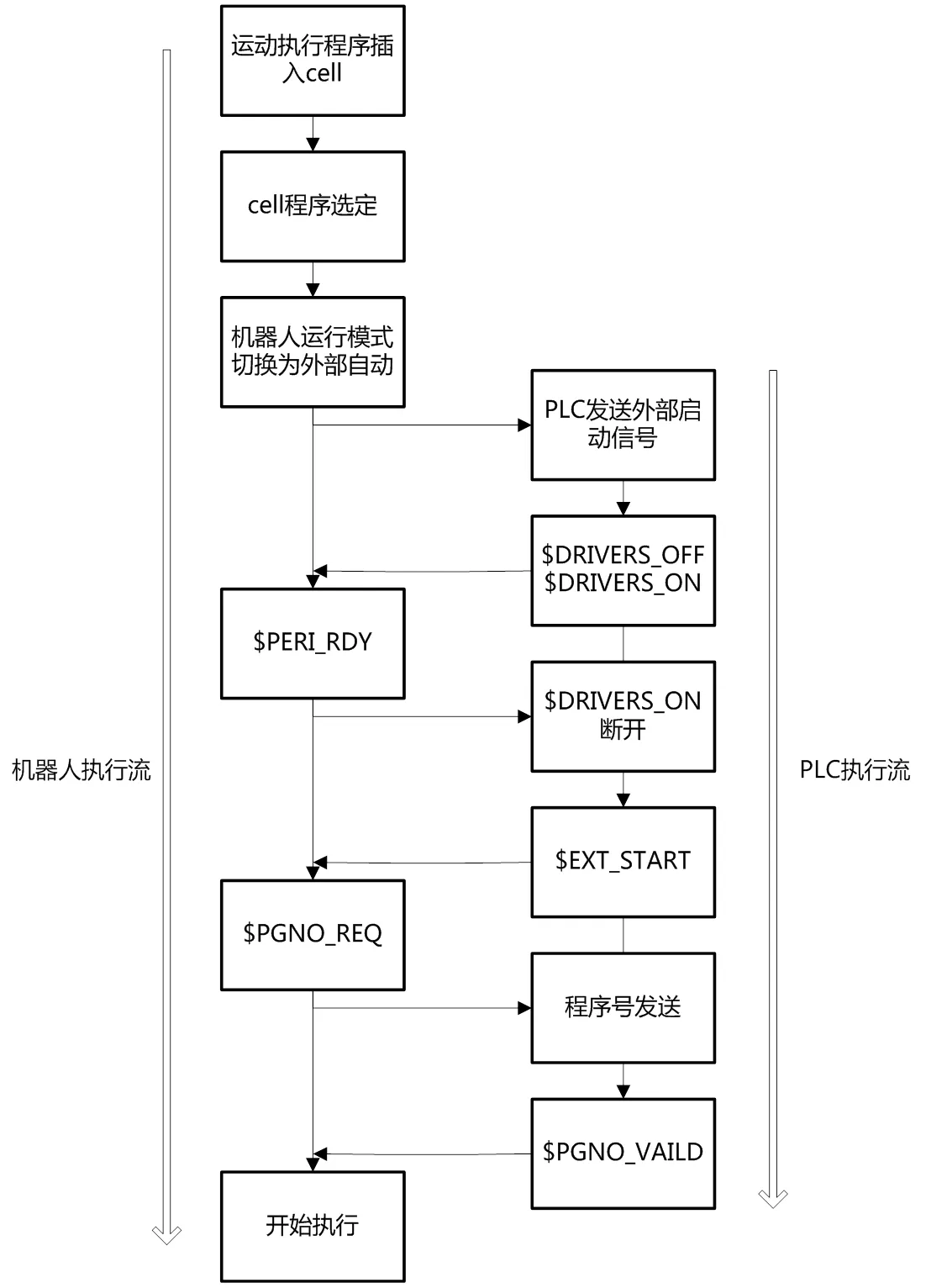
图6 机器人启动执行
机器人接收到PLC的启动信号后,开始执行单元流程。机器人初始化后,接收到外部启动使能信号,执行从PLC的IO选择执行的程序编号。其程序整体执行框架如图6所示。
4.2 复合加工工艺数据库

图7 数据库系统关系
数据库系统以关系型数据库Mysql为基础,包括复合加工工艺索引表、电弧铣削模型表、精密磨削模型表、加工性能模型表、工件表面质量模型表,数据库关系图如图7所示,其中复合加工工艺表的数据项为其它表的外键索引,其他数据表通过复合加工工艺库构成逻辑关系。

图8 复合加工工艺库构建流程图
复合加工工艺库的建立依赖于大量的实验数据,采用正交实验测试与数据分析的方法系统地研究电弧放电铣削与高精磨削加工精密螺纹丝杠的基础工艺特性,其构建流程如图8所示。
复合加工工艺表中,一条电弧铣削ID对应的加工参数结果反映在加工性能表的对应ID中,即输入与输出的关系。电弧铣削参数与高精磨削参数共同结果反映在加工质量表中。通过Tensorflow构建网络模型定量分析电弧放电铣削与高精磨削的各自加工参数对最终工艺性能指标的影响,分离出主要参数影响因子,找到提高加工性能的对应知识库与模型库,优化复杂样件加工数据库的工艺参数。
4.3 现场部署
智能制造单元的现场布置如图9所示。经过验证测试,系统稳定运行,实现了对设备的加工数据采集和实时监控。

图9 现场部署
5 螺纹丝杠加工试验
依托智能制造单元,选用GQ32×10规格的GCr15螺纹丝杠加工试验,如图10所示。
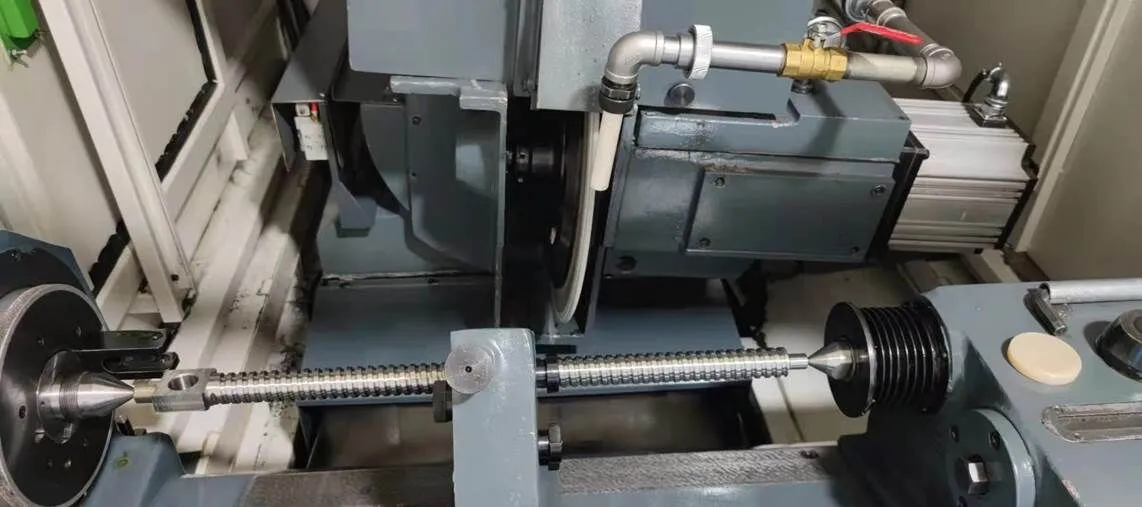
图10 加工试验
5.1 加工精度验证
丝杠的主要技术指标测量数据见表3。检测结果显示,使用智能单元加工丝杠,精度均满足技术指标要求。
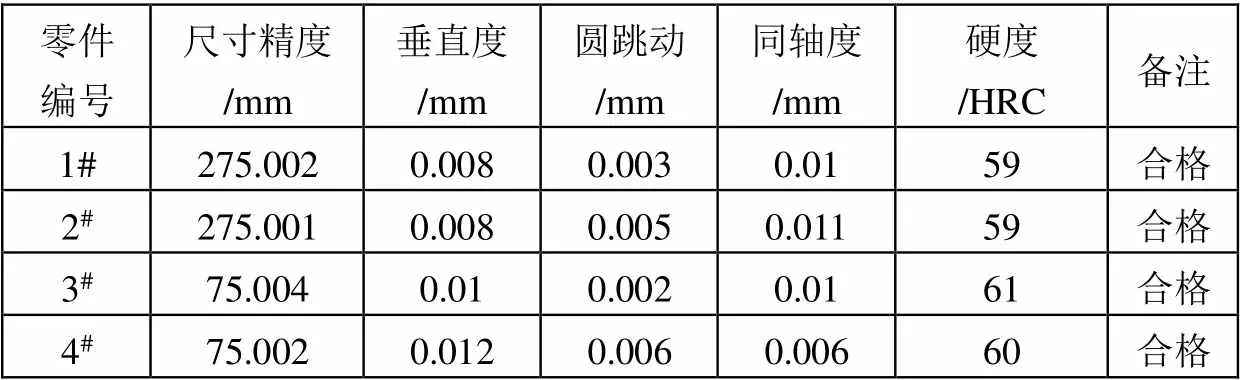
表3 检测结果
5.2 加工效率分析
磨削加工及铣削加工工序均在智能制造单元进行,由系统控制机器人自动上下料,实现自动化加工。统计了原工艺和现工艺各工序加工时间,见表4(相同的工序未列出)。根据统计结果,在智能制造单元进行丝杠加工,缩短了加工周转时间,加工时间减少4h。同时,能够减少操作人员,有效降低人工成本。

表4 加工时间统计表
6 结束语
a. 基于精密传动螺纹丝杠的高效电弧放电与高精磨削复合加工的技术,构建了一种新型精密螺纹丝杠加工方法的智能制造单元。基于此加工方式,有效缩短了螺纹丝杠的加工周期,降低了加工成本。
b. 构建了高效电弧放电与高精磨削复合加工的工艺库系统,基于工艺库数据搭建了加工性能和加工质量的网络模型,通过数据分析预测螺纹丝杠加工参数的优劣为优化后续加工工艺方案提供数据支撑。
c. 智能制造关键技术将为航空航天用新材料螺纹丝杠等复杂精密传动机构的设计、加工与推广应用奠定坚实的技术基础。
1 冯德安. 谈如何贯彻JB2886—81《机床梯形螺纹丝杠、螺母精度》标准[J]. 企业标准化,1995(4):20~21
2 乐美豪. 我国齿轮、螺纹、花键机床市场的现状和展望(一)[J]. 制造技术与机床,1999(1):8~11
3 肖建军,孙姚飞,林惟杰. 高精度滚珠丝杠磨床的设计与开发[J]. 装备机械,2014(1):38~45
4 罗松保,张建明. 航空航天制造技术及设备的现状与发展趋势[J]. 制造技术与机床,2003(6):5~7
5 丰佳铭. 叶片类零件旋风铣削加工变形研究[D]. 济南:山东大学,2020
6 Yi Xianzhong, Xu Tiegang, Ma Weiguo, et al. 5-axis CNC Whirlwind Milling Method on Helical Surfaces of PDM's Rotors[C]// International Conference on Measuring Technology and Mechatronics Automation. IEEE,2010
7 张大伟. 花键冷滚压工艺理论研究[D]. 太原:太原科技大学,2007
8 夏鑫. 某型军用雷达车自动架撤电液控制系统研究[D]. 成都:西南交通大学,2018
9 陈家飞. 螺纹丝杠旋风铣削几何成形机理及滚道表面形貌预测[D]. 重庆:重庆大学,2016
10 宋树权. 大型滚珠丝杠硬旋铣刀具刃口表征及评价技术研究[D]. 南京:南京航空航天大学,2018
11 孟凡生,赵刚. 传统制造向智能制造发展影响因素研究[J]. 科技进步与对策,2018(1):66~72
12 杜宝瑞,王勃,赵璐,等. 航空智能工厂的基本特征与框架体系[J]. 航空制造技术,2015(8):26~31
13 夏琴香,张少波,程秀全,等. 面向模具装备制造业数字化车间互联互通技术的研究现状[J]. 模具工业,2020(12):17~21,28
14 杜健. 基于数字化工厂的自动化立体仓库设计与仿真研究[D]. 广州:华南理工大学,2018
15 韩玉勇,刘云辉,王士柱. 机床再制造问题研究[J]. 现代制造技术与装备,2015(2):30~31,49
16 马兆林. 中国制造2025强国之路与工业4.0实战[M]. 北京:人民邮电出版社,2016
Research on Intelligent Manufacturing Cell System to Machine Precision Thread Screw
Shu Zhao1Hou Weikang1Peng Xi2Chen Yuqiu2Dai Zhenping2Liu Zhaoyun2Xu Hui2
(1. Beijing Institute of Automatic Control Equipment, Beijing 100074;2. Shenzhen Aerospace Technology & Innovation, Shenzhen, 518000)
In order to solve the problem of long cycle and high cost of precision threaded screw, a new type of intelligent manufacturing unit of precision threaded screw processing method is proposed. The intelligent manufacturing unit includes of unit integration and control system, new arc discharge CNC milling machine tool, precision CNC grinder, industrial robot, automatic loading and unloading device, PLC and other modules. This study studies the integration and control technology of intelligent manufacturing unit with state perception, real-time analysis, independent decision-making. Through the processing test, the reliability of intelligent manufacturing unit is verified, and precise execution, which reduces the processing cost of precision threaded screws, shortens the processing cycle. Its key technology will lay a solid technical foundation for the design, processing, popularization and application of complex and precise transmission mechanisms such as the new material threaded screw.
intelligent manufacturing unit;precision threaded screw;integration and control system

TH165
B
国防基础科研计划(JCKY2018204C040)。
舒钊(1983),博士,精密仪器及机械专业;研究方向:数字化精密加工技术。
2020-09-06
