汽车铝油冷器内颗粒冲蚀磨损分析方法研究
2021-11-05陈方方尉武杰郑雨松
陈方方 尉武杰 郑雨松


关键词:冲蚀磨损;Ahlert磨损模型;台架验证;铝油冷器
0 前言
近年来,随着我国国民经济的提升和汽车行业的蓬勃发展,汽车及相关零部件产业已成为国民经济的支柱产业。油冷器是汽车内部1种重要的冷却系统。然而,随着冷却液在油冷器内的运动,不断冲击油冷器壁面,在冷却系统中存在的一些颗粒物会使得油冷器失效现象时有发生,造成了大量经济损失。因此,对于汽车油冷器内的颗粒冲蚀现象展开研究很有必要。
目前,国内外学者对该冲蚀现象进行了大量的数值及试验研究。许多学者采用了欧拉-拉格朗日法来计算固液中颗粒的冲蚀现象[1-3]。Amara 和Muthanna[4]等人通过数值模拟的方法对弯管中固体颗粒的侵蚀行为进行了预测,并研究了不同粒径颗粒在90°弯管内的冲蚀现象。有研究发现,颗粒尺寸减小时,冲蚀速率也会相应减小。Thiana和Yeshwanth[5]对2个串联弯管进行了冲蚀试验,并用超声波方法对壁厚进行了测量,给出了2个弯管腐蚀速率的比较。经研究发现,第2个弯管的冲蚀程度要略大于第1个弯管。刘志勇和杨建明[6]对挟沙水流在凝水器中的冲蚀状况进行了计算,发现管板上冷却水管的安装位置对弯管冲蚀的影响较大。董肖肖[7]针对节流阀的冲蚀现象进行了研究,分析了不同阀芯顶角度数的磨损情况。经研究发现,阀芯处冲蚀位置随顶角度数增大逐渐靠近阀芯尖。Thiana和Siamack[8]等人进行了水、空气和砂粒的液-砂流和多相流试验,在63个位置和几种不同的流动条件下,测量了弯管外径的壁厚损失,研究了液-砂流和多相流中的不同流态。
本文主要以某型号的油冷器作为研究对象,对其内部的流场进行了分析,并采用欧拉-拉格朗日法对其固液冲蚀情况进行了模拟,并与试验结果做了对比。
1 三维模型及网格划分
本文采用某型号的油冷器来进行数值模拟分析,并采用ANSA 软件对其进行网格划分。该油冷器的三维模型如图1所示。
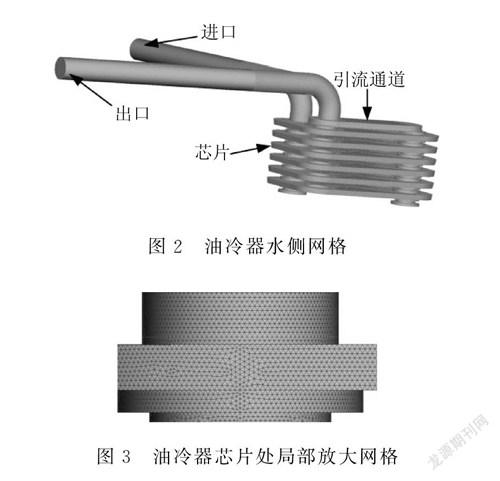
由于油冷器结构较为复杂,所以研究人员采用了非结构网格划分。研究人员将其水侧流域部分提取出来,并对进出口管道进行了适当的延长。为了进一步提升网格划分的准确性,在模型处理时,研究人员对油冷器的中心区域进行了加密。油冷器水侧和芯片局部的网格划分结果如图2和图3所示。
2 数值方法
2.1 磨损模型
针对铝合金磨损常用的计算模型有Ahlert磨损计算模型[9],E/CRC 磨损计算模型等。本文经过比对,最终选取Ahlert磨损模型,其表达式如式1和式2所示。
2.2 边界条件和求解方式
本文采用fluent软件中的DPM 模型进行冲蚀计算。油冷器内部连续相为水,离散相设为氧化硅。为了使计算结果更加精确,研究人员使用多孔介质将油】冷器翅片等效,其等效结果如表1所示。
本研究假定颗粒为圆形,且不考虑颗粒间的碰撞。颗粒粒径采用双R函数输入,最小粒径为53μm,最大粒径为600μm,质量流量为0.001667kg/s,湍流模型采用Realizablek-ε 模型。
3 计算结果分析
3.1 油冷器内部流场分析
图4为油冷器水侧部分的压力云图和速度云图。从图4(a)中可以看出,进口处的压力较大,出口处的压力较小。由于油冷器内翅片的存在,使得进出口压差较大,出口弯管处甚至出现负压区。油冷器内部芯片压力从大较小变化较均匀。从图4(b)中可以看出,进出口管道速度大小分布较均匀,且数值基本一致,油冷器内部芯片处速度较小,到出口引流板处速度变大,速度最大处在出口管道弯管的内壁面附近。
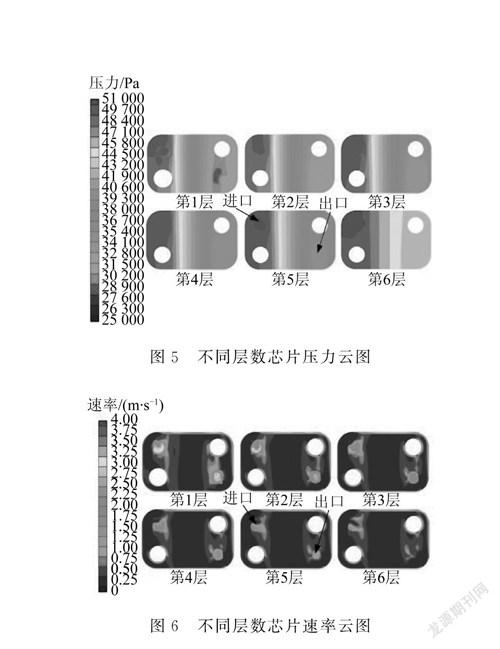
图5为不同层数芯片处的压力云图。可以看出,在每一层上,进口处的压力较大,出口处压力较小,从进口部分到出口部分,压力均匀减小。随着层数增加,进口和出口部分的压力逐渐增加。
图6为不同层数芯片的速率云图。从图6可以看出,在每一层上,进口部分和出口的速率都较大,其他部分的速率则较小。此外,在壁面附近速率较大的原因是在壁面附近没有翅片。随着层数的增加,速率的最大值在逐渐减小。
3.2 冲蚀结果分析
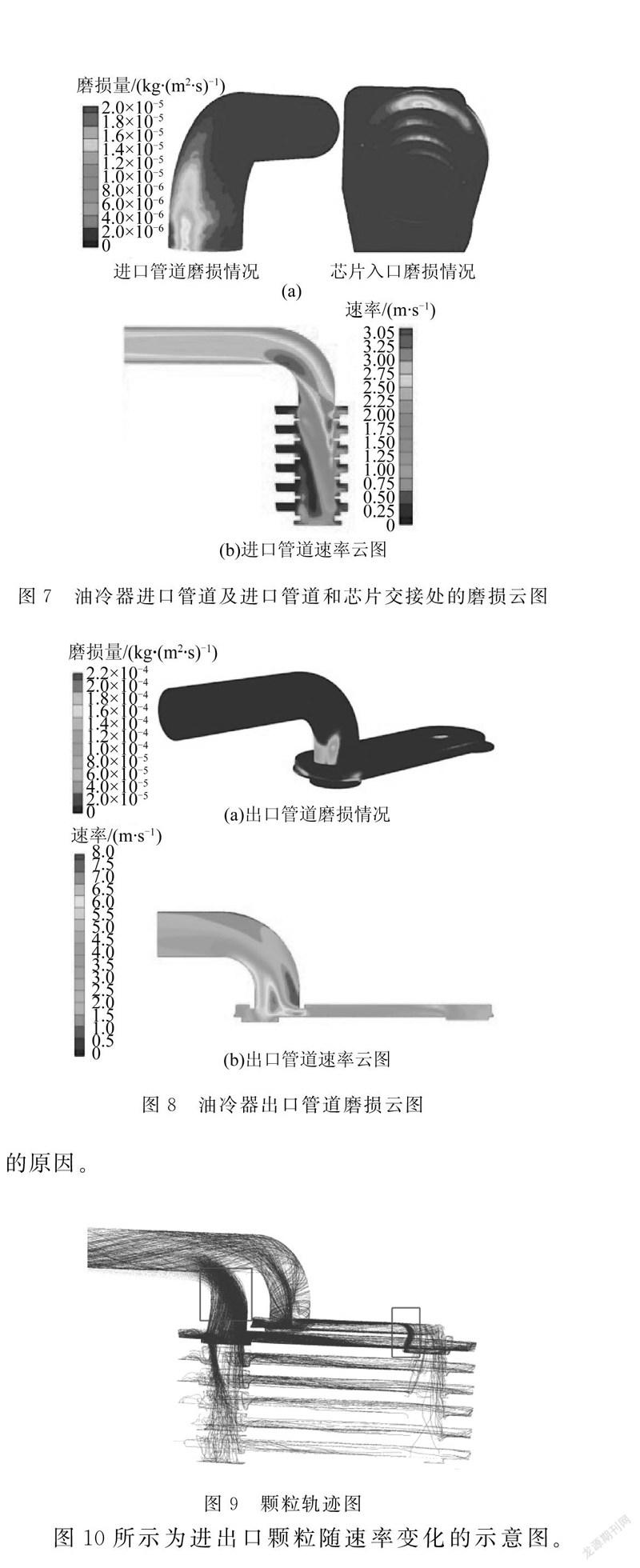
图7是油冷器进口管道及进口管道和芯片交接处的磨损云图。其中,图7(b)是进口管道截面的速度云图。从图7可以看出,进口管道弯管处外壁面磨损比较严重。磨损最严重的区域靠近管道下方,呈阶梯状向外扩散。这是由于颗粒随着流体进入管道后,在拐弯处由于惯性作用会反复撞向外壁面,造成管道的冲蚀。油冷器进口管道与芯片交接处的磨损最大位置在第1层芯片的内侧,而下面几层的芯片交接处也发生了磨损。随着层数增加,磨损量逐渐减小。整体情况与右侧进口管道内的流场情况相吻合。
图8为油冷器出口管道的磨损云图。从该图中可以看出,在引流通道的进口处、出口壁面和出口管道弯管的内壁面处均发生了冲蚀,其中引流通道的进口处磨损量最大。出口管道弯管的内壁面处磨损的区域最大。从图8(b)中的速率云图中也可以看出,在引流通道进口和出口处,由于管道的突然收缩造成了速度突变,与此对应地方的磨损量也比较大。同时,在弯管内侧也出现了高速区域,这个位置对应位置的磨损量也很大。
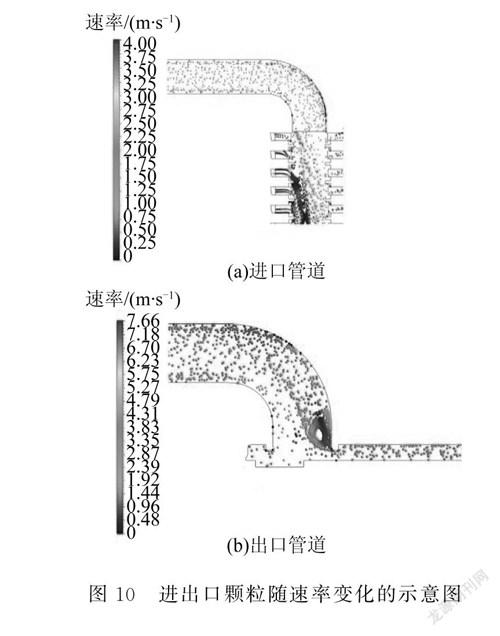
图9所示为进口管道内颗粒的运动轨迹图。可以看出,颗粒进入油冷器后,大部分颗粒随流体撞击在弯管外壁面上,然后进入芯片。进入第1层芯片的颗粒最多,越往下的颗粒则越少。在引流通道进口处,有许多颗粒径直撞向上方壁面,这也是这部分磨损量最大可以看出,颗粒在流体中的跟随情况较好。在进口管道中,颗粒在第1层芯片处速率最大,越靠下速率越小,这也与芯片进口的磨损情况保存一致。在出口管道处,颗粒在引流通道出口位置速率突然增大,直到弯管结束段,速率都较高。
4 试验结果对比
4.1 试验台架
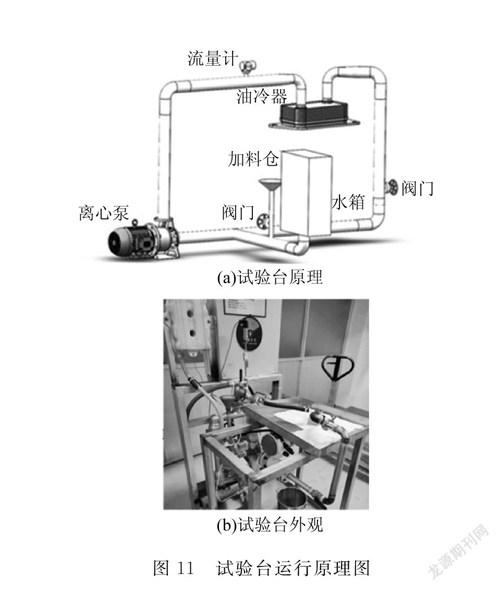
研究人员设计了1个循环冲蚀实验台,对某型号的油冷器进行了冲蚀试验,以验证上述计算结果。实验台的运行原理和结构如图11所示。通过在料仓添加颗粒,关闭料仓下面的阀门,离心泵提供流体所需要的动力,流量计则监测管道内的流体流量。
4.2 试验条件
试验所用颗粒主要为氧化铁(占杂质总量10%)和氧化硅(占杂质总量90%),其粒径范围为53~600μm,颗粒总质量为125mg;管道内冷却液流量为20L/min。
研究人员将该型号铝油冷器样件安装在冲蚀试验台位上,通入冷却液和杂质颗粒,进行循环冲蚀试验。
4.3 试验结果
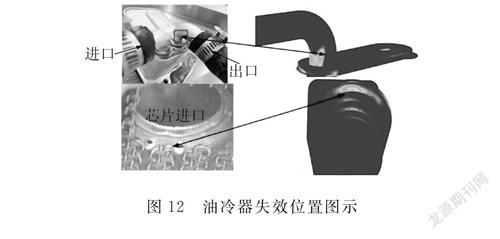
经过96h的冲蚀试验,油冷器发生了失效,如图12所示。可以看出,油冷器出口管道弯管内侧出现了失效,这与之前计算的结果基本一致。第1层芯片与进口管道交接处也出现了穿孔失效。此外,在芯片进口处与引流通道出口处均有明显的冲蚀磨损痕迹,这也与之前的计算模拟结果相吻合。
5 結论
研究人员采用fluent软件对某型号的油冷器进行了冲蚀计算,分析了其内部流场及冲蚀磨损情况,并通过试验进行了验证。
(1)通过DPM 模型对油冷器进行冲蚀计算,通过试验验证该计算方法切实有效。
(2)在第1层芯片与进口管道的交接处出现穿孔失效。经查明,由于进口颗粒在惯性作用下大量撞击芯片进口壁面,从而导致了部件失效。
(3)在出口管道弯管外侧同样出现了部件失效。经查明,这是因为流通面积减小导致流体速率增大,壁面磨损程度增加造成了冲蚀磨损。
