基于数值统计的顶盖天窗尺寸整改
2021-11-03鹿胜宝牛恒仁何刘军
鹿胜宝,牛恒仁,何刘军
(第一汽车集团有限公司 工程与生产物流部,吉林 长春 130012)
0 引 言
汽车顶盖外板整体尺寸大,尤其天窗是顶盖最大的功能区[1],天窗的尺寸精度及稳定性是顶盖质量的重点。出现尺寸问题后的整改分析是一项复杂的工作,由于受到外界各种因素的影响,尺寸始终处于变差的状态。引起变差的原因分为普通原因和特殊原因,普通原因是指随时间的推移具有稳定和可重复分布过程的变差原因,普通原因影响过程输出的所有单值不可能完全去除[2]。需要重视的是特殊原因造成的变差,借助数值统计工具可以区分这两类变差原因,才能进行下一步的整改与完善。
1 问题阐述
某顶盖外板调试后经过多轮生产验证数据的稳定性,但从KW50(生产第50周)开始,顶盖外板天窗口右侧(图1所示方框位置)的型面检测数据出现较大偏差。KW49到KW51的型面检测数据如图2所示,同批次送检测的三份(即图2中所示KW-1、KW-2、KW-3)制件在KW49之前数据波动不大,但从KW50开始,数据偏差明显,最大偏差量在0.3 mm左右。

图2 异常区域KW49~KW51的检测数据分布
2 问题分析
为了确认是否由特殊原因导致尺寸变差,需要对检测数据进行系统分析。为保证数据可靠有效并能反映系统能力,至少选取25组数据。现选取30组数据,将分析数据范围扩大至KW22~KW51(样本1~30),分别做出点1~点4的XBar-R图,如图3所示。

图3 型面检测点异常区域测点的XBar-R图
从图3可以看出,在KW50之前,点1~点4处于过程受控状态;KW50开始出现特殊原因导致整体的数据发生偏差。为了寻找尺寸变差的特殊原因,需要对其工艺流程进行逐一分析。考虑降低制件生产成本,采取了共用4副模具生产2种顶盖的工艺方案,如图4所示。

图4 顶盖外板的生产工艺
第一道工序是共用的拉深工序,该工序成形顶盖外板的基本轮廓,仅在四角位置采用过拉深,保证拉深的成形性;第二道工序是共用的修边整形工序,完成周圈的修边及四角过拉深位置的整形,小天窗的修边翻边在此工序采用切换结构实现;第三道工序分别为大天窗的修边翻边或小天窗的空工位;第四道工序是小天窗的侧翻边或大天窗的空工位。通过4副模具实现2种天窗的顶盖生产,在自动化生产线上批量生产具体流程如图5所示。

图5 顶盖外板的生产过程流程
顶盖外板的生产从上料经过拆垛、清洗、对中后到完成全工序的生产及传输,最后到检查、装箱、返修、储存,在此生产工艺过程中存在较多潜在的尺寸变差原因,为了寻找顶盖外板尺寸变差的真正原因,需要结合PFMEA及过程控制方法对其进行分析,如图6所示。

图6 导致天窗出现尺寸变差的潜在因素
3 措施实施
人、料、法、环、测的因素通过跟踪调查操作规范性、调整生产节拍、进行检测设备MSA分析等方式都可以识别。经过一系列排查发现,这些因素的调整对顶盖外板天窗尺寸的变差并无明显影响,因此这些并非问题产生的真正原因。由此推断,天窗尺寸变差的真正原因存在于设备参数、自动化参数、模具状态当中。
3.1 设备及自动化因素分析排查
设备参数方面,影响顶盖外板天窗尺寸波动的潜在因素主要有设备左右工作台的差异与液压拉伸垫压力的差异。通过切换左右工作台及增加和降低拉伸垫压力进行验证,发现异常区域的测量数值并无明显变化。因此,设备差异并非尺寸变差的真正原因。
自动化参数方面,影响顶盖外板天窗尺寸波动的潜在因素主要有自动化参数的改变与SPEEDBAR端拾器的变化。核对设备的自动化参数是否与自动化数据表一致可将自动化参数的影响因素排除,针对SPEEDBAR端拾器的变化,可采取手动抬件、增加吸盘等措施来验证,经现场验证自动化的差异也非尺寸变差的真正原因。
3.2 模具因素分析排查
首先针对拉深模进行分析,如图7所示,通过现场对拉深工序进行检查分析,确认4个潜在原因:①限位器着色状态不佳,初始状态仅左前角支撑,垫片降低0.2 mm后右前角半着色,后角无着色;②模具零件型面着色不佳,依据着色图判定制件应着色区域未能有效着色;③板料定位窜动,板料与定位零件存在一定的窜动量;④平衡块不合理的支撑,通过对平衡块着色确认,该项潜在原因不存在,没有影响尺寸的波动。

图7 拉深工序分析
针对以上潜在原因,采取表1所示的措施进行试验及完善,最终发现对制件尺寸的波动无影响,因此拉深工序并非问题产生的源头,需要继续进行排查。由于整形工序在尺寸波动区域无工作内容,经排查也非问题产生的源头。

表1 尺寸变差的潜在原因分析及验证
第三道工序是大天窗顶盖天窗修边翻边的工序,与尺寸变差存在密切关联。通过分析汇总以下7个潜在因素:①顶件吸盘不稳定,顶件吸盘速度偏快且不同步,制件顶起时受力不平衡,通过调整节流阀,发现对尺寸波动的改善无影响;②抓件不稳定,抓取制件时前后高度不一致,制件存在变形的可能,线上调整一致后发现也没有影响;③修边间隙不均,存在修边毛刺,调整后排除该因素;④翻边间隙不均匀,经确认间隙合理不影响制件正常成形;⑤压料着色不佳,经确认着色均匀无硬点,与返厂后稳定状态一致;⑥平衡块着色状态不佳,拆除平衡块后进行试验,确认其并非影响尺寸波动的真正原因;⑦压料力不足,在天窗两侧更换压力较大氮气缸发现尺寸改善明显,最终确定压料力不足是尺寸变差的真正原因。
现场针对压料力改善进行了以下3种试验:①压料板两侧贴0.1 mm胶带,使压料力均布在天窗两侧,如图8(a)所示,结果数据较差,无好转;②压料板右侧中部贴0.1 mm胶带,让压料力集中在右侧中部,实现局部强压,如图8(b)所示,右侧型面数据最大偏差为-0.6 mm,改善明显,由此可以推断压料面的强压对数据有改善作用;③为了对比强压效果,将两侧的8个氮气缸拆除,如图8(c)所示,右侧数据变为-2.95 mm。通过以上试验确认天窗两侧的压料力在实际使用中存在不足,最终确认整改方案为:天窗左右两侧的8个氮气缸,每个氮气缸压力由10 kN增大至24 kN。
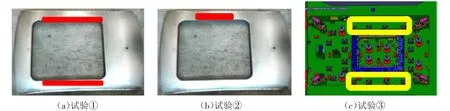
图8 压料力改善试验
4 结束语
通过更换更大压力的氮气缸解决了顶盖天窗尺寸变差的问题,从理论计算分析,原氮气缸规格满足正常天窗修翻的要求,但实际生产中要求更大的压边力,实际所需的压料力为理论计算值的2~3倍。同时,相应的PFMEA及控制计划完善了氮气缸的潜在失效分析及对应检查频率等有效控制措施,通过问题的整改进一步完善了生产工艺的过程控制。
