捞渣机链条在线更换技术
2021-10-24梁世超
梁世超
大唐国际托克托发电有限责任公司,内蒙古 呼和浩特 010206
考虑到不停炉工况下人员作业环境的危险性大、作业时间长,锅炉工况调整难度大,机组排放的烟尘、二氧化硫、氮氧化物等污染物排放指标易受到锅炉工况变化的干扰而发生异常等因素的制约,目前大型火力发电厂中刮板捞渣机的输送链条在线更换技术的应用并不普遍。但随着火电机组配煤掺烧的持续深入开展,捞渣机运行条件恶化、链条使用寿命周期缩短,捞渣机链条在线更换会逐渐成为一项不可避免的工作。
1 湿式除渣系统概述
发电机组锅炉除渣系统(见图1)采用水浸式刮板捞渣机。捞渣机槽体上方设3个冷渣斗,并分别安装一组液压关断门,用于故障检修时通过关闭液压关断门,保证炉内焦渣不堆积在槽体内部,关断门关闭时可承载锅炉满负荷状态下4h的渣量。捞渣机头部采用CB280型液压马达驱动输送链运行,输送链规格为ϕ34mm×136mm圆链条,单侧全长125m,两侧链条间装设110块刮板。捞渣机正常出力时干渣计算为20t/h,最大出力时干渣计算为60t/h;正常出力时刮板速度为2m/min,最大出力时刮板速度为3.5m/min。正常出力情况下输送链条使用寿命为5年。
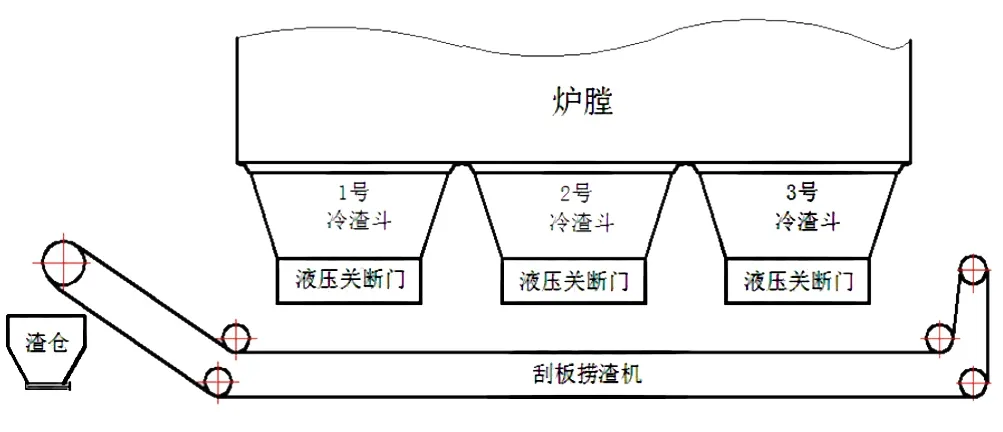
图1 湿式除渣系统
2 链条在线更换的必要性
在大型火力发电厂中,捞渣机是锅炉机械排渣的主要设备。捞渣机通过输送链条带动刮板完成炉渣输送,输送链条的耐磨性能成为影响捞渣机运行稳定性的重要因素之一。以ϕ34mm×136mm规格的圆链条为例,其链环的耐磨渗碳层厚度为直径的10%,即3.4mm,当渗碳层完全磨损、链条链环直径不足30.6mm时,其磨损速度就会加快,设备不稳定性增加,甚至可能出现断链风险。
因为捞渣机链条更换需要较长的检修时间,所以一般会结合机组临停机会进行,工期为3d左右。通过提前策划停炉检修时间和计算链条使用寿命周期,基本可以实现对磨损严重链条的及时更换。但近年来,随着火电机组配煤掺烧工作的持续深入开展,锅炉产渣量增加,捞渣机运行速度加快,导致捞渣机链条使用寿命周期缩短,且面对日趋严峻的生产经营形式,机组主动停运检修显得愈发奢侈。在各种矛盾之下,不停炉工况下的捞渣机链条更换就成了一项必须研究的技术。
3 链条在线更换的必要条件
在不停炉工况下更换捞渣机链条,不仅要考虑开关液压关断门过程中炉底漏风增加、炉膛燃烧不稳定、机组污染物排放可能超标的风险因素,还要考虑受关断门自身承载能力限制,纳入检修时间较短的难度因素,更要考虑分段更换链条过程中新链条与旧驱动齿啮合程度不良的不稳定因素。因此,为了保证施工顺利进行,施工前需对以下必要条件进行核对,并做可行性评价。
(1)除尘系统、脱硫、脱硝设备可靠性较高。要保证电除尘电场投运率,需适当加大除尘器电流、电压等运行参数,减少电场降压振打频次;还要提前做好机组污染物排放监测表计校验工作,将锅炉工况变化产生的影响降到最低,避免出现污染物超标排放现象。
(2)液压关断门系统可靠性较高。因为检修期间需关闭液压关断门,所以要提前完成液压关断门的试运,排除关断门液压系统缺陷,确认关断门关闭程度良好。同时,可以根据关断门的关闭程度制定检修允许时长。如果液压关断门无法正常关闭,检修过程中锅炉产生的炉渣将大量落入捞渣机槽体,使检修后的捞渣机由于过负荷无法启动,链条在线更换工作就无法开展。
(3)旧链条两侧无明显的磨损偏差,旧驱动链轮链齿磨损量较小。旧链条两侧磨损要相对一致,无严重的长度偏差是在线更换链条的首要前提条件。如出现两侧链条长度偏差较大的情况,在试运过程中就可能会出现在驱动齿、张紧轮等位置脱链的情况。同时,由于驱动链轮链齿更换需要的时间较长,无法与链条同时更换,因此更换链条前应确认旧驱动链轮链齿磨损不能过于严重,以免链条更换后出现链齿配合不良的情况,导致严重事故。
4 链条在线更换的施工方案
检修开始前,将机组负荷降至300~400MW,停止捞渣机运行,并将捞渣机尾部液压张紧装置泄压,关闭槽体上方液压关断门。整体更换工作分5次进行,每次检修时间控制在4h以内。通过两侧旧链条的成对割除并将新链条对应接入链圈内的方式,每次同时更换两侧链条各25m,每次更换完成后打开液压关断门,待机组负荷恢复、捞渣机运行不少于8h后,再进行下一次更换,直至全部更换完成。
5 链条在线更换的操作要点
在机组不停运工况下开展更换捞渣机链条工作,技术要求重点从机组污染物排放的控制、施工人员的安全、施工过程的重点要求和恢复阶段操作的注意事项四个方面制定,以保证检修期间机组运行稳定,污染物排放达标,人员安全、设备启动后保持稳定运行。
5.1 污染物排放控制方面
检修期间科学安排配煤掺烧,选择煤质灰分较低且灰熔点稍高的配煤方案,减少烟气灰分大量增多和受热面大量结焦的可能性。液压关断门关闭后,炉底漏风风险增加,检修期间要全程控制烟气含氧量参数保持在较低水平,减少氧量变化对机组粉尘排放浓度的影响,避免机组出现负荷变化率、总风量、煤量大幅变化的情况,火检不稳定时将等离子磨煤机拉弧稳燃。机组低负荷运行期间,尽量控制避免上层磨煤投入燃烧,保持下层4台磨运行,减少对机组粉尘、氮氧化物排放浓度指标的扰动。当脱硝入口氮氧化物浓度超过500mg/Nm3或机组粉尘颗粒物浓度超过8mg/Nm3时,可适当降低锅炉总风量,启动多台脱硫浆液循环泵运行。机组负荷在300MW以上时,总风量不低于1200t/h;机组负荷在300MW以下时,总风量不低于1000t/h。
5.2 施工人员安全方面
检修工作开始前需在捞渣机槽体两侧1.5m区域的上方严密搭设防止渣水外溅烫伤人员的防护棚,所有检修人员均在防护棚下方工作。每次施工开始前,要提前做好机组受热面吹灰工作,检修工作开始后停止吹灰。检修现场准备凉水、剪刀和简单的包扎、消炎药品,做足灼烫伤应急处置的准备工作。
液压关断门全部关闭以后,确认锅炉燃烧稳定,保持炉膛压力为-50Pa运行。液压关断门开启过程中,要疏散捞渣机周边人员,运行人员穿防烫服操作液压关断门,做到逐一渣井缓慢操作。
5.3 施工操作过程重点要求
捞渣机链条一般为成对配套生产,配对链条的长度误差小于0.05%,每10m长的链条配对后的长度误差小于5mm。配对的链条会捆扎在一起或在第一个链环涂同色油漆,故链条更换时也必须配对更换。更换过程中两侧链环数量要保持一致;安装刮板时,还需逐个确认刮板方向及刮板间两侧链环数一致,避免出现扭链、脱链现象。同时,尽量避免截断链条、减少接链环的使用数量。
5.4 恢复阶段注意事项
由于炉渣颗粒较细,且关断门存在不同程度的关闭不严密情况,部分炉渣会从关断门缝隙流出,捞渣机启动时可能出现渣量过大的情况。更换工作完成后采取隔离措施恢复操作时,要提前准备好现场高压水源(一般采用就地消防水源),当捞渣机启动后,大量炉渣堆积在槽体上升仰角处时,使用高压水源将部分堆积的炉渣冲入槽体内,以缓解短时间内出现的捞渣机油压偏高的情况。开启液压关断门的操作过程中,要控制开启速度,由尾部渣井开始逐一开启,观察到捞渣机渣量减少、油压下降后再开启下一组。另外,液压张紧压力不宜过高,张紧程度以爬坡段外导轮与链条接触为标准。捞渣机启动后,要保证链条冲洗水水压充足。捞渣机启动正常后,重点关注新链条与原驱动齿啮合情况,如出现驱动齿与链条间的严重挂链情况,需及时停运捞渣机或用大锤手动分离链条。一般磨合10~15d后,链条与驱动齿的啮合情况会得到好转。
6 结束语
刮板捞渣机是锅炉侧重要的单辅机设备,输送链条则是捞渣机最重要的部件之一,也是捞渣机最易磨损、损坏的部件,可以说链条的健康程度直接影响机组的稳定运行。在深度配煤掺烧和火力发电严峻的生产经营形式的双重影响下,捞渣机链条在线更换技术的应用频率必然会相应增加。实践证明,捞渣机链条在线更换是可行的,只要通过科学合理的组织、策划,是可以规避作业风险、达成检修目的的。此技术的应用,将有利于提高捞渣机运行的质量和经济性。
