基于关键特征最佳拟合的飞机大部段调姿
2021-10-19汪西,崔伟
汪 西,崔 伟
(上海上飞飞机装备制造有限公司,上海201306)
飞机装配分为三个阶段:零组件装配、段部件装配和大部段对接装配[1-2]。对接装配是整个机体结构装配工作的最后一步,调姿是对接装配的核心工作,决定了飞机最终装配质量,是飞机装配的关键环节。
目前各主机厂在飞机大部段对接时依然采用传统的水平测量调姿对接方法。该方法使用测量设备测量飞机部段蒙皮外形上的水平测量点,调整对接部件的位置和姿态,保证对接部件在同一水平面内,然后将两个部件对接在一起。但是由于制造技术和工艺水平的限制,从零件级装配而成的部段都不可避免地存在与其设计之间的偏差。不同部段来自不同制造厂商,制造偏差控制存在不一致的情况。当部段的装配误差和形变累积到一定程度,都会导致机身上的水平测量点失准,部段的实际接触配合位置与调姿点存在相对偏差。这种情况下,仍然仅用机身蒙皮外形上的若干调姿水平测量点来表征整个部段的形位,尤其是来反映实际配合位置,会导致两个部段无法顺利完成对接装配。
因此,本文提出基于关键特征的最佳拟合方法,来解决仅用水平测量点调姿而不能完成调姿对接的问题。
1 关键特征和最佳拟合
1.1 关键特征
关键特征是波音公司专家Don J Lee在1996年首先提出的,并被引入波音公司的先进质量体系(Advanced Quality System,AQS)。关键特征(Key Characteristics,KC)指的是材料、零部件及制造过程的特征中其变化对产品制造和装配协调准确度影响最大的特征[3-6]。
在不同制造阶段,关键特征可分为产品级、装配级和制造级三个级别。关键装配特征是直接影响产品装配准确度的关键特征。关键装配特征出现超差,将严重损害产品的装配质量,甚至导致产品无法完成装配。因此,识别出对装配质量影响最大的关键特征并采用正确的控制方法,是保证产品装配质量的关键[7-8]。
1.2 最佳拟合
最佳拟合(Best-fit),从数学层面上来讲,是一种最大限度地减少实际测量数据与理论数据之间误差的过程方法。
1.2.1 狭义最佳拟合
一般说最佳拟合,指的是狭义的最佳拟合,具体是指两组点之间的拟合对齐。这种最佳拟合是生产现场实际中最常用的,并且主要用在坐标系拟合转化和水平测量点调姿。这种情况下进行最佳拟合的是同一组点的实测数据和理论数据。
以大部段调姿为例,水平测量点的最佳拟合就是将水平测量点的实测值跟其理论值进行拟合对齐,得到满足装配公差要求的结果。拟合后的实测值是最接近理论值的结果,则调姿时就按拟合结果将大部件调整到相应姿态。
定位一个对象,基于“3-2-1原则”,理论上只需要3个点。4个及4个以上的水平测量点,从纯数学角度来说存在冗余,属于过定位。同时,水平测量点的实测值跟其理论值之间存在偏差,不可能与理论值完全匹配重合。最佳拟合的意义就是使每个参与计算的点的偏差达到最小的同时,也使所有点的综合偏差达到最小,使实测值尽可能的接近理论值。
狭义的点到点的最佳拟合结果用拟合偏差均方根RMS值来呈现,可用下面的公式(1)来表示:

式中函数F表示拟合算法,一般采用最小二乘平差法。向量ΔP表示点组合实测值与理论值之间的偏差。
1.2.2 广义最佳拟合
从理论上讲,拟合结果中同时存在过定位与偏差是矛盾的。最佳拟合采用一定的“测量平差法”来解决这个矛盾,这种情况下的“最佳”,指的是满足一定的要求,偏差控制在可接受的范围内。
但是,当实际现场的基准参考点因为环境等因素发生了不可逆的漂移,或者调姿水平测量点因为种种原因产生了不可控的位移,最终导致点到点的最佳拟合出现了无法满足要求的偏差。
这种情况下,狭义的最佳拟合已经失去了“最佳”的意义,需要采用广义的最佳拟合。
广义的最佳拟合是指综合考虑测量产品对象需控制的关键特征,将每个关键特征的实测数据与各自的理论数据一一对应建立匹配关系,然后同时进行拟合计算,这样使所有的实测数据相对于理论数据达到最佳拟合状态,使产品对象的实际状态最接近理论状态。这里的理论数据不仅仅包括理论点位的坐标值,更多的是包括理论数模型面。广义最佳拟合后的数据是产品最真实的数据,最能直接反映产品的真实状态。
采用广义的最佳拟合时,狭义的点到点最佳拟合建立坐标系和调姿水平测量点已经不重要了,但是仍然可以作为初始定位和初始调姿的参考。水平测量点根据需要也可以继续作为控制单纯的点位形式的关键特征。
广义最佳拟合的拟合结果用综合偏差RMS表示,具体可以用下面的公式(2)来表示:

式中函数F表示拟合算法,向量ΔPi表示第i组关键特征实测值与理论值之间的偏差。
1.3 基于关键特征的最佳拟合
广义最佳拟合最本质的特点是可以同时拟合多个关键特征。但是不同的关键特征其控制公差要求不一样,对产品的重要性程度也不一样,如果在拟合时只是单纯的“一视同仁”,同样得不到反映产品真实状态的拟合结果。
因此,针对不同的关键特征引入权重因子,建立起基于关键特征的最佳拟合,在产品的实测数据和关键特征之间找到全局最小值,最佳拟合得到最真实的产品状态数据。
引入了权重因子以后,基于关键特征的最佳拟合的拟合结果RMS值,可用下面的公式(3)来表示:

式中,函数F和向量ΔPi含义同公式(2),Gi表示第i组关键特征权重因子。
权重因子Gi综合考虑关键特征的公差、组成数量以及现场实际情况等因素,可用下面的公(4)来表示:

式中,Ti表示第i组关键特征的控制公差要求,gi为可调整经验参数。所谓可调整经验参数,gi需要现场人员根据实际情况及以往经验确定其具体数值。gi的取值范围为:0≤gi≤10,默认值为1。举例来说,座椅滑轨这组关键特征对于产品的重要性很高,同时其数量也不止一个,实际制造精度相对比较高,其可调整经验参数g可以定为1.5;而水平测量点在超差的情况下对产品的重要性已经降低,但是其作为工程要求必须控制的关键特征,可调整经验参数可以定为0.75。
基于关键特征的最佳拟合,既包含了能够表征和控制产品状态的关键特征,也考虑了每个关键特征的权重因子。从统计学角度来讲,基于关键特征的最佳拟合相对于狭义的点到点最佳拟合,既扩大了拟合的数据样本,也加入了样本分布概率。这两点保证了基于关键特征的最佳拟合更加真实有效,具有实用意义。
1.4 基于关键特征的最佳拟合的软硬件功能平台
数字化测量设备和软件是大部段调姿对接系统的重要组成部分。以某大型客全机对接生产线为例,其配套的激光跟踪仪和SA软件从硬件和软件两个层面上提供了基于关键特征的最佳拟合的应用功能平台。
激光跟踪仪测量范围大,测量精度高,能够实时跟踪动态测量,能够精确获取测量目标的空间三维坐标,成为大部段调姿时必不可少的专用设备。
使用数字化测量设备测量产品需要有相应配套的测量分析软件,测量分析软件不仅用来控制测量设备操作,还要有强大的数据分析处理功能。美国NRK公司开发的SA(Spatial Analyzer)三维工业测量软件,在飞机装配中应用最为广泛[9]。SA软件除了最基本的点到点最佳拟合功能,其另外一个强大的功能就是可以实现基于关键特征的最佳拟合。
使用SA软件实现基于关键特征的最佳拟合,分两步:第一步是将实测点与相对应的关键特征的理论数据(数模或者理论坐标)建立起匹配关系,将测量点和产品数模的具体对象绑定;第二步是将匹配好的数据进行拟合计算。
2 基于关键特征的最佳拟合在前机身调姿中的应用
机身调姿是飞机大部段调姿对接中最典型的对接装配工作。文章以某大型飞机的前机身调姿为例,验证基于关键特征的最佳拟合。
2.1 前机身概况
前机身为等直段,由框、长桁、座椅滑轨及地板梁构成骨架,外面覆以蒙皮壁板构成整个机身筒段。前机身右下部位靠前侧有货舱门开口,如图1所示。前机身蒙皮外面有8R、8L、9R和9L共4个水平测量点。
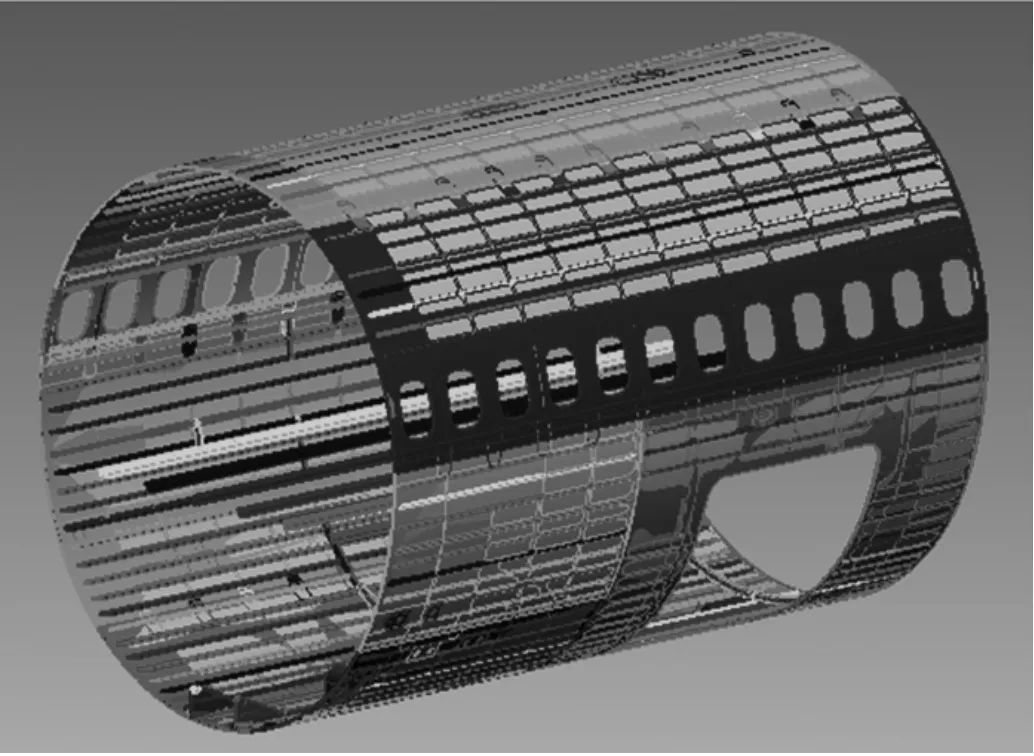
图1 前机身
由于存在货舱门开口,前机身相对于其他几个机身段来说刚性偏弱,几乎每次起吊都会造成前机身的外形扭曲,严重时机身蒙皮上的水平测量点相对变形达2mm以上。
前机身与中机身对接时,将已经完成调姿定位的中机身作为对接基准,前机身在一定偏移距离外作初调姿,然后沿航向直接平移完成对接。初调姿时以前机身的4个水平测量点为调姿点,通过测量分析软件最佳拟合,将拟合结果作为调姿目标。
前机身的长桁轴线、蒙皮端面、蒙皮型面、座椅滑轨和水平测量点均属于对接装配中需要控制的关键装配特征。这些关键装配特征的公差要求分别为:(1)对接处长桁相互偏差±0.2mm;(2)对接处蒙皮间隙尺寸公差±0.5mm;(3)对接处蒙皮阶差±0.8mm;(4)水平测量点个方向坐标值±0.8mm;(5)座椅滑轨精度±0.15mm。
2.2 前机身的调姿数据分析
前机身进行初步调姿后,用激光跟踪仪测量4个水平测量点,并在SA软件里做点到点最佳拟合,数据结果如表1所示。
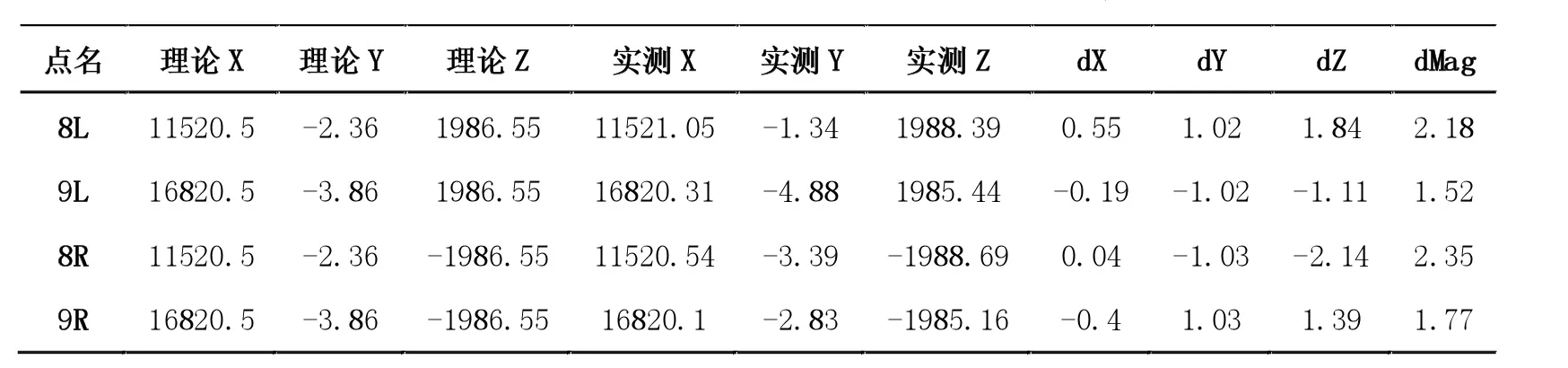
表1 前机身水平测量点最佳拟合结果(单位:mm)
由表1中的数据结果可以看出,水平测量点不满足0.8的公差要求。进一步对四个水平测量点的XYZ三个方向的坐标值进行分析可得知:
(1)在前后航向X方向上,前机身左前侧(8L)往后偏了0.5mm、右后侧(9R)往前倾了0.4mm,整体在航向上是倾斜的。
(2)在水平高低Y方向上,机身前侧左高右低(8L、8R),机身后侧左低右高(9L、9R),并且偏移均在1mm以上,整体呈麻花状。
(3)在左右展向Z方向上,机身前侧左边往左偏、右边往右偏(8L、8R),即前侧两边往外膨胀;机身后侧跟前侧正好相反,左边往右偏、右边往左偏(9L、9R),即后侧整体向内压缩;整体呈倒梯形。
前机身4个水平测量点XYZ各方向偏差示意图如图2所示。由4个水平测量点所表征的前机身的姿态,整体呈倾斜、倒梯形、麻花状,数据无论怎么最佳也不能满足公差要求。
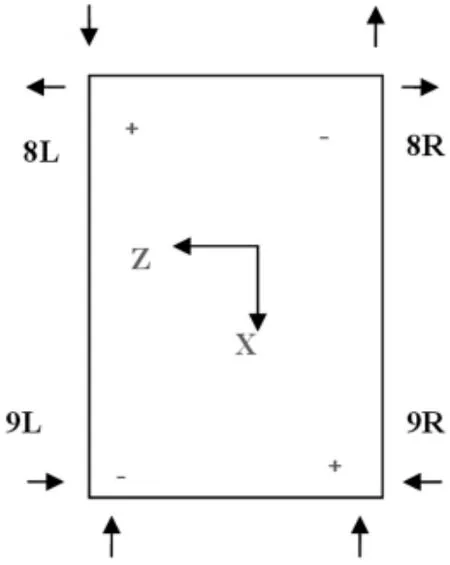
图2 前机身水平测量点各方向偏差示意图
前机身在对接时,长桁和滑轨要和中机身段的长桁和滑轨对接,蒙皮要套合对应的框。在仅通过水平测量点调姿不能完成对接的情况下,现场对前机身两端的长桁轴线、蒙皮端面和蒙皮型面以及座椅滑轨等关键特征进行了测量,如图3所示。
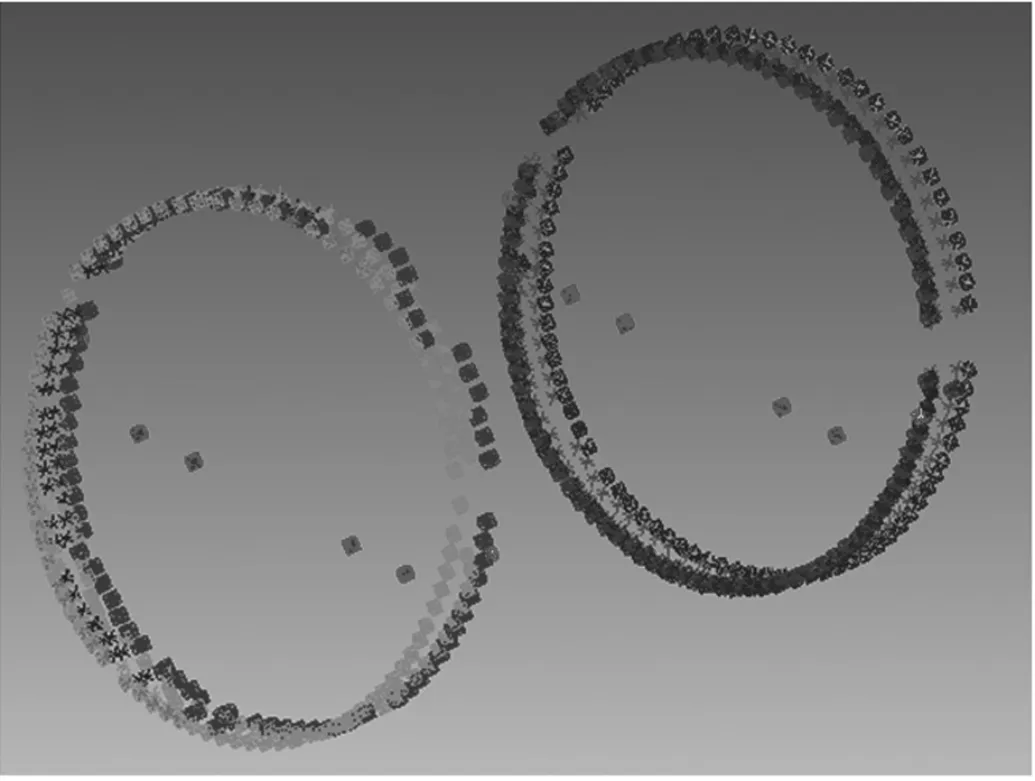
图3 前机身关键特征测量
在4个水平测量点调姿的前提下,将各关键特征的实测数据与理论数据模型匹配后,不做广义最佳拟合,所得到的偏差数据如图4所示。

图4 水平测量点调姿后各关键特征的偏差数据
图4中第一列Weight为权重因子,第二列Relationship为各关键特征,第三列|Max Obj|为各关键特征中最大偏差方向的偏差绝对值,第四列RMS Obj为拟合偏差,第五列Max Mag为关键特征中最大偏差点的最大偏差值。以第四列拟合偏差值作为拟合结果判据。
由图4的数据可以看出,不仅仅水平测量点自身超差,其他关键特征全部不满足工程公差要求。
2.3 前机身基于关键特征的最佳拟合
上一小节从数据上印证了现场仅以水平测量点调姿的方法不可行,因此须采用基于关键特征的最佳拟合。为了检验对比单纯的广义最佳拟合,暂不考虑关键特征的权重因子,默认各关键特征等权重,最佳拟合结果如图5所示。

图5 各关键特征等权重拟合结果
对比图4和图5,可以看出在不考虑权重的情况下,基于关键特征的最佳拟合后得到的各关键特征偏差已经比仅使用水平测量点调姿的偏差优化了不少。
现根据公式(4)给各关键特征设置权重因子,作进一步优化。
在现场对接实施过程中,长桁对接是最受关注的,其阶差要求为0.2mm,且长桁数目较多,初定将其经验参数设置为2,则其权重因子为10;初定蒙皮内形经验参数为2,权重因子为2.5;蒙皮端面经验参数默认为1,权重因子为2;座椅滑轨经验参数初定为1.5,权重因子为10;水平测量点经验参数定为0.75,其权重因子为0.9375。
将各关键特征的权重因子输入后,基于关键特征的最佳拟合结果如图6所示。

图6 第一次权重拟合
优化之后,相比于等权重拟合,2组长桁轴线和座椅滑轨这三组权重大的关键特征没有太明显的优化效果,蒙皮相关的4组关键特征因为权重小,拟合偏差有扩大的趋势。根据此次拟合结果,再次更新权重因子,提高蒙皮相关4组关键特征的权重因子,拟合结果如图7所示。

图7 第二次权重拟合结果
对比图5、6、7三个图可以发现,改变相应权重对于长桁轴线已经没有优化的余地了;而改变蒙皮相关的权重,座椅滑轨得到了很好的优化。从表1和图2中水平测量点所呈现出来的偏差,前机身前侧的数据偏差比较大;图5、6、7三个图中前侧的蒙皮内形、长桁轴线和蒙皮端面同样比后侧相应的三组特征偏差大,这也再次印证了前机身前侧货舱门的存在对前侧的变形影响很大。另外得知24框蒙皮在供应商处净边时存在问题,因此其权重可以适当变小。但是为了保证机身整体对称性,保持24框蒙皮端面权重因子不变,提高36框蒙皮端面权重因子,做一次最终拟合,拟合结果如图8所示。

图8 最终拟合
3 结论
将仅以水平测量点调姿的拟合结果与基于关键特征的最佳拟合的拟合结果进行对比,如表2所示。
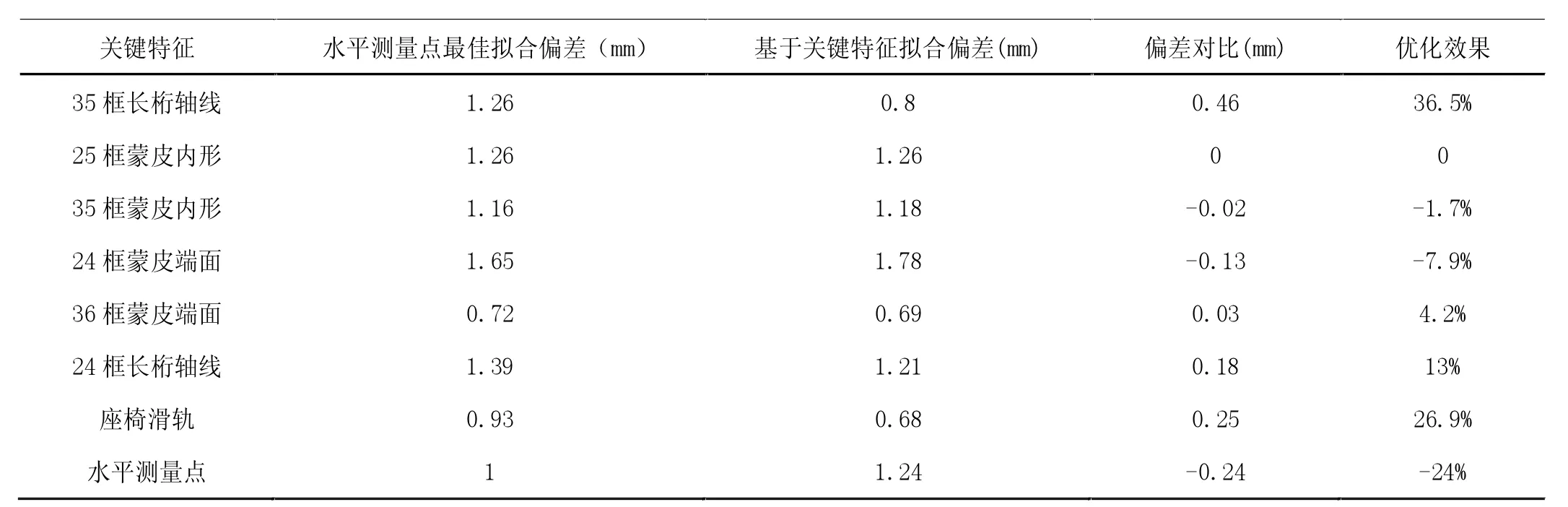
表2 拟合效果对比
由表2可以看出,应用基于关键特征的最佳拟合后,调姿过程中最受关注的关键装配特征长桁轴线和座椅滑轨分别取得了36.5%和26.9%的优化效果。蒙皮相关的关键特征没有明显优化但是也没有扩大偏差,而对水平测量点的影响只有0.24mm。
虽然由于前机身自身超差等种种原因,在基于关键特征的最佳拟合之后,各关键特征仍然没有满足公差要求,但是达到了预期的优化效果。参照基于关键特征的最佳拟合结果进行调姿,最终完成了前机身调姿,顺利实现了与中机身的对接。
基于关键特征的最佳拟合在前机身调姿对接装配中的成功应用,证明了此法的可行性与有效性。但是在应用过程中,权重因子的经验参数不确定因素太多,更改随意性较大。在后续的对接测量过程中,需要继续积累数据,将各个关键特征的经验参数缩小范围,最大程度地确定下来,以求实现基于关键特征的最佳拟合的成熟应用。
