SP32膨丝回潮机加湿工艺优化及过程能力分析
2021-10-18李永进成清校罗兴黔
李永进,成清校,罗兴黔
(1.贵州中烟工业有限责任公司贵定卷烟厂,贵州 贵定551300;2.北京航天试验技术研究所,北京100074)
SP32烟丝膨胀工艺技术首次结合低压浸渍技术和单管大功率微波技术,利用微波加热技术的高效率、无污染、对烟丝中致香成分影响较小的特点,使烟丝中的膨胀介质快速汽化溢出,实现了烟丝的有效膨胀,并且很好地保留了烟丝的致香成分,提升了膨胀烟丝的品质和感官质量,这为烟草行业膨胀烟丝的生产开辟了新的途径。
而对SP32膨胀烟丝而言,其含水率是一项重要的质量指标,对后续的烟草加工非常重要,也会影响到最终产品的抽吸体验。由于经微波加热后,膨胀烟丝的含水率只有6%左右,因此须通过回潮加湿以平衡水分、增加韧性,达到成品膨丝技术要求,并减少后续掺兑及卷接工艺中的造碎,提高烟丝的利用率。SP32烟丝膨胀工艺要求膨丝含水率达到(12.5±0.5)%。
现有SP32膨胀烟丝回潮机采用饱和蒸汽加纯水经混合喷嘴喷射方式对膨胀烟丝进行水分调整,以回潮机出口烟丝水分作为控制依据,通过控制器调节磁力泵的加水量,而蒸汽加注量则为手动调节,实际生产中膨丝水分波动较大,影响了膨胀烟丝的质量一致性。因此,须对回潮机的加湿工艺进行改进,提高回潮精度和水分稳定性,从而提高膨胀烟丝的质量。
1 SP32膨丝回潮工艺分析
相比卷烟制丝生产中的烟丝回潮与打叶复烤中的烟叶回潮,SP32膨胀烟丝回潮与二者工艺状况差距较大。分析主要不同点如下:
一是由于膨胀烟丝在卷烟配方中的掺兑比例一般不高于20%,因而其生产流量小,回潮过程的加水量小,不足制丝线片烟回潮机加水量的3%[1]。
二是因烟丝经微波加热膨胀后进入回潮机的烟丝水分较干,需要较长时间的回潮才能回潮均匀。由于水分采集设备只能安装在回潮机的出口,而烟丝从进入回潮机到出回潮机需要120秒左右,因此回潮过程中对控制系统来说纯延时较大,对控制精度影响很大[2]。
三是在制丝生产线上的回潮机还有热风循环系统,对其内部的原料是一种软化和搅动,有利于水分的渗入致使回潮均匀,而SP32系统回潮机因基于减少搅动以避免造碎的考虑,因而没有热风系统。
综上分析并结合实际运行发现,SP32回潮机的加湿能力和水分控制稳定性存在不足,需要对回潮机的加湿工艺进行改进和优化,使回潮机的回潮能力和水分控制稳定性得到提升,生产中可自动适应厂区内蒸汽含水率变化及出料口烟丝水分变化,达到提高烟丝质量,提升设备自动化程度,提高设备厂区环境适应能力,降低不合格膨丝数量的目的。
2 工艺技术改进
回潮机总体技术改进方案为:用自来水冷却厂区蒸汽,制造高含水率不饱和蒸汽,系统控制器同时采集回潮前后水分数据,对来料水分趋势进行预判,同时反馈出口水分数据,通过蒸汽调节阀及冷水水流量调节阀控制回潮加水量,实现回潮水分的闭环控制,提高设备回潮能力和控制精度。水分控制过程如图1所示。

图1 改造后水分控制示意图
改进内容具体表现为以下几个方面:
(1)将原有的纯水加蒸汽经混合喷嘴喷射方式改为加不饱和蒸汽的方式,以满足较小加水状况下的加水量控制。
(2)通过控制蒸汽换热器的冷却水流量实现对蒸汽不饱和度的控制。
(3)饱和蒸汽加不饱和蒸汽的总出口由控制器对萨姆森调节阀的开度控制实现。
(4)控制系统的算法采用PID控制算法,现场整定参数。
2.1 回潮蒸汽管路改进
回潮机工作蒸汽分两路(如图2所示),一路为厂区饱和蒸汽,经分汽缸后由截止阀手动控制至蒸汽控制阀,为回潮机提供基础蒸汽;另一路为不饱和蒸汽,厂区饱和蒸汽经分汽缸后通过冷却水套进行换热,降低蒸汽温度,提高蒸汽的含水率,不饱和蒸汽流量由萨姆森调节阀控制,而后与饱和蒸汽汇合,由蒸汽控制阀控制流量,并最终通至回潮机内蒸汽喷嘴,对烟丝进行回潮工作。

图2 回潮机管路系统
烟丝回潮加水量的控制主要是通过控制两个参数实现。一是上述不饱和蒸汽的流量,由萨姆森调节阀控制,直接采用出口烟丝水分通过PID反馈算法控制调节阀开度。另一个是控制不饱和蒸汽的含水率,不饱和蒸汽的含水率在设备运行过程中是逐渐变化的,通过实践发现,当设备充分预热、各管路全部达到稳定温度后,蒸汽含水率减少,造成萨姆森调节阀长期运行在100%开度而烟丝的含水率仍然无法提高,另外在蒸汽压力发生变化时,蒸汽的含水率也会发生变化。含水率的控制是通过控制冷却水套中冷却水流量实现的,由于蒸汽含水率无法直接测量,在运行中主要体现在含水率降低,调节阀开度至上限。因此,可根据萨姆森调节阀的开度间接控制水套的冷却水流量,这样使得蒸汽调节阀运行在合理的范围内,保证对烟丝水分具有充分的调整能力。
冷却水套冷却水流量通过电动比例调节阀控制,调节阀开度可控,通过调节阀门的开度来改变夹套内自来水的流量,从而影响夹套内的换热量,最终改变喷淋蒸汽的含水率,以达到调节烟丝水分的目的,回潮蒸汽管路改进行实施如图3所示。

图3 回潮机管路施工
2.2 回潮控制系统优化
控制系统采用西门子1200型PLC,与电动比例调节阀及萨姆森调节阀,通过Profibus PA网络进行通信控制。电动比例调节阀通过调节蒸汽换热器(水套)冷却水流量控制蒸汽的不饱和度;萨姆森调节阀则控制进入回潮筒的总和蒸汽量。作为反馈数据的水分仪采用NDC710型红外水分仪,该仪器针对烟草行业有专用的调试软件和参数设定,是烟草行业应用较广泛,实践证明精度较高、满足烟草行业需要的一种水分仪[3]。
系统软件设计充分考虑回潮机这个被控对象大滞后的特点,设计了PID控制算法和大林控制算法。另外,充分利用回潮机前端水分仪数据,考虑了带有前馈的控制算法,在算法方面充分提高回潮机的控制精度。优化数据反馈机制,依靠回潮前入口水分、回潮后出口烟丝水分及厂区蒸汽压力变化等多个数据作为回潮机阀门自动调节的数据反馈,提高出口烟丝水分稳定性,减少波动。通过制定电动比例调节阀与萨姆森调节阀联动之间的关系,通过平衡两个阀门开度的关系,保持出口烟丝水分在设定值内小幅度波动。
在控制烟丝的回潮时间上,通过控制回潮机筒体转速实现。保证膨胀烟丝在湿热环境中的停留时间,有利于控制烟丝的含水率和水分的充分均匀渗透,使得烟丝在后续的储丝水分平衡工艺过程中不至于过度损失水分,保证膨胀烟丝含水率的真实性和有效性,回潮控制画面如图4所示。

图4 回潮机控制画面
3 回潮机过程能力分析
3.1 过程能力指数
过程能力指数是指过程能力满足产品质量标准要求的程度,一般记为CPK。也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力。过程能力指数的值越大,表明产品的离散程度相对于技术标准的公差范围越小,因而过程能力就越高;反之,则过程能力就越低。因此,可以从过程能力指数的数值大小来判断能力的高低。但过程能力指数值并非越大越好,需从经济性和质量两方面的要求综合判断,因此,过程能力指数应该在一个适当的范围内取值[4]。
为检验SP32回潮机工艺改进后的工序能力,开展了正式烟丝的生产调试工作,并对膨丝回潮水分进行数据采集,以便分析其过程能力是否达到要求。CPK的评级标准一般如表1。
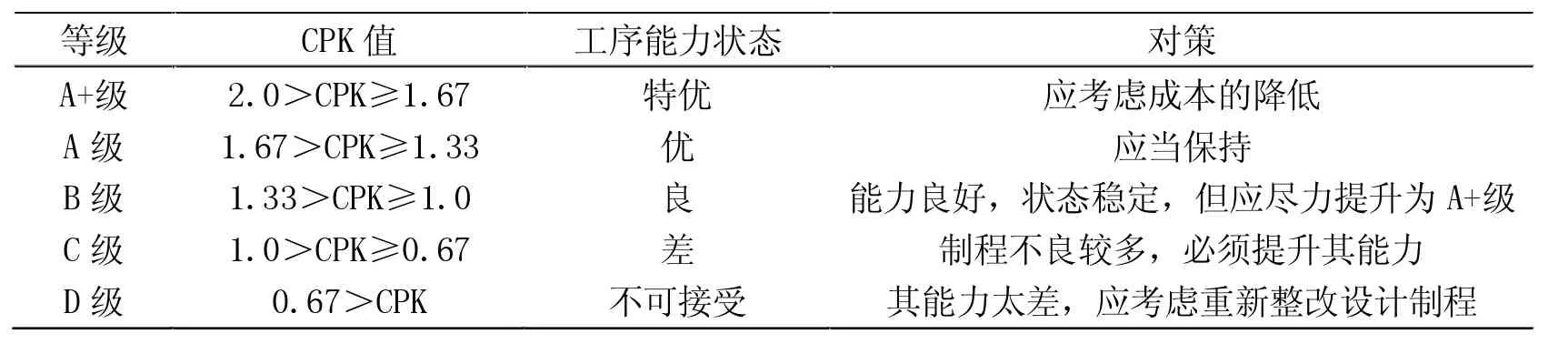
表1 CPK值评级标准
3.2 过程能力分析
SP32回潮机的工序过程能力分析,采用一个批次烟丝进行生产调试。一个批次生产膨胀烟丝量为300kg,工艺时间约50分钟。由于检验回潮机的过程能力为调试过程,而非正常的连续生产过程,因此需去除回潮机工作开始和结束前的料头料尾过程,取中间稳定段膨胀烟丝水分数据来计算回潮工序的过程能力值。中间段工艺时间为45分钟,膨胀烟丝回潮后水分数据采集为30秒/次,获取数据量为90个,如表2所示。
SP32膨胀烟丝水分指标要求为:含水率12.5%,允差±0.5%,标准偏差0.17%。
依据表2及图5,计算回潮工序的过程能力指数如下:

表2 膨胀烟丝水分取样值

图5 调试生产过程及膨丝水分曲线
样本平均值:

标准偏差:

允差范围:

CPU值:

CPL值:

CPK值:

从计算结果看,经工艺优化后的回潮机回潮工序过程能力指数CPK值为1.457,对照表1,该工序处于A级水平,膨胀烟丝的含水率、含水率标准偏差值均符合技术指标要求,说明回潮过程能力充分,应当保持。因此,此次蒸汽加湿工艺改进是成功的。
4 结论
本文根据在实践中遇到的技术问题,针对SP32膨丝回潮机的工作特点,通过改进蒸汽加水方式和系统控制算法,提高了水分的控制精度,通过调试生产并采集数据分析,回潮机工序过程能力指数达到1.457,能力充分,满足了SP32膨胀烟丝回潮的使用需求。
通过研究,得出以下主要结论:
(1)SP32烟丝膨胀系统回潮机工序过程所需加水量小,不宜采用纯水加蒸汽混合喷射的方式加湿回潮膨胀烟丝。采用调整不饱和蒸汽含水率的加湿方式能够满足回潮需求。
(2)经过加湿工艺优化,SP32回潮机的自动化水平显著提高,可自动适应厂区蒸汽压力的突然波动或变化,回潮过程膨胀烟丝水分控制精确、稳定,可有效降低水分不合格烟丝的产生量,提高膨胀烟丝的合格率,降低烟丝的消耗成本。
(3)本文所述的膨胀烟丝回潮加湿方法也适用于其他所需加水量小的类似场合,具有一定的参考意义。
